
Сопряженные и свободные размеры механических соединений. Рекомендации по выбору посадок сопрягаемых размеров
Размеры деталей сборочных единиц подразделяют на сопряженные и свободные. Сопряженные размеры - это размеры сопрягаемых деталей (соединяемых), номинальные размеры которых должны быть одинаковыми. Они обеспечивают заданное положение деталей в сборочной единице,
точность ее работы, надлежащие условия сборки и разборки, требуемую взаимозаменяемость деталей. После изготовления деталей эти размеры обязательно проверяют контролеры.
Свободные размеры обычно относят к поверхностям деталей, не соприкасающимися с другими деталями сборочной единицы и не влияющими существенно на работу механизма. Однако значения отдельны:х свободных размеров смежных деталей могут быть взаимосвязаны определенными конструктивными условиями. Такие размеры называют свободными.
зависимыми.
Правильное нанесение на чертеже детали таких эависимых свободных размеров является необходимые условием обеспечения правильной работы изделия, его монтажа.
На рис. 88 показано седло 1 клапана, запрессованное в корпус 2 по диаметру d 1 , значения которого для седла и корпуса являются сопряженными размерами. Диаметры d 2 седла и d 3 корпуса являются свободными зависимыми размерами, так как к ним не предмвляатся высоких требований по точности изготовления; необходимо только, чтобы d 2 седла < d 3 корпуса/ Здесь же вободными зависимыми размерами являются размеры l 1 седла и l 2 отверстия в корпусе,для них тоже необходима условие l 1 > l 1
Лекция № 8 Правила выполнения сборочных чертежей
Правила выполнения сборочных чертежей (СБ) и чертежей общих видов (ВО) определяет ГОСТ 2.109-68. В соответствии с этим стандартом сборочный чертеж должен содержать (рис. 89):
а) изображение сборочной единицы, дающее представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу и обеспечивающих возможность осуществления сборки и контроля сборочной единицы; изделие на сборочном чертеже должно быть изображено в рабочем положении;
б) указания о характере сопряжения и методах его осуществления, а также указания о способе выполнения неразъемных соединений (сварных, паяных и др.);
в) номера позиций составных частей, входящих в изделие;
г) основные характеристики изделия;
ния, которые должны быть выполнены или проконтролированы по данному сборочному чертежу;
е) габаритные размеры изделия;
ж) установочные и присоединительные размеры, а также необходимые справочные размеры.
На сборочном чертеже допускается изображать:
а) перемещающиеся части изделия в крайнем или промежуточном положении с соответствующими размерами;
б) пограничные (соседние) изделия ("обстановку") и размеры, определяющие их взаимное расположение.
Сборочные чертежи допускается выполнять УПРОЩЕННО.
На сборочных чертежах допускается не показывать
а) Фаски, скругления, проточки, углубления, выступы, накатки, насечки, оплетки и другие мелкие элементы;
б) зазоры между стержнем и отверстием:
в) крышки, щиты, кожухи, перегородки и т.п, если необходимо показать закрытые ими составные части изделия. Над изображением делают соответствующую надпись: "Крышка поз. 3 не показана";
г) надписи на табличках, фирменных планках, шкалах;
д) изделия, изготовленные из прозрачного материала, изображают как непрозрачные;
е) пружины изображают не полностью, по 2-3 витка с каждого конца: изделия, расположенные за винтовой пружиной. изображенной лишь сечениями витков. изображают до зоны, условно закрывающей эти изделия и определяемой осевыми линиями сечений витков;
ж) допускается изображать одно из нескольких одинаковых отверстий, пазов и других элементов, если они расположены равномерно; для всех остальных указывают только их расположение: на разрезах изображают нерассеченными составные части изделий. на которые оформлены самостоятельные сборочные чертежи;
з) сварное, паяное, клееное и тому подобное изделие из однородного материала в сборе с другими изделиями в разрезах и сечениях штрихуют как монолитное тело (в одну сторону), изображая границы между деталями сварного изделия сплошными основными линиями.
В продольных разрезах показывают незаштрихованными:
а) стандартные крепежные детали (болты, винты, шпильки, гайки, шайбы, штифты, шпонки, шарики и др.);
б) непустотелые валы;
в) ребра жесткости, спицы маховиков. зубья шестерен и червяков.
В тех случаях, когда сборочный чертеж изделия может быть выполнен на формате А4, его допускается совмещать со спецификацией, как показано на рис. 86.
На сборочном чертеже все составные части сборочной единицы нумеруют в соответствии с номерами позиций, указанными в спецификации этой сборочной единицы. Номера позиций указывают на полках линий-выносок, проводимых от изображений составных частей, на тех изображениях. на которых соответствующие составные части проецируются как видимые, как правило. на основных видах и заменяющих их разрезах.
Номера позиций располагают параллельно основной надписи чертежа вне контура изображения и группируют их в колонку или строчку по возможности на одной линии. Размер шрифта номеров позиций должен быть на один-два размера больше, чем размер шрифта, принятого для размерных чисел на том же чертеже.
Цена 3 коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СКАМЬЯ ОПТИЧЕСКАЯ ТРАПЕЦЕИДАЛЬНОГО ПРОФИЛЯ
ОСНОВНЫЕ И СОПРЯГАЕМЫЕ РАЗМЕРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 12995-82
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
УДК 681.7,072.6: 006.354 Группа П41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СКАМЬЯ ОПТИЧЕСКАЯ ТРАПЕЦЕИДАЛЬНОГО
Основные и сопрягаемые размеры. Технические требования
Optical bench of trapezoidal profile Mam and conjugated dimensions technical requirements
ГОСТ 12995-67
Постановлением Государственного комитета СССР по стандартам от 29 июля 1982 г. № 2948 срок введения установлен
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на оптическую скамью трапецеидального профиля с направляющими типа «ласточкин хвост», предназначенную для установки оптических приборов, спектральных у стройств, отдельных деталей и приспособлений и перемещений их параллельно оптической, визирной осям, и устанавливает основные и сопрягаемые размеры рельса и рейтеров.
