
Kako odrediti nazivnu veličinu. Nazivne dimenzije
Dimenzije dijelova koji čine montažnu jedinicu ovise o zadatku i opciji za seminarski rad. Za određivanje njihovih nominalnih vrijednosti potrebno je izračunati faktor skale. Izračunava se na sljedeći način. Na crtežu zadatka za predmetni rad mjeri se veličina koja odgovara promjeru osovine ispod kotrljajućeg ležaja (mjereno d 3). Navedena veličina (dato d 3) se dijeli sa ovom izmjerenom veličinom i dobije se faktor skale μ
Mjerenjem svih ostalih dimenzija dijelova montažne jedinice i njihovim množenjem ovim faktorom razmjera, određuju se izračunate dimenzije.
Da bi se smanjio broj standardnih veličina praznih dijelova i dijelova, alata za rezanje i mjerenje, nazivne dimenzije dobivene proračunom moraju se zaokružiti na vrijednosti navedene u GOST 6636-69 "Normalne linearne dimenzije" (tabela A. 1). Nakon toga u tabelu 1.1 treba uneti zaokružene vrednosti nominalnih veličina. Dimenzije vezane za valjkasti ležaj, u ovom slučaju, treba uzeti u skladu sa standardom za ovaj proizvod, bez obzira na veličinu izračunate veličine. Da biste to učinili, dešifrirajte simbol datog kotrljajućeg ležaja, određujući njegovu seriju, tip i karakteristike dizajna