
Spojene i slobodne dimenzije mehaničkih spojeva. Preporuke za odabir krojeva odgovarajućih veličina
Dimenzije dijelova montažnih jedinica dijele se na spregnute i slobodne. Spojne dimenzije su dimenzije spojnih dijelova (spojenih) čije nazivne dimenzije moraju biti iste. Oni osiguravaju specificiran položaj dijelova u montažnoj jedinici,
tačnost njegovog rada, pravilne uslove montaže i demontaže, potrebnu zamenljivost delova. Nakon što su dijelovi proizvedeni, ove dimenzije moraju provjeriti inspektori.
Slobodne dimenzije se obično odnose na površine dijelova koji ne dolaze u dodir s drugim dijelovima montažne jedinice i ne utječu značajno na rad mehanizma. Međutim, pojedinačne vrijednosti slobodnih dimenzija susjednih dijelova mogu biti međusobno povezane određenim projektnim uvjetima. Takve veličine nazivaju se besplatnim.
zavisan.
Ispravna primjena takvih nezavisnih slobodnih dimenzija na crtežu dijela neophodan je uvjet za osiguranje ispravnog rada proizvoda i njegove ugradnje.
Na sl. 88 prikazuje sjedište ventila 1, utisnuto u tijelo 2 duž prečnika d 1, čije su vrijednosti za sjedište i tijelo konjugirane dimenzije. Prečnici d 2 sjedišta i d 3 karoserije su slobodno zavisne dimenzije, jer ne postoje visoki zahtjevi za preciznost izrade; potrebno je samo da d 2 sedla< d 3 корпуса/ Здесь же вободными зависимыми размерами являются размеры l 1 седла и l 2 отверстия в корпусе,для них тоже необходима условие l 1 >l 1
Predavanje br. 8 Pravila za izvođenje montažnih crteža
Pravila za izvođenje montažnih crteža (AS) i crteža uobičajene vrste(VO) je određen GOST 2.109-68. U skladu sa ovim standardom, montažni crtež mora sadržavati (Sl. 89):
a) slika montažne jedinice koja daje ideju O lokacija i međusobna povezanost komponenti povezanih prema ovom crtežu i pružanje mogućnosti sastavljanja i upravljanja montažnom jedinicom; proizvod na montažnom crtežu mora biti prikazan u svom radnom položaju;
b) uputstva o prirodi interfejsa i načinima za njegovu implementaciju, kao i uputstva o načinu izrade trajnih spojeva (zavareni, zalemljeni i sl.);
c) brojevi pozicija komponenti uključenih u proizvod;
d) glavne karakteristike proizvoda;
razvoj koji se mora izvoditi ili kontrolisati prema ovom montažnom crtežu;
f) ukupne dimenzije proizvoda;
g) ugradne i priključne dimenzije, kao i potrebne referentne dimenzije.
Na montažnom crtežu je dozvoljeno prikazati:
a) pokretni dijelovi proizvoda u krajnjim ili srednjim položajima odgovarajućih dimenzija;
b) granični (susedni) proizvodi (“nameštaj”) i dimenzije koje određuju njihov relativni položaj.
Montažni crteži se mogu napraviti POJEDNOSTAVLJENI.
Dozvoljeno je da se ne prikazuje na montažnim crtežima
a) Udubljenja, zaobljenja, žljebovi, udubljenja, izbočine, izbočine, zarezi, pletenice i drugi sitni elementi;
b) praznine između šipke i rupe:
c) poklopce, štitove, kućišta, pregrade itd., ako je potrebno prikazati sastavne dijelove proizvoda koji su njima pokriveni. Iznad slike je napisan odgovarajući natpis: “Korica 3 nije prikazana”;
d) natpisi na pločama, markiranim trakama, skalama;
e) proizvodi napravljeni od prozirnog materijala su prikazani kao neprozirni;
f) opruge nisu prikazane u potpunosti, 2-3 okreta sa svakog kraja: proizvodi koji se nalaze iza spiralne opruge. prikazani samo dijelovima zavoja. prikazan do zone koja konvencionalno pokriva ove proizvode i definiran aksijalnim linijama presjeka zavoja;
g) dozvoljeno je prikazati jednu od više identičnih rupa, žljebova i drugih elemenata ako su ravnomjerno raspoređeni; za sve ostale, naznačena je samo njihova lokacija: sekcije prikazuju sastavne dijelove proizvoda nerezane. za koje su pripremljeni nezavisni montažni crteži;
h) zavareni, zalemljeni, zalijepljeni i slični proizvod od homogenog materijala spojenog s drugim proizvodima u presjecima i presjecima šrafiran je kao monolitno tijelo (u jednom smjeru) koje prikazuje granice između dijelova zavarenog proizvoda punim glavnim linijama .
U uzdužnim presjecima prikazani su nezasenčeni:
a) standardni pričvršćivači (zavrtnji, šrafovi, klinovi, matice, podloške, igle, tiple, kuglice, itd.);
b) nešuplje osovine;
c) ukrućenja, žbice zamašnjaka. zupčanici i pužni zupci.
U slučajevima kada se montažni crtež proizvoda može napraviti u formatu A4, može se kombinovati sa specifikacijom, kao što je prikazano na sl. 86.
Na montažnom crtežu sve komponente montažne jedinice su numerisane u skladu sa brojevima stavki navedenih u specifikaciji ove montažne jedinice. Brojevi pozicija su naznačeni na policama vodećih linija nacrtanih sa slika sastavnih dijelova na tim slikama. na koji se po pravilu kao vidljivi projektuju odgovarajući sastavni dijelovi. na glavnim pogledima i odeljcima koji ih zamenjuju.
Brojevi pozicija postavljaju se paralelno sa glavnim natpisom crteža izvan konture slike i grupišu u kolonu ili liniju, ako je moguće na istoj liniji. Veličina fonta brojeva stavki treba biti jedna do dvije veličine veća od veličine fonta koja je usvojena dimenzionalni brojevi na istom crtežu.
Cijena 3 kopejke.