1. ОСНОВНЫЕ И СОПРЯГАТЕЛЬНЫЕ РАЗМЕРЫ
1 1. Основными размерами оптической скамьи являются: длина и высота рельса, длина основания рейтера и расстояние от края основания до центра колонки рейтера (черт. 1-3).
1.2. Сопрягаемыми размерами оптической скамьи являются: ширина направляющей рельса и угол «ласточкина хвоста» (черт. 2), угол у опорной поверхности рейтера и посадочный диаметр колонки рейтера (черт. 3)
1.3 Основные и сопрягаемые размеры рельса должны соответствовать указанным на черт. 2, рейтера - на черт. 3.
Издание официальное Перепечатка воспрещена
Переиздание. Июль 1987 г.
© Издательство стандартов, 1988
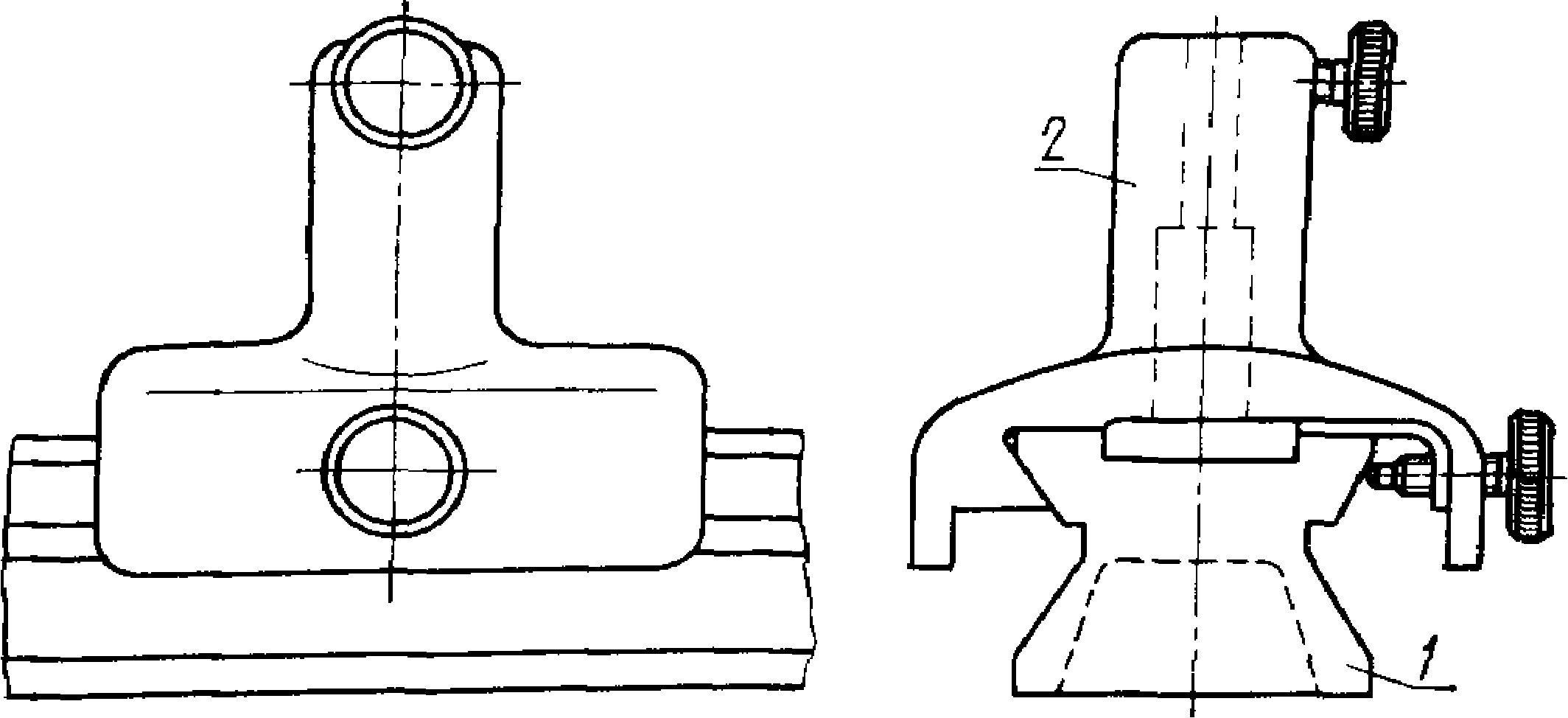
/-рельс; 2-рейтер Черт. 1
А~А
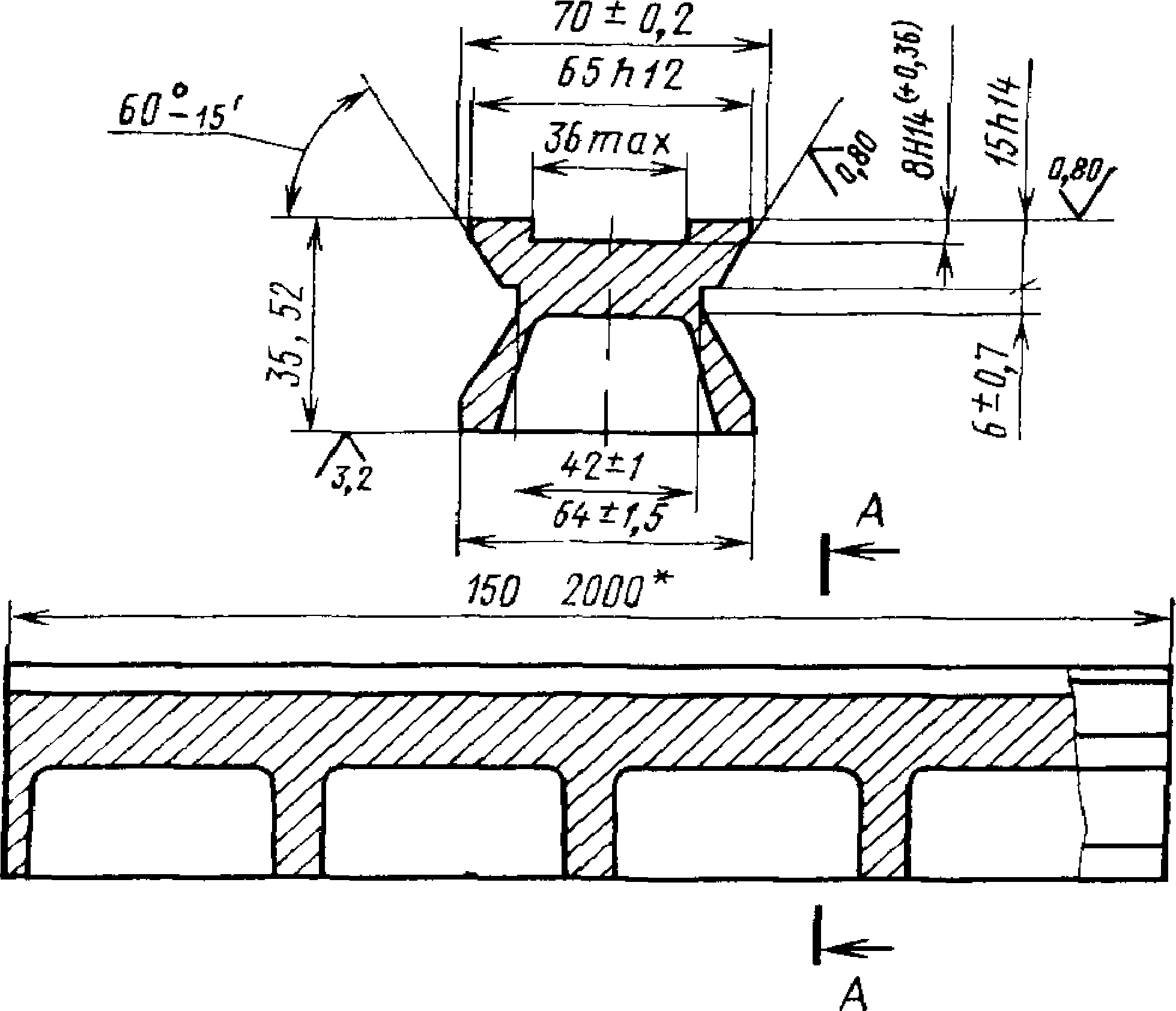
* Размер назначают в интервале от 150 до 500 мм через 50 мм, в интервале от 500 до 2000 мм через 250 мм. Неуказанные предельные отклонения размеров: отверстий по НИ, валов - по
Ы4, остальных - по ±
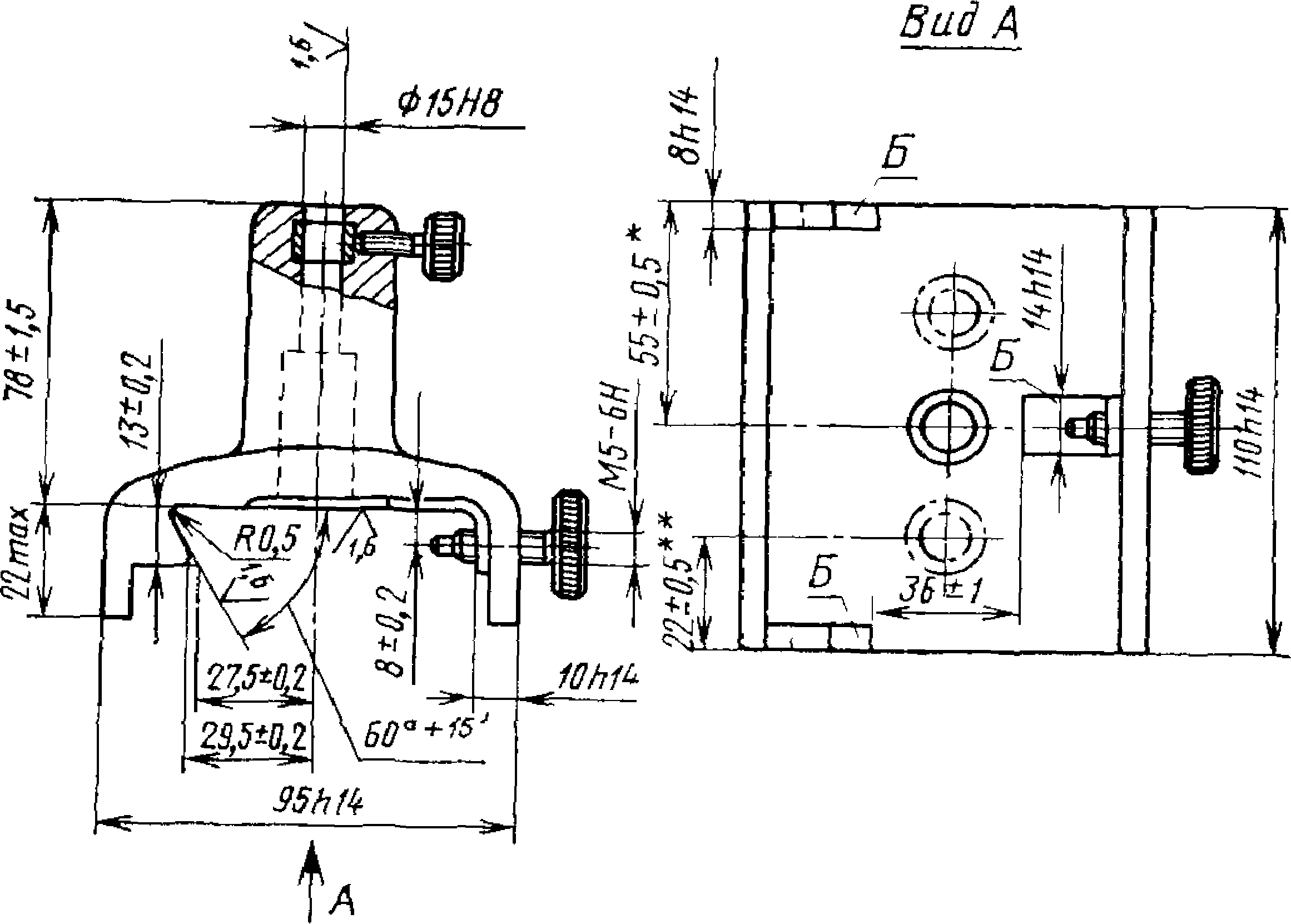
* Размер относится к симметричному расположению колонки рейтера относительно краев основания.
** Размер относится к асимметричному расположению колонки рейтера относительно краев основания.
Примечания:
1. Черт. 1-3 не определяют конструкцию.
2. Допускается по согласованию между потребителем и изготовителем изготовлять рейтеры с колонками, основаниями и опорными поверхностями других размеров.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Оптические скамьи трапецеидального профиля следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. В процессе изготовления внутренние напряжения рельса должны быть сняты.
2.3. Допуск плоскостности сопрягаемых поверхностей рельса и рейтеров и двух направлениях (по длине направляющих и по ширине) должен соответствовать степени точности 10 по ГОСТ 24643-81.
2.4. Допуск прямолинейности направляющих рельса в горизонтальной плоскости по длине должен соответствовать степени точности 12 по ГОСТ 24643-81.
2.5. Допуск плоскостности трех опорных поверхностей Б рейтера относительно общей прилегающей плоскости - 0,1 мм.
2.6. Допуск перпендикулярности оси колонки относительно трех опорных поверхностей Б рейтера должен соответствовать степени точности 8 по ГОСТ 24643-81.
2.7. В зависимости от расположения колонки относительно краев основания рейтеры изготовляют симметричными и асимметричными.
Редактор В. М. Лысенкина Технический редактор Э. В. Митяй Корректор Г. И, Чуйко
Сдаво в ааб. 12.10.87 Поди, в печ. 26.01.88 0,5 уел. п. л. 0,5 уел. кр.-отт. 0,19 уч.-изд. л.
Тираж 3000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак. 4370.
|
Величина | |||
|
Наименование |
Обозначение |
||
|
межд /народное | |||
|
0 С Н 0 В Н Ы | |||
|
килограмм | |||
|
Сила электрического тока | |||
|
Термодинамическая температура | |||
|
Количество вещества | |||
|
Сила света | |||
|
ДОПОЛНИТЕЛЬНЫЕ EJ |
1ИНИЦЫ СИ |
||
|
Плоский угол | |||
|
Телесный угол |
стерадиан | ||