DRŽAVNI STANDARD
USSR UNION
OPTIČKA KLUPA TRAPEZOIDNI PROFIL
GLAVNE I PARNE DIMENZIJE. TEHNIČKI ZAHTJEVI
GOST 12995-82
Službena publikacija
DRŽAVNI KOMITET SSSR-a za standarde
UDK 681.7,072.6: 006.354 Grupa P41
DRŽAVNI STANDARD SSSR-a
OPTIČKA TRAPEZOIDNA KLUPA
Glavne i pripadajuće dimenzije. Tehnički uslovi
Optička klupa trapeznog profila Mam i konjugiranih dimenzija tehnički zahtjevi
GOST 12995-67
Dekretom Državnog komiteta SSSR-a za standarde od 29. jula 1982. br. 2948, utvrđen je datum uvođenja
Nepoštivanje standarda je kažnjivo po zakonu
Ovaj standard se odnosi na optičku klupu trapeznog profila sa vodilicama lastinog repa, namijenjenu za ugradnju optičkih instrumenata, spektralnih uređaja, pojedinih dijelova i uređaja i njihovo kretanje paralelno s optičkom i nišanskom osi, te utvrđuje glavne i spojne dimenzije uređaja. šina i jahači.
1. GLAVNE I PARNE DIMENZIJE
1 1. Glavne dimenzije optičke klupe su: dužina i visina šine, dužina baze merila i rastojanje od ivice osnove do centra stuba merila (Sl. 1-3).
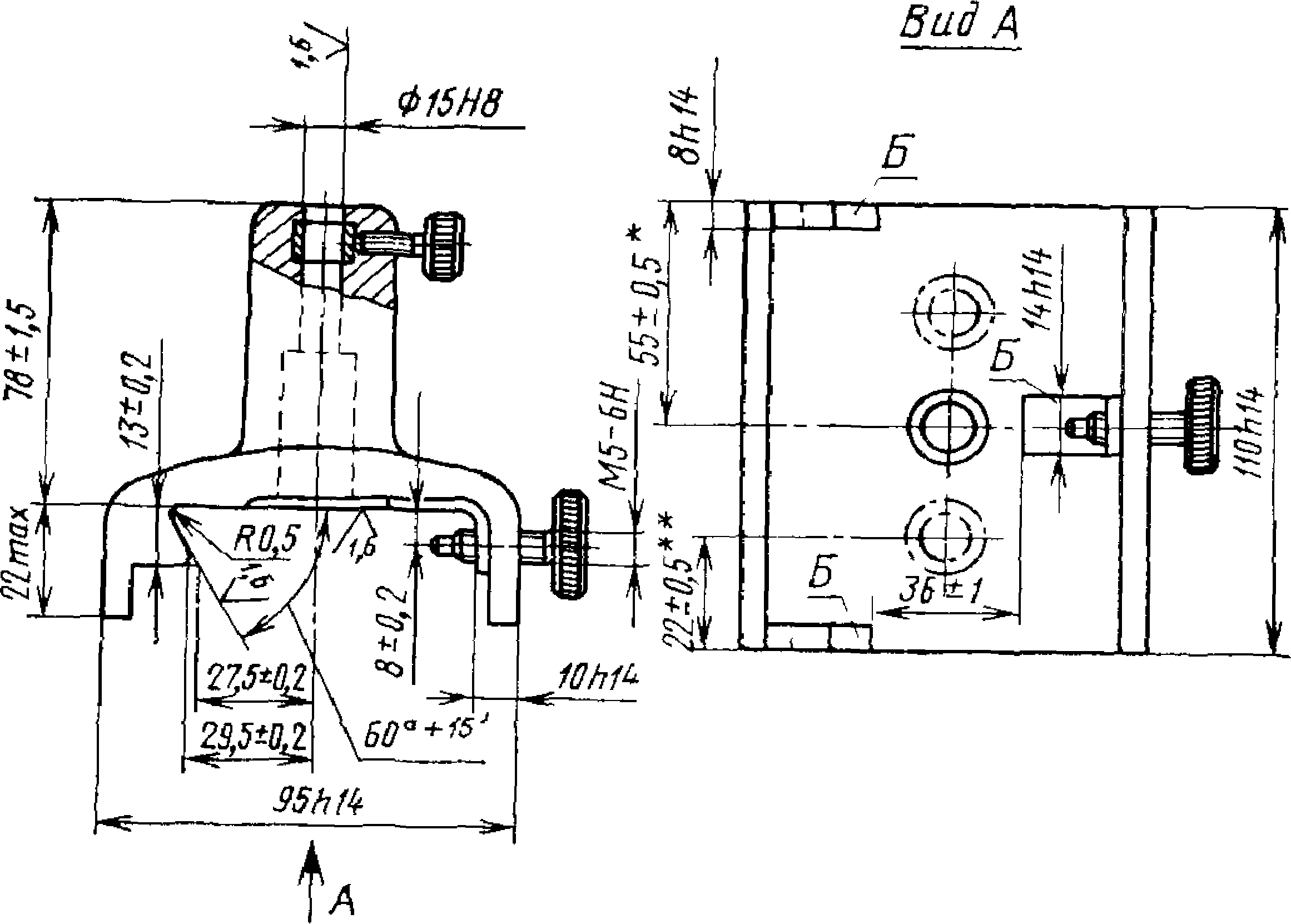
1.2. Povezane dimenzije optičke klupe su: širina vodilice šine i ugao lastinog repa (slika 2), ugao na površini nosača merača i montažni prečnik stuba merača (slika 3)