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ, ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ НАИМЕНОВАНИЯ
|
Выражение через основные и до- |
||||
|
Величина |
U Я U Li в и п в К- |
Обозначение |
||
|
ПаНМснова* |
полнктельные единицы СИ |
|||
|
Давление |
М" 1 - КГС“ 2 |
|||
|
м 2 * КГ-с -2 |
||||
|
Мощность |
м 2 * КГ-С" 3 |
|||
|
Количество электричества | ||||
|
Электрическое напряжение |
М/кг-с" 3 А~* |
|||
|
Электрическая емкость |
м“ 2 кг- 1 с 4 *А а |
|||
|
Электрическое сопротивление |
м^кг-с -3 А |
|||
|
Электрическая проводимость |
м -2 -кг“ , -с э *А а |
|||
|
Поток магнитной индукции |
м 2 * кг - с~ 2 А“ 1 |
|||
|
Магнитная индукция |
кг с- 2 А- 1 |
|||
|
И ндуктивность |
м 2 *кг с -2 - А“ 2 |
|||
|
Световой поток | ||||
|
Освещенность |
М- 2 ■ кд ср |
|||
|
Активность радионуклида |
беккерель | |||
|
Поглощенная доза ионизирую | ||||
|
щего излучения Эквивалентная доза излучения | ||||
Машины состоят из деталей, узлов и агрегатов, которые соединяются в определённом порядке и с установленной точностью. Точность - один из важнейших показателей качества деталей машин, существенно влияющий на все критерии работоспособности и надежности механизмов, а, следовательно, и на выходные показатели машин.
Детали машин не могут быть изготовлены абсолютно точно и всегда имеют некоторые отклонения от номинальных размеров. Поэтому для эксплуатации, изготовления и конструирования машин огромное значение имеет взаимозаменяемость деталей.