1.3 Glavne i spojne dimenzije šine moraju odgovarati onima navedenim na crtežu. 2, ocjenjivači - do đavola. 3.
Službena publikacija Zabranjena reprodukcija
Ponovno izdanje. jula 1987
© Izdavačka kuća Standards, 1988
/-rail; 2-rater Prokletstvo. 1
A~A
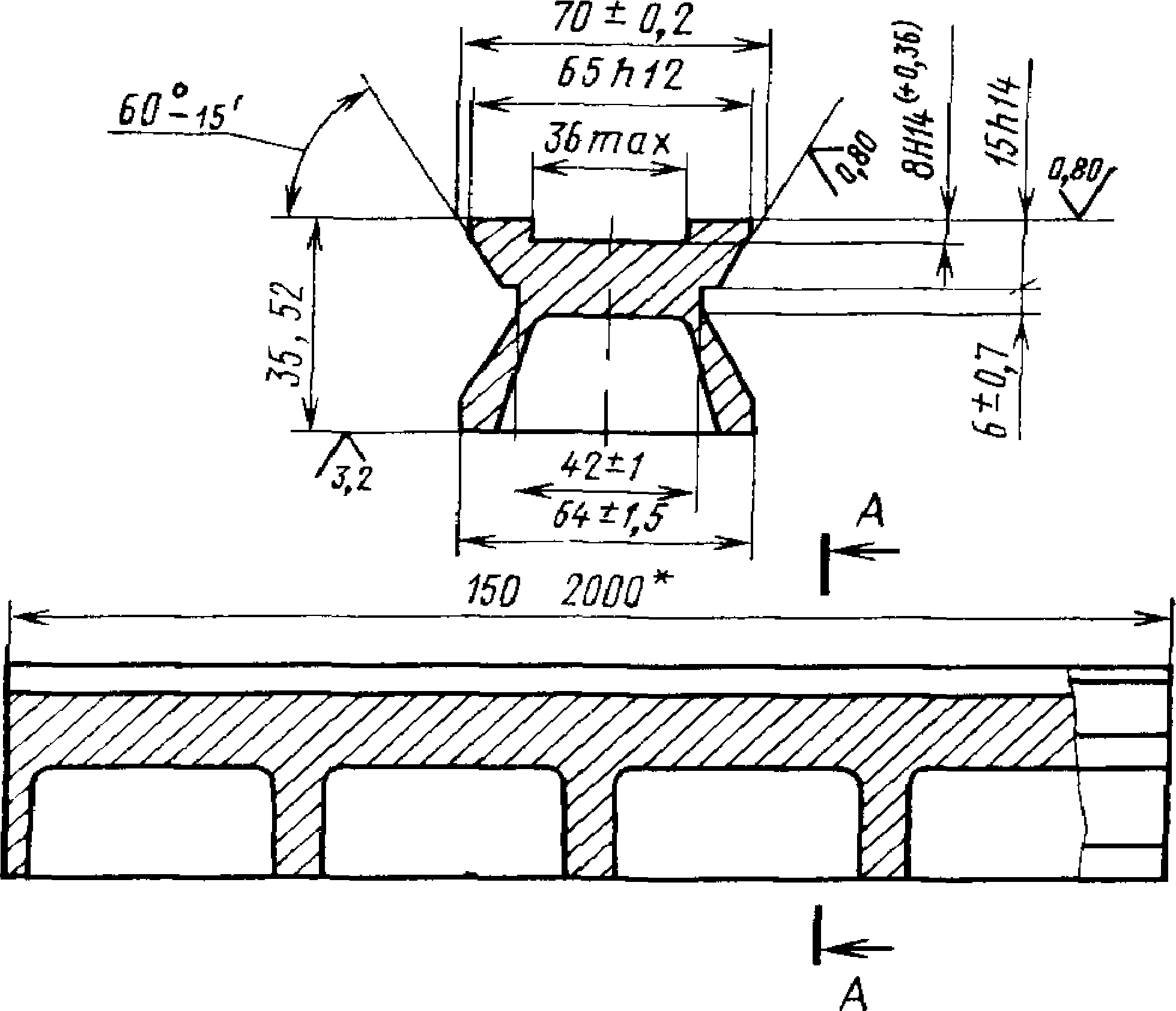
* Veličina je propisana u rasponu od 150 do 500 mm u intervalima od 50 mm, u rasponu od 500 do 2000 mm u intervalima od 250 mm. Neutvrđena maksimalna odstupanja dimenzija: rupe prema NI, osovine - prema
N4, ostalo - za ±
* Veličina se odnosi na simetričnu poziciju stupca ocjenjivača u odnosu na rubove baze.
** Veličina se odnosi na asimetričnu poziciju stupca ocjenjivača u odnosu na rubove baze.
napomene:
1. Prokletstvo. 1-3 ne definiraju dizajn.
2. Dozvoljeno je, po dogovoru između potrošača i proizvođača, izrada merača sa stubovima, postoljima i nosećim površinama drugih veličina.
2. TEHNIČKI ZAHTJEVI
2.1. Optičke klupe trapeznog profila izrađivati u skladu sa zahtjevima ovog standarda prema radnim crtežima odobrenim na propisan način.
2.2. Tokom procesa proizvodnje, unutrašnja naprezanja šine moraju se ukloniti.
2.3. Tolerancija ravnosti spojnih površina šine i jahača u dva smjera (duž dužine vodilica i duž širine) mora odgovarati stupnju tačnosti 10 prema GOST 24643-81.
2.4. Tolerancija ravnosti vodilica šine u horizontalnoj ravnini duž dužine mora odgovarati stepenu tačnosti 12 prema GOST 24643-81.
2.5. Tolerancija ravnosti tri nosive površine B mjernika u odnosu na zajedničku susjednu ravninu je 0,1 mm.
2.6. Tolerancija okomitosti ose stuba u odnosu na tri noseće površine B merača mora odgovarati stepenu tačnosti 8 prema GOST 24643-81.
2.7. Ovisno o položaju stupa u odnosu na rubove baze, omjeri se izrađuju simetrično ili asimetrično.
Urednik V. M. Lysenkina Tehnički urednik E. V. Mityai Korektor G. I. Chuiko
Isporučeno na aab. 12.10.87 Idi u pećnicu. 26.01.88 0,5 el. p.l. 0,5 el. cr.-ott. 0,19 akademska publikacija l.
Tiraž 3000 Cijena 3 kopejke.
Orden "Značka časti" Izdavačka kuća standarda, 123840, Moskva, GSP,
Novopresnenska ulica, 3.
Vilnius Printing House Standards Publishing House, st. Mindaugo, 12/14. Zach. 4370.
|
Magnituda | |||
|
Ime |
Oznaka |
||
|
internacionalni/folk | |||
|
0 S N 0 V N S | |||
|
kilograma | |||
|
Jačina električne struje | |||
|
Termodinamička temperatura | |||
|
Količina supstance | |||
|
Moć svetlosti | |||
|
EXTRA EJ |
1Init SI |
||
|
Ravni ugao | |||
|
Puni ugao |
steradian | ||
DERIVAT SI JEDINICE SA POSEBNIM NAZIVIMA
|
Izražavanje kroz osnovne i pre- |
||||
|
Magnituda |
U I U Li in i p u K- |
Oznaka |
||
|
PanMagain* |
SI kompletne jedinice |
|||
|
Pritisak |
M" 1 - KGS" 2 |
|||
|
m 2 * KG-s -2 |
||||
|
Snaga |
m 2 * KG-S" 3 |
|||
|
Količina električne energije | ||||
|
Električni napon |
M/kg-s" 3 A~* |
|||
|
Električni kapacitet |
m“ 2 kg - 1 s 4 *A a |
|||
|
Električni otpor |
m^kg-s -3 A |
|||
|
Električna provodljivost |
m -2 -kg“, -s e *A a |
|||
|
Tok magnetne indukcije |
m 2 * kg - s~ 2 A“ 1 |
|||
|
Magnetna indukcija |
kg s- 2 A- 1 |
|||
|
I induktivnost |
m 2 *kg s -2 - A“ 2 |
|||
|
Svjetlosni tok | ||||
|
Iluminacija |
M- 2 ■ cd sr |
|||
|
Aktivnost radionuklida |
becquerel | |||
|
Apsorbirana doza jonizuje | ||||
|
ukupno zračenje Ekvivalentna doza zračenja | ||||
Mašine se sastoje od delova, sklopova i sklopova koji su povezani određenim redosledom i sa utvrđenom tačnošću. Preciznost je jedan od najvažnijih pokazatelja kvaliteta mašinskih delova, koji značajno utiče na sve kriterijume performansi i pouzdanosti mehanizama, a samim tim i na izlazne performanse mašina.