Взаимозаменяемость и стандартизация. Взаимозаменяемость как принцип конструирования и производства деталей предложен и реализован впервые в конце XIX в. в производстве винтовок. Она обеспечивает правильную сборку и замену при ремонте независимо изготовленных деталей и узлов без дополнительной их обработки с соблюдением требований качества и экономичности.
Взаимозаменяемость - это способность независимо изготовленных деталей и узлов без дополнительной обработки занимать свои места в машине и обеспечивать доброкачественную работу. Взаимозаменяемость позволяет производить: независимую обработку деталей высокопроизводительными методами (так как исключается необходимость пригонки одной сопрягаемой детали к другой); эффективное применение поточной и конвейерной сборки; обработку стандартным инструментом; высокопроизводительный простой и надежный контроль изделий с помощью калибров; быструю замену вышедших из строя деталей машин заранее изготовленными запасными; ускорение проектирования и т. д.
Взаимозаменяемость деталей и узлов может быть полной и неполной (частичной). В последнем случае правильное, соединение деталей и узлов обеспечивается лишь для части их, изготовленной надлежащей точностью. Другая часть деталей, изготовленная менее точно, собирается путем подбора, с использованием компенсаторов и различных технологических средств.
Полная взаимозаменяемость обеспечивается стандартной системой допусков и посадок .
Стандартизация. Огромное значение в машиностроении имеет стандартизация. Стандартизация - это обеспечение единообразия и качества продукции введением специальных, обязательных для применения нормативных документов - стандартов.
Стандартизация деталей, узлов и агрегатов машин охватывает - общие нормы, классификацию и терминологию и методы.
Для обеспечения взаимозаменяемости деталей, узлов и комплексов и упорядочения их производства в масштабах предприятия, группы стран существуют стандарты: предприятия - СТП, отрасли - ОСТ, государственные - ГОСТ, СЭВ - СТ СЭВ, международные - МС. Их соблюдение является обязательным на всех этапах производства, сбыта и эксплуатации изделий.
Основой для стандартизации являются размеры, количественно оценивающие геометрические параметры деталей.
Размер - числовое значение линейной величины (диаметра, длины и т. д.) в выбранных единицах измерения. Размеры, проставляемые на чертежах деталей илисоединений, называют номинальными.
Их получают из расчетов (на прочность, жесткость и т. д.) или принимают из конструктивных соображений. Для типизации технологических процессов, ограничения количества инструментов, типоразмеров деталей принятые номинальные размеры округляют до значений по ГОСТ 6636-89 «Нормальные линейные размеры».
Стандартом предусмотрены четыре ряда размеров в порядке убывающей предпочтительности Р5, Ρ10, Р20 и Р40, каждый из которых представляет геометрическую прогрессию со знаменателем, соответственно равным ;  ;
;  и
и  .
.
При изготовлении деталей действительный размер, т. е. размер, установленный измерением с допустимой погрешностью, может совпадать с номинальным размером лишь случайно, так как технологические погрешности (неточности изготовления инструментов, оборудования и т. д.) систематического и случайного характера вызывают неизбежные погрешности обработки и рассеяние размеров деталей.
Установлено, что для обеспечения правильной сборки (геометрической взаимозаменяемости) и нормальной работы детали могут иметь некоторое рассеяние размеров относительно номинальных значений.
Максимальный и минимальный размеры, между которыми может находиться действительный размер детали, называютпредельными размерами .
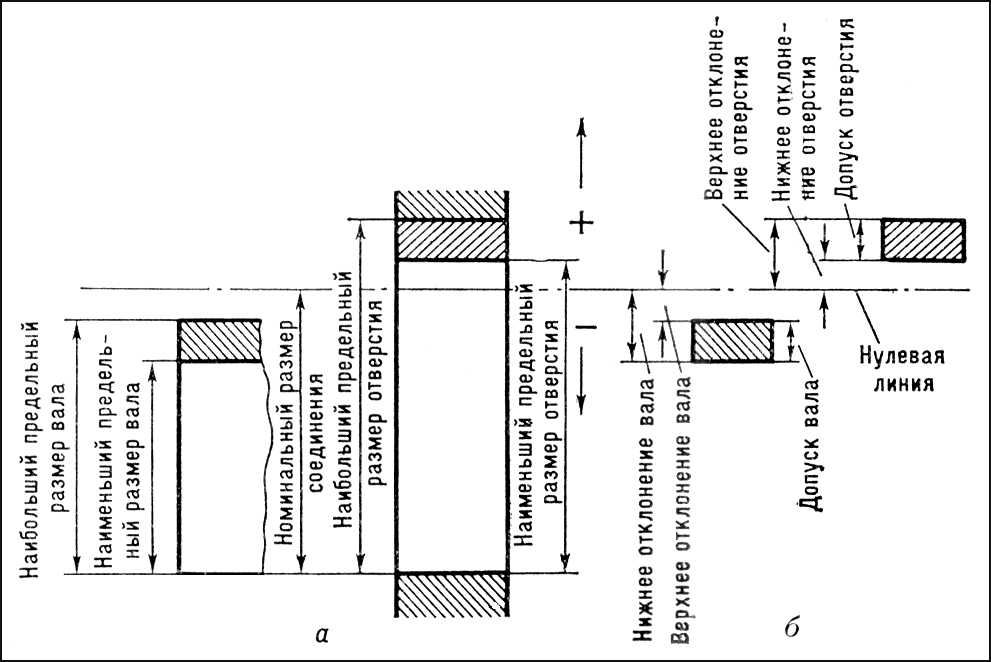
Рис. 52. Предельные размеры отверстия и вала, определяющие поля допусков.