Dijelovi mašina se ne mogu izraditi apsolutno precizno i uvijek imaju neka odstupanja od nazivnih dimenzija. Stoga je zamjena dijelova od velike važnosti za rad, proizvodnju i dizajn strojeva.
Zamjenjivost i standardizacija. Zamjenjivost kao princip dizajna i proizvodnje dijelova je prvi put predložen i implementiran u kasno XIX V. u proizvodnji pušaka. Osigurava ispravnu montažu i zamjenu prilikom popravke samostalno proizvedenih dijelova i sklopova bez dodatne obrade u skladu sa zahtjevima kvaliteta i isplativosti.
Zamjenjivost- to je sposobnost samostalno proizvedenih dijelova i sklopova da zauzmu svoje mjesto u stroju bez dodatne obrade i osiguraju visokokvalitetan rad. Zamjenjivost omogućava: nezavisnu obradu dijelova korištenjem metoda visokih performansi (pošto je eliminirana potreba za spajanjem jednog dijela s drugim); efektivna primena sklop protoka i transportera; obrada standardnim alatima; jednostavna i pouzdana kontrola proizvoda visokih performansi pomoću mjerača; brza zamjena pokvarenih dijelova stroja unaprijed proizvedenim rezervnim dijelovima; ubrzanje dizajna itd.
Zamjenjivost dijelova i sklopova može biti potpuna ili nepotpuna (djelomična). U potonjem slučaju, ispravan spoj dijelova i sklopova osiguran je samo za dio njih, proizveden s odgovarajućom točnošću. Drugi dio dijelova, manje precizno izrađenih, sklapa se selekcijom, uz pomoć kompenzatora i raznih tehnoloških sredstava.
Potpuna zamjenjivost je osigurana standardnim sistemom tolerancije i sletanja .
Standardizacija. Standardizacija je od velikog značaja u mašinstvu. Standardizacija je osiguranje ujednačenosti i kvaliteta proizvoda uvođenjem posebnih, obaveznih regulatornih dokumenata – standarda.
Standardizacija delova, komponenti i sklopova mašina obuhvata - opšte standarde, klasifikaciju i terminologiju i metode.
Da bi se osigurala zamjenjivost dijelova, sklopova i kompleksa i pojednostavila njihova proizvodnja na nivou preduzeća ili grupe zemalja, postoje standardi: preduzeća - STP, industrije - OST, država - GOST, CMEA - ST CMEA, međunarodni - MS . Njihovo poštovanje je obavezno u svim fazama proizvodnje, marketinga i rada proizvoda.
Osnova za standardizaciju je veličine, kvantitativno ocjenjivanje geometrijskih parametara dijelova.
Veličina - numerička vrijednost linearne veličine (prečnik, dužina, itd.) u odabranim mjernim jedinicama. Dimenzije naznačene na crtežima dijelova ili spojeva nazivaju se nominalnim.
Dobivaju se iz proračuna (za čvrstoću, krutost, itd.) ili uzimaju iz dizajnerskih razloga. Za tipizaciju tehnoloških procesa, ograničavanje broja alata, standardne veličine dijelova, prihvaćene nazivne dimenzije zaokružuju se na vrijednosti prema GOST 6636-89 "Normalne linearne dimenzije".
Standard pruža četiri reda veličina u opadajućem redosledu preferencija P5, P10, P20 i P40, od kojih svaki predstavlja geometrijsku progresiju sa nazivnikom koji odgovara;  ;
;  I
I  .
.
Prilikom proizvodnje dijelova, stvarna veličina, odnosno veličina utvrđena mjerenjem s prihvatljivom greškom, može se poklapati sa nominalne veličine samo slučajno, jer tehnološke greške (nepreciznosti u izradi alata, opreme i sl.) sistematske i nasumične prirode uzrokuju neizbježne greške u obradi i disperziju veličina dijelova.
Utvrđeno je da radi osiguranja ispravnog sklapanja (geometrijske zamjenjivosti) i normalnog rada dijelovi mogu imati određenu disperziju veličina u odnosu na nominalne vrijednosti.
Zovu se maksimalne i minimalne dimenzije između kojih stvarna veličina dijela može ležati maksimalne dimenzije.
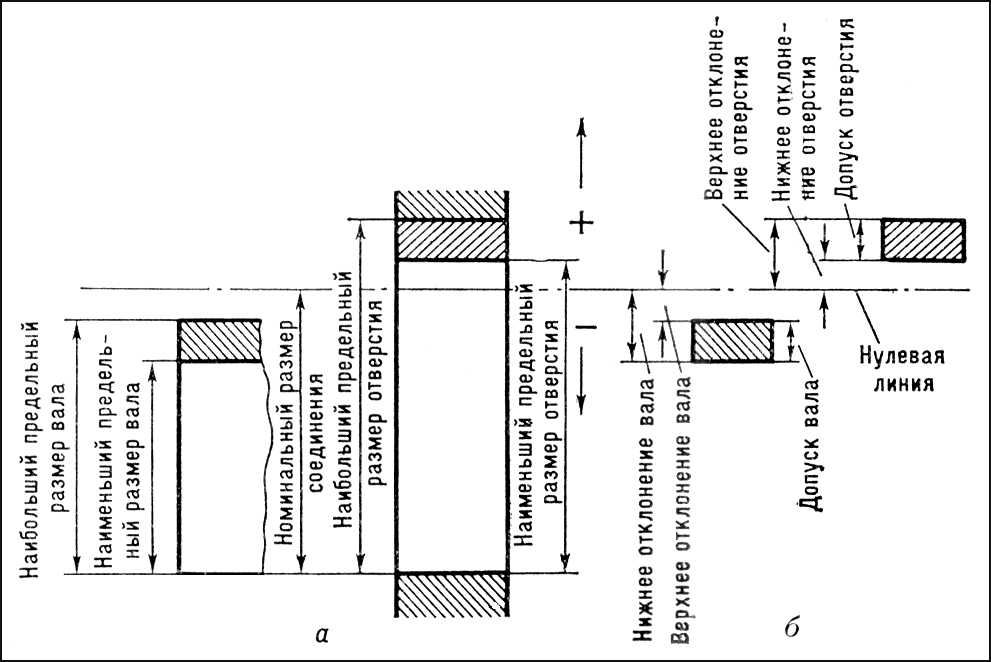
Rice. 52. Granične dimenzije rupe i osovina koja definiraju tolerancijska polja.
Na sl. 52 shematski prikazuje cilindrične osovine (a) i rupe (b) poređane duž generatrise sa nominalnim maksimalnim prečnicima. Označimo ih sa Dmax I Dmin- za rupu i d max I dmin- za osovinu.
Algebarska razlika između izmjerene veličine (stvarne i granične, itd.) i odgovarajuće nominalne vrijednosti naziva se odstupanje.
Stvarno odstupanje- algebarska razlika između realnih i nominalnih veličina; maksimalno odstupanje - algebarska razlika između maksimalne i nominalne veličine.
GOST 25346-82 koristi sljedeće simbole za odstupanja: gornja i donja odstupanja: (početna slova francuskih riječi Ecart - odstupanje, Superieur - gornje, Inferieur - donje)
za rupu
ES = Dmax-d EI = Dmin-d;
es= d max - d; ei = d min-d,
Gdje d- nominalni prečnik.
Vrijednosti odstupanja mogu biti pozitivne i negativne. Kada su prikazane shematski (vidi sliku 46), one se postavljaju u odnosu na nazivne dimenzije, koje služe kao polazna tačka (pozitivna odstupanja se polažu prema gore, a negativna odstupanja od nulte linije). Za spojne (kontaktne) površine dijelova, nazivna veličina može biti uobičajena (na primjer, za koaksijalno sparivanje osovine i glavčine).
Utvrđuju se ekonomski isplativa odstupanja u dimenzijama dijelova Jedinstveni sistem prijema i sletanja uspostavljena od strane STSEV 144-75.
Tolerancija veličine je razlika između najveće i najmanje dozvoljene maksimalne veličine. Tolerancija je označena slovom T i uvijek je pozitivna. (Sl. 52).
Tolerancija veličine je označena slovima IT, npr. tolerancija veličine osovine
IT=T d = d max - d min = es - ei,
i toleranciju veličine rupe
IT= T D =D max - D mln = ES-EI.
Polje tolerancije T D - polje ograničeno gornjim i donjim odstupanjima određeno je numeričkom vrijednošću tolerancije i njegovim položajem u odnosu na nominalnu veličinu.
Predviđena su sljedeća glavna odstupanja (u rasponu veličina od 1...500 mm) u redoslijedu smanjenja zazora i povećanja interferencije u odgovarajućim nasjedima (mala slova latinice - za osovine, velika slova - za rupe ):
a c d e f g h j s k
A B C D E F G H J s K
m n p r s t u ν x y z
Μ Ν Ρ R S Τ U V Χ Υ Z
U grafičkom prikazu, polje tolerancije je zatvoreno između dvije linije koje odgovaraju gornjoj i donjoj devijaciji u odnosu na nultu liniju (slika 52). Položaj tolerancijskog polja u odnosu na nultu liniju obično se označava jednim ili dva slova latinske abecede - velikim za rupe i malim za osovine (na primjer, N5, F7, h8, j s 8 itd.). Sa istom tolerancijom, dio veća veličina teže za proizvodnju od manjeg dijela. Numeričke vrijednosti tolerancija u glavnom rasponu veličina od 1...500 mm uzimaju se kao proporcionalne kubnom korijenu veličine dijela s malom korekcijom proporcionalnom veličini.
Dakle, veličina tolerancije IT propisano u zavisnosti od prečnika,
ulazak u jedinicu tolerancije
Evo d- u mm i IT = ai.
Zavisnost (10.2) predstavlja kubičnu parabolu, a i je mera tačnosti, jer se tolerancija dobija množenjem i sa bezdimenzionalnim koeficijentom a:
Za najčešći raspon veličina u mašinstvu od 1 do 500 mm, za koji važi formula (1), izvršena je standardizacija numeričkih tolerancijskih vrednosti uspostavljanjem 13 glavnih standardnih intervala veličina.
Tačno pridržavanje ovisnosti (10.2) za sve veličine u rasponu od 1 do 500 mm je nepraktično, jer za veličine bliske jedna drugoj nema smisla mijenjati tolerancije. Stoga je prilikom sastavljanja standardiziranih numeričkih vrijednosti tolerancija u rasponu od 1...500 mm odabrano 13 vrijednosti jedinica tolerancije, jednakih ordinatama prosječnih geometrijskih vrijednosti intervala: do 3, 3-6, 6-10, 10-18, 18-30, 30-50,50 - 80, 80-120, 120-180, 180-250, 250 - 315, 315 - 400, 400 - 500. Drugim riječima za svaki interval je prihvaćena konstantna vrijednost i (a samim tim i tolerancija T), jednaka ordinati srednje geometrijske vrijednosti intervala D znači kada se izračunava jedinica tolerancije pomoću formule (10.2), kubni korijen se ne uzima iz bilo koje date broj, već iz srednje geometrijske vrijednosti intervala veličine u kojem se veličina nalazila. Na primjer, proračun čvrstoće pri projektovanju dijela (sklopa) proizvoda dao je rezultat od 12 mm. Budući da je veličina 12 mm u intervalu 10-18 mm, onda je srednja geometrijska vrijednost intervala ![]() . To znači da je za prečnik od 12 mm D = 13,4 mm (prosječna geometrijska veličina) slom raspona 1-500 mm. u 13 intervala provodi se na način da se vrijednosti i, izračunate pomoću formule (10.2) na osnovu ekstremnih vrijednosti intervala, ne razlikuju u vrijednosti više od 5 - 8%.