На рис. 52 схематически показаны совмещенные по образующей цилиндрические валы (а)и отверстия (б) с номинальными предельными диаметрами. Обозначим их через D max и D min - для отверстия и d max и d min - для вала.
Алгебраическую разницу между измеренным размером (действительным и предельным и др.) и соответствующим номинальным значением называют отклонением.
Действительное отклонение - алгебраическая разность между действительным и номинальным размерами; предельное отклонение - алгебраическая разность между предельным и номинальным размерами.
В ГОСТ 25346-82 применены следующие условные обозначения отклонений: верхнее и нижнее отклонения: (начальные буквы французских слов Ecart - отклонение, Superieur - верхнее, Inferieur - нижнее)
для отверстия
ES = D max - d EI = D min - d;
es = d max - d; ei = d min - d,
где d - номинальный диаметр.
Величины отклонений могут быть положительными и отрицательными. При схематическом изображении (см. рис. 46) они задаются относительно номинальных размеров, которые служат началом отсчета (положительные отклонения откладываются вверх, а отрицательные - вниз от нулевой линии). Для поверхностей сопряжения (соприкосновения) деталей номинальный размер может быть общим (например, для соосных сопряжений вала и ступицы).
Экономически целесообразные отклонения размеров деталей определяются Единой системой допусков и посадок, установленной СТСЭВ 144-75.
Допуск размера есть разность между наибольшим и наименьшим допустимыми предельными размерами. Допуск (Tolerant) обозначается буквой Τ и всегда положителен. (рис. 52).
Допуск размера обозначают буквами IT, например допуск размера вала
IT=T д = d max - d min = es - ei,
а допуск размера отверстия
IT= T D =D max - D mln = ES-EI.
Поле допуска T D - поле, ограниченное верхним и нижним отклонениями, - определяется числовым значением допуска и его положением относительно номинального размера.
Предусматриваются следующие основные отклонения (в диапазоне размеров 1...500 мм) в порядке уменьшения зазора и увеличения натяга в соответствующих посадках (строчные буквы латинского алфавита - для валов, прописные - для отверстий):
а в с d e f g h j s k
A B C D E F G H J s K
m n p r s t u ν x у z
Μ Ν Ρ R S Τ U V Χ Υ Z
При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис. 52). Расположение поля допуска относительно нулевой линии принято обозначать одной или двумя буквами латинского алфавита - прописной для отверстия и строчной для валов (например, Н5, F7, h8, j s 8 и т.д.). При одном и том же допуске деталь большего размера изготовить сложнее, чем деталь меньшего размера. Числовые значения допусков в основном диапазоне размеров 1...500 мм приняты пропорциональными корню кубическому из размера детали с небольшой поправкой, пропорциональной размеру.
Поэтому размер допуска IT назначают в зависимости от диаметра,
вводя единицу допуска
здесь d - в мм, и IT = ai.
Зависимость (10.2) представляет кубическую параболу, а i - является мерой точности, так как допуск получается произведением i на безразмерный коэффициент а:
Для наиболее распространенного в машиностроении диапазона размеров от 1 до 500 мм, для которого справедлива формула (1), стандартизация числовых значений допусков проведена путем установления 13 основных стандартных интервалов размеров.
Точное соблюдение зависимости (10.2) для всех размеров диапазона от 1 до 500 мм нецелесообразно, так как для близких друг к другу размеров нет смысла изменять допуски. Поэтому при составлении стандартизованных числовых значений допусков диапазона 1…500 мм отобрано 13 значений единиц допусков, равных ординатам средних геометрических значений интервалов: до 3, 3-6, 6-10, 10-18, 18-30, 30-50,50 -80, 80-120, 120-180, 180-250, 250 - 315, 315 - 400, 400 - 500. Другими словами, для каждого интервала принята постоянная величина i (а следовательно, и допуска T), равная ординате среднегеометрического значения интервала D значит при подсчете единицы допуска по формуле (10.2) кубический корень извлекается не из любого заданного числа, а из среднего геометрического значения интервала размеров, в котором находился размер. Например, расчет на прочность при конструировании детали (узла) изделия дал результат 12 мм. Так как размер 12 мм находится в интервале 10-18 мм, то среднее геометрическое значение интервала ![]() . Значит, для диаметра 12 мм D = 13,4 мм (средний геометрический размер) Разбивка диапазона 1-500 мм. на 13 интервалов проведена таким образом, чтобы значения i, подсчитанные по формуле (10.2) по крайним значениям интервала, не отличались по величине более чем на 5 - 8%.
. Значит, для диаметра 12 мм D = 13,4 мм (средний геометрический размер) Разбивка диапазона 1-500 мм. на 13 интервалов проведена таким образом, чтобы значения i, подсчитанные по формуле (10.2) по крайним значениям интервала, не отличались по величине более чем на 5 - 8%.
Соотношение между допуском и единицей допуска
| Обозначение допуска | Значение допуска | Обозначение допуска | Значение допуска |
| ΙΤ5 | 7i | IT12 | 160i |
| ΙΤ6 | 10i | IT13 | 250i |
| ΙΤ7 | 16i | IT14 | 400i |
| ΙΤ8 | 25i | IT15 | 640i |
| ΙΤ9 | 40i | IT16 | 1000i |
| ΙΤ10 | 64i | IT17 | 1600i |
| ITll | 100i |
![]()
Рис. 53. Зависимость между единицей допуска i и номинальным значением размера D
Допуски установлены в соответствии с девятнадцатью квалитетами
(степенями точности), обозначаемыми в порядке понижения точности 0,1; 0; 1; 2; ... 17. Квалитет характеризуется числом единиц допуска. Квалитет отражает точность технологического процесса. В ЕСДП СЭВ для размеров до 500 мм установлено 19 квалитетов: IТ01, IT0, IТ1, IТ2, IТ3,...,IT17, IТ - International Tolerance (Международный допуск или допуск ИСО). IТ8, например, означает допуск системы по 8-му квалитету ИСО. Число единиц допусков в формуле (2) представляет собой ряд геометрической прогрессии R5 со знаменателем ![]() .
.
При существующем многообразии технологических процессов оказалось, что выбранный для регламентации их ряд R5 вполне достаточен, с одной стороны, для обеспечения действительно необходимой точности для выполнения деталями или изделиями их функционального назначения, с другой стороны, рационально ограничивает выбор значений числа единиц допуска до числа, действительно необходимого и экономически целесообразного.
Квалитеты 4 и 5 применяют:
а) для деталей, определяющих точность работы особо точных машин, прецизионных станков, делительных машин;
б) для особо напряженных деталей быстроходных машин в случаях, когда точность в значительной степени определяет нагрузку или распределение напряжений;
в) для деталей быстроходных механизмов при необходимости бесшумной работы.
Квалитеты 6...8 считаются основными в современном производстве.
Квалитет 9 характерен для деталей в низкоскоростных машинах и механизмах и других машинах с пониженными требованиями к точности.
Квалитеты 10, 11 применяют для деталей, узлов и машин низкой точности, тихоходных; они предусматривают возможность частичного применения деталей, изготовленных без снятия стружки из чистотянутой круглой стали и труб, холодноштампованных деталей и т. д.
Квалитеты 12 и 13 применяют при самых минимальных требованиях к качеству обработки, как правило, для вспомогательных устройств, они ориентированы на изготовление деталей без снятия стружки.
Квалитеты 14...17 предназначаются дли свободных размеров деталей, т. е. размеров несопрягаемых поверхностей, и также для размеров заготовок после предварительной обработки. Эти квалитеты точности получаются в результате штампования, волочения, отливки в пресс-формы, грубой обточки и т. д.
Величины верхнего и нижнего предельных отклонений указываются на чертежах тремя способами:
1) мелкими цифрами (мм) за номинальным размером; отклонения, равные нулю, не проставляются. Отклонения могут иметь одинаковые или разные знаки, например  , 20 +0,018 или
, 20 +0,018 или  ;
;
2) условным обозначением поля допуска, состоящим из буквы и цифры, обозначающей квалитет, например 12G8, 20h10;
3) одновременным указанием поля допуска и цифровых значений отклонений (в скобках), например 12G8 , 20h10 (-0,08).
Характер сопряжения - посадка двух соосных цилиндрических деталей (охватываемой - вала и охватывающей - отверстия) зависит от их действительных размеров. Если диаметр отверстия больше диаметра вала, то в соединении между ними будет зазор (рис.54; положительная разность диаметров), обеспечивающий свободное осевое и окружное перемещения одной детали относительно другой. Если размер отверстия меньше размера вала (отрицательная разность размеров), то в соединении образуется натяг (рис. 55).
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия.
В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия (сокращается номенклатура размерного режущего и калибровочного инструмента для отверстий). Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1 – 2 квалитета. Больший допуск, как правило, назначают для отверстия.
Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями , сходными по условиям работы.
Посадки с зазором . Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Переходные посадки . Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие – если требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадки с натягом . Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге – прочность деталей.
2.1.2. Выбор посадок
а) сопряжение вала и распорного кольца (d 1 = 65 мм):
выбираем посадку с зазором H7/h6, т.к. эта посадка обеспечивает соединение деталей, которые должны легко передвигаться при затяжке.
б) сопряжение стакана и корпуса (d 2 = 105 мм):
выбираем переходную посадку H7/js6, т.к. эта посадка обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки.
в) сопряжение крышки и стакана (d 3 = 108 мм):
выбираем посадку с натягом (N max = 95 мкм, N min = 25 мкм).
2.2 Расчёт сопряжения вала с распорным кольцом по посадке с зазором Æ65 H7/h6 в системе отверстия d 1 = 65 мм
а) для вала Æ65h6 :
es = 0 мкм
ei = – 19 мкм
Td = es – ei = 0 – (–19) = 19 мкм
б) для распорного кольца Æ65H7 :
ES = + 30 мкм
EI = 0 мкм
TD = ES – EI = +30 – 0 = 30 мкм
Предельные размеры
а) для вала:
d max = d + es = 65 + 0 = 65 мм
d min = d + ei = 65 – 0,019 = 64,981 мм
б) для распорного кольца:
D max = D + ES = 65 + 0,030 = 65,030 мм
D min = D + EI = 65 + 0 = 65 мм
Предельные зазоры
S max = D max – d min = 65,030 – 64,981 = 0,049 мм = 49 мкм
S min = D min – d max = 65 – 65 = 0 мкм
Допуск посадки с зазором
TS = S max – S min = 49 – 0 = 49 мкм
Проверка
N max = d max – D min = 65 – 65 = 0 мкм
N min = d min – D max = 64,981 – 65,030 = – 0,049 мм = – 49 мкм
TN = N max – N min = 0 – (–49) = 49 мкм
TSN = TD + Td = 30 + 19 = 49 мкм
Схема расположения полей допусков вала и распорного кольца
2.3 Расчёт сопряжения стакана с корпусом по переходной посадке Æ105 H7/js6 в системе отверстия d 2 = 105 мм
Предельные отклонения
а) для стакана Æ105js6 :
es = + 11 мкм
ei = – 11 мкм
б) для корпуса Æ105H7 :
ES = + 35 мкм
EI = 0 мкм
Предельные размеры
а) для стакана:
d max = d + es = 105 + 0,011 = 105,011 мм
d min = d + ei = 105 – 0,011 =104,989 мм
б) для корпуса:
D max = D + ES = 105 + 0,035 = 105,035 мм
D min = D + EI = 105 + 0 = 105 мм
Сопряженные и свободные размеры механических соединений
Размеры деталей сборочных единиц подразделяют на сопряженные и свободные. Сопряженные размеры - это размеры сопрягаемых (соединяемых) деталей, которые должны быть одинаковы. Они обеспечивают заданное положение деталей в сборочной единице, точность ее работы, надлежащие условия сборки и разборки, требуемую взаимозаменяемость. После изготовления деталей эти размеры обязательно проверяют контролеры службы контроля или управления качеством.