. To znači da je za prečnik od 12 mm D = 13,4 mm (prosječna geometrijska veličina) slom raspona 1-500 mm. u 13 intervala provodi se na način da se vrijednosti i, izračunate pomoću formule (10.2) na osnovu ekstremnih vrijednosti intervala, ne razlikuju u vrijednosti više od 5 - 8%.
Odnos između tolerancije i jedinice tolerancije
| Oznaka tolerancije | Vrijednost tolerancije | Oznaka tolerancije | Vrijednost tolerancije |
| ΙΤ5 | 7i | IT12 | 160i |
| ΙΤ6 | 10i | IT13 | 250i |
| ΙΤ7 | 16i | IT14 | 400i |
| ΙΤ8 | 25i | IT15 | 640i |
| ΙΤ9 | 40i | IT16 | 1000i |
| ΙΤ10 | 64i | IT17 | 1600i |
| ITll | 100i |
![]()
Rice. 53 . Odnos između jedinice tolerancije i i nominalne vrijednosti veličine D
Tolerancije su postavljene u skladu sa devetnaest kvalifikacija(stepeni tačnosti), označeni u opadajućem redosledu tačnosti 0,1; 0; 1; 2; ... 17. Kvalitet karakterizira broj jedinica tolerancije. Kvalitet odražava tačnost tehnološkog procesa. U ESDP-u CMEA, za veličine do 500 mm, uspostavljeno je 19 kvalifikacija: IT01, IT0, IT1, IT2, IT3,..., IT17, IT - Međunarodna tolerancija (International Tolerance ili ISO Tolerance). IT8, na primjer, znači da je sistem odobren prema 8. ISO kvalitetu. Broj jedinica tolerancije u formuli (2) je niz geometrijske progresije R5 sa nazivnikom ![]() .
.
S obzirom na postojeću raznolikost tehnoloških procesa, pokazalo se da je serija R5 odabrana za regulaciju sasvim dovoljna, s jedne strane, da osigura zaista potrebnu tačnost da dijelovi ili proizvodi ispune svoju funkcionalnu svrhu, s druge strane, racionalno ograničava izbor vrijednosti broja jedinica tolerancije na broj koji je stvarno potreban i ekonomski izvodljiv.
Primjenjuju se kvalitete 4 i 5:
a) za delove koji određuju tačnost rada visoko preciznih mašina, preciznih mašina, mašina za preradu;
b) za posebno opterećene dijelove brzih mašina u slučajevima kada tačnost u velikoj mjeri određuje opterećenje ili raspodjelu naprezanja;
c) za dijelove mehanizama velike brzine kada je neophodan tihi rad.
Kvalifikacije 6...8 se smatraju osnovnim u savremenoj proizvodnji.
Kvalitet 9 je tipičan za dijelove u mašinama i mehanizmima male brzine i drugim mašinama sa smanjenim zahtjevima za preciznošću.
Kvaliteti 10, 11 se koriste za nisko precizne dijelove, sklopove i mašine male brzine; daju mogućnost djelomične upotrebe dijelova izrađenih bez skidanja strugotine sa čisto vučenih okruglih čelika i cijevi, hladno oblikovanih dijelova itd.
Najviše se koriste kvalitete 12 i 13 minimalni zahtjevi na kvalitet obrade, najčešće za pomoćne uređaje, orijentisani su za proizvodnju dijelovi bez uklanjanja strugotine.
Kvalifikacije 14...17 su namijenjene za slobodne dimenzije dijelova, odnosno za dimenzije nesparenih površina, kao i za dimenzije radnih komada nakon predobrade. Ove precizne ocjene se dobijaju štancanjem, izvlačenjem, livenjem u kalupe, grubim struganjem itd.
Vrijednosti gornjeg i donjeg graničnog odstupanja prikazane su na crtežima na tri načina:
1) u malim brojevima (mm) iznad nominalne veličine; odstupanja jednaka nuli se ne unose. Odstupanja mogu imati iste ili različite znakove, na primjer  , 20 +0,018 ili
, 20 +0,018 ili  ;
;
2) simbol polja tolerancije, koja se sastoje od slova i broja koji označavaju kvalitet, na primjer 12G8, 20h10;
3) istovremena indikacija raspona tolerancije i vrijednosti digitalnog odstupanja (u zagradama), na primjer 12G8, 20h10 (-0,08).
Priroda uparivanja- pristajanje dva koaksijalna cilindrična dijela (muški - osovina i ženski - otvor) ovisi o njihovim stvarnim dimenzijama. Ako je promjer rupe veći od promjera osovine, onda će veza između njih biti jaz(Sl. 54; pozitivna razlika u prečnicima), omogućava slobodno aksijalno i obodno pomeranje jednog dela u odnosu na drugi. Ako je veličina rupe manja od veličine osovine (negativna razlika u veličini), tada a smetnje(Sl. 55).
Slijetanja se odabiru ovisno o namjeni i uvjetima rada opreme i mehanizama, njihovoj tačnosti i uvjetima montaže. U ovom slučaju potrebno je uzeti u obzir mogućnost postizanja točnosti različitim metodama obrade proizvoda.
Najprije treba primijeniti željene zasade. Fitingi se uglavnom koriste u sistemu rupa (smanjen je opseg alata za dimenzionalno rezanje i kalibraciju rupa). Naleganja sistema vratila su prikladna kada se koriste neki standardni dijelovi (na primjer, kotrljajni ležajevi) iu slučajevima kada se po cijeloj dužini koristi osovina konstantnog promjera za ugradnju više dijelova s različitim naleganjama na nju.
Tolerancije otvora i osovine u nalijegu ne bi se trebale razlikovati za više od 1 - 2 stupnja. Rupi se obično pripisuje veća tolerancija.
Zazori i smetnje treba izračunati za većinu tipova spojeva, posebno za spojeve sa smetnjama, fluidne ležajeve i druge spojeve. U mnogim slučajevima slijetanja se mogu dodijeliti po analogiji s prethodno dizajniranim proizvodima, slično po uslovima rada.
Slijetanja sa klirensom. Kombinacija rupe H sa osovinom h ( klizna slijetanja) se uglavnom koriste u fiksnim spojevima kada je potrebno često rastavljanje (zamjenjivi dijelovi), ako je potrebno lako pomicati ili rotirati dijelove jedan u odnosu na drugi pri postavljanju ili podešavanju, na centriranje fiksno pričvršćenih dijelova.