Вопросам правильного измерения и нанесения сопряженных размеров уделяют особое внимание при съемке эскизов с деталей устройств.
Свободные размеры обычно относят к поверхностям деталей, не соприкасающимся с другими деталями сборочной единицы и не влияющим существенно на работу механизма. Однако значения отдельных свободных размеров смежных деталей могут быть взаимно связаны определенными конструктивными условиями (значения свободных размеров одной детали наносят в соответствии с аналогичными размерами смежных деталей). Такие размеры называют свободными зависимыми .
Правильное нанесение на чертеже деталей таких взаимозависимых (зависимых) свободных размеров является необходимым условием обеспечения правильной работы изделия, его монтажа и демонтажа. Поэтому при съемке эскизов выделяют свободные зависимые размеры деталей устройства и проверяют правильность их измерения и нанесения на эскизах.
Характер взаимосвязи размеров деталей сборочной единицы определяется ее конструкцией. Поясним это на примерах.
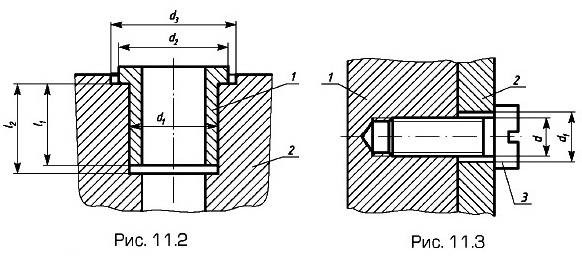
На рис. 11.2 показано седло 1 клапана, запрессованное в корпус 2 по диаметру d 1 значение которого для седла и корпуса является сопряженным размером. В то же время диаметры d 2 седла и d 3 корпуса являются свободными зависимыми размерами, так как к ним не предъявляется больших требований по точности изготовления; необходимо только, чтобы d 3 > d 2 . Здесь же свободными зависимыми размерами являются размеры l 1 седла и l 2 отверстия в корпусе; для них также необходимо условие
На рис 11.3 показано винтовое соединение двух деталей. Наружные диаметры резьбы d винта 3 и детали 1 являются сопряженными (внутренний и средний диаметры резьбы также являются сопряженными размерами, но в обозначении резьбы на чертежах деталей их не указывают). Наружный диаметр d резьбы винта и диаметр d 1 отверстия в детали 2 представляют собой свободные зависимые размеры, так как отверстие в детали 2 должно быть больше диаметра винта.
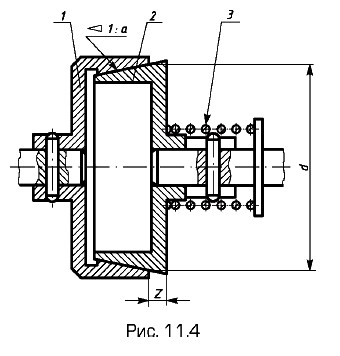
Сопряженные размеры двух конических поверхностей с одинаковой конусностью показаны на примере фрикционной муфты (рис. 11.4). Сопряжение конических поверхностей определяется величиной сопряженных размеров - их конусности 1: а и диаметрами d (конусность - отношение разности диаметров двух сечений конуса к расстоянию между ними). При этом диаметры d задают в «основной» плоскости, являющейся для наружного конуса (левая полумуфта 1) плоскостью его большего основания. Для внутреннего конуса (правая полумуфта 2) положение «основной» плоскости определено размером l от одного из торцов детали.
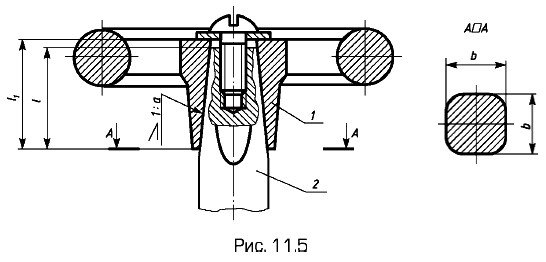
Сопряженные размеры двух пирамидальных поверхностей показаны на рис. 11.5. Для передачи крутящего момента c маховика 1 на шток 2 вакуумного вентиля их сопряжение выполнено в виде четырехгранной пирамиды. Сопряженные размеры здесь - уклон 1: а посадочных граней относительно оси штока и размеры поперечных сечений отверстия в маховике и конца штока, определяемые в «основной» плоскости, т.е. размеры b стороны квадрата (в сечении A - A). Длина l посадочной поверхности штока и длина l 1 посадочной поверхности маховика являются свободными зависимыми размерами с условием l 1 > l, чтобы обеспечить осевую затяжку маховика на штоке.
Другие примеры осевых сопряженных и свободных зависимых размеров приведены ниже.