Prelazna sletanja. Dizajniran za fiksne spojeve dijelova koji su podvrgnuti montaži i demontaži tokom popravke ili zbog uslova rada. Međusobnu nepokretnost dijelova osiguravaju ključevi, igle, pritisni vijci itd. Manje čvrsto prianjanje propisano je ako postoji potreba za čestim rastavljanjem spoja, ako je demontaža nezgodna i postoji mogućnost oštećenja susjednih dijelova; čvršće - ako je potrebna visoka preciznost centriranja, pod udarnim opterećenjima i vibracijama.
Preference odgovara. Izbor naleganja se vrši pod uslovom da se uz najmanje smetnje osigura čvrstoća spoja i prijenosa, opterećenja, a uz najveće smetnje osigurana čvrstoća dijelova.
2.1.2. Izbor sletanja
a) spajanje osovine i odstojnog prstena (d 1 = 65 mm):
odaberite stajanje sa razmakom od H7/h6, jer ovo uklapanje obezbeđuje vezu između delova koji se moraju lako pomerati kada se zategnu.
b) spajanje stakla i tijela (d 2 = 105 mm):
Mi biramo prelazno uklapanje H7/js6, jer ovo uklapanje obezbeđuje dobro centriranje bez potrebe za značajnim naporom za montažu i demontažu.
c) spajanje poklopca i stakla (d 3 = 108 mm):
odaberite interferenciju (N max = 95 µm, N min = 25 µm).
2.2 Proračun spajanja osovine sa odstojnim prstenom za spoj sa razmakom od Æ65 H7/h6 u sistemu rupa d 1 = 65 mm
a) za osovinu Æ65h6:
es = 0 µm
ei = – 19 µm
Td = es – ei = 0 – (–19) = 19 µm
b) za odstojni prsten Æ65H7:
ES = + 30 µm
EI = 0 µm
TD = ES – EI = +30 – 0 = 30 µm
Granične dimenzije
a) za osovinu:
d max = d + es = 65 + 0 = 65 mm
d min = d + ei = 65 – 0,019 = 64,981 mm
b) za odstojni prsten:
D max = D + ES = 65 + 0,030 = 65,030 mm
D min = D + EI = 65 + 0 = 65 mm
Ograničite razmake
S max = D max – d min = 65,030 – 64,981 = 0,049 mm = 49 µm
S min = D min – d max = 65 – 65 = 0 µm
Tolerancija zazora
TS = S max – S min = 49 – 0 = 49 µm
Ispitivanje
N max = d max – D min = 65 – 65 = 0 µm
N min = d min – D max = 64,981 – 65,030 = – 0,049 mm = – 49 µm
TN = N max – N min = 0 – (–49) = 49 µm
TSN = TD + Td = 30 + 19 = 49 µm
Raspored tolerancijskih polja osovine i odstojnog prstena
2.3 Proračun međuprostora između čaše i tijela pomoću prijelaznog spoja Æ105 H7/js6 u sistemu rupa d 2 = 105 mm
Granična odstupanja
a) za staklo Æ105js6:
es = + 11 µm
ei = – 11 µm
b) za kućište Æ105H7:
ES = + 35 µm
EI = 0 µm
Granične dimenzije
a) za čašu:
d max = d + es = 105 + 0,011 = 105,011 mm
d min = d + ei = 105 – 0,011 =104,989 mm
b) za tijelo:
D max = D + ES = 105 + 0,035 = 105,035 mm
D min = D + EI = 105 + 0 = 105 mm
Spajanje i slobodne dimenzije mehaničkih spojeva
Dimenzije dijelova montažnih jedinica dijele se na spregnute i slobodne. Spojne dimenzije su dimenzije spojnih (spojenih) dijelova, koje moraju biti iste. Oni osiguravaju specificiran položaj dijelova u montažnoj jedinici, tačnost njenog rada, ispravne uslove za montažu i demontažu, te potrebnu zamjenjivost. Nakon što su dijelovi proizvedeni, ove dimenzije moraju provjeriti inspektori iz službe za kontrolu kvaliteta ili za upravljanje kvalitetom.
Pri izradi skica dijelova uređaja posebna se pažnja poklanja pitanjima ispravnog mjerenja i primjene pripadajućih dimenzija.
Dostupne veličine obično se odnosi na površine dijelova koji ne dolaze u dodir s drugim dijelovima montažne jedinice i ne utječu značajno na rad mehanizma. Međutim, vrijednosti pojedinačnih slobodnih dimenzija susjednih dijelova mogu biti međusobno povezane određenim projektnim uvjetima (vrijednosti slobodnih dimenzija jednog dijela se primjenjuju u skladu sa sličnim dimenzijama susjednih dijelova). Ove veličine se nazivaju slobodni zavisni.
Ispravna primjena takvih međusobno zavisnih (ovisnih) slobodnih dimenzija na crtežu dijelova neophodan je uvjet za osiguranje ispravnog rada proizvoda, njegovu ugradnju i demontažu. Stoga se prilikom uzimanja skica identifikuju slobodne zavisne dimenzije dijelova uređaja i provjerava ispravnost njihovog mjerenja i primjene na skicama.
Priroda odnosa između dimenzija dijelova montažne jedinice određena je njenim dizajnom. Objasnimo ovo primjerima.
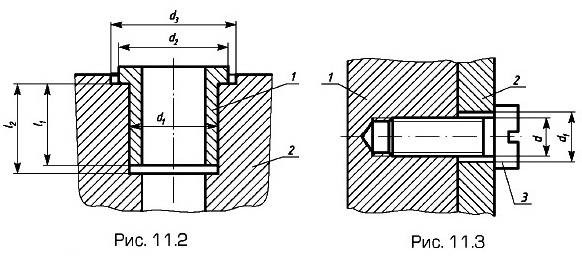
Na sl. Slika 11.2 prikazuje sjedište ventila 1, utisnuto u tijelo 2 duž prečnika d 1, čija je vrijednost za sjedište i tijelo veličina konjugata. Istovremeno, prečnici d 2 sjedišta i d 3 karoserije su slobodno zavisne dimenzije, budući da nema velikih zahtjeva za preciznost izrade; potrebno je samo da je d 3 > d 2 . Ovdje su slobodne zavisne dimenzije dimenzije l 1 sjedišta i l 2 rupa na tijelu; oni takođe zahtevaju uslov
Slika 11.3 prikazuje vijčani spoj između dva dijela. Vanjski promjeri navoja d vijka 3 i dijela 1 su konjugirani (unutrašnji i srednji promjer navoja su također konjugirane dimenzije, ali nisu naznačeni u oznaci navoja na crtežima dijelova). Vanjski promjer d navoja vijka i promjer d 1 rupe u dijelu 2 su slobodno zavisne dimenzije, budući da otvor u dijelu 2 mora biti veći od prečnika vijka.
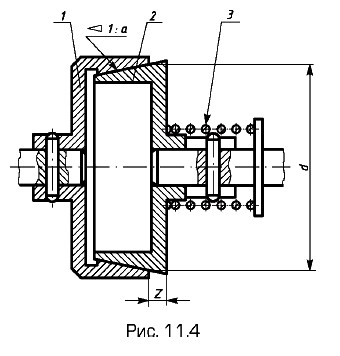
Sporedne dimenzije dviju konusnih površina sa istim konusom prikazane su na primjeru tarne spojke (slika 11.4). Konjugacija konusnih površina određena je veličinom konjugiranih dimenzija - njihov konus 1: a i prečnik d (konus je omjer razlike u prečniku dva konusna preseka i udaljenosti između njih). U ovom slučaju, prečnici d su navedeni u “glavnoj” ravni, koja je za vanjski konus (lijeva spojna polovina 1) ravan njegove veće baze. Za unutrašnji konus (desna spojna polovina 2), položaj „glavne“ ravni je određen veličinom l sa jednog od krajeva dela.
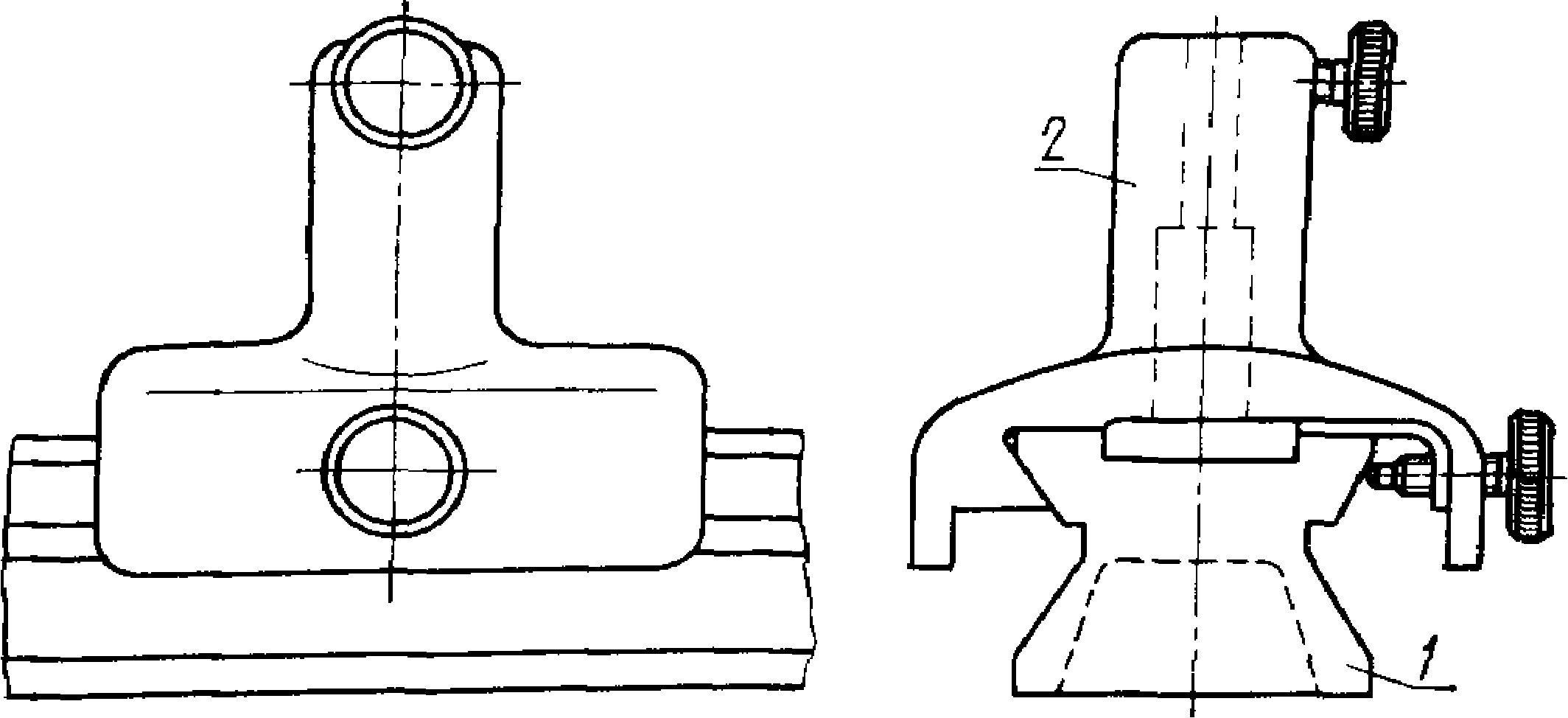
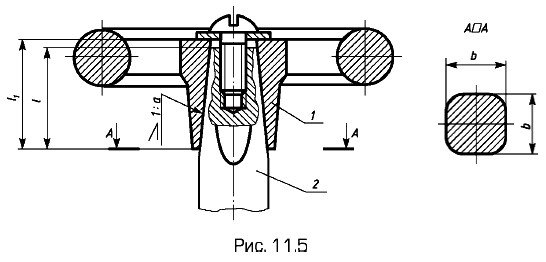
Konjugirane dimenzije dviju piramidalnih površina prikazane su na sl. 11.5. Za prijenos obrtnog momenta sa zamašnjaka 1 na šipku vakuumskog ventila 2, njihova spojnica je napravljena u obliku tetraedarske piramide. Pridružene dimenzije ovdje su nagib 1: a odletnih površina u odnosu na osu šipke i dimenzije poprečnog presjeka rupe u zamašnjaku i kraju šipke, određene u „glavnoj“ ravni, tj. dimenzije b stranice kvadrata (u presjeku A - A). Dužina l površine za sjedenje šipke i dužina l 1 donje površine zamašnjaka su slobodne zavisne dimenzije uz uvjet l 1 > l da se osigura aksijalno zatezanje zamašnjaka na šipku.
Drugi primjeri aksijalnih konjugiranih i slobodnih zavisnih dimenzija su dati u nastavku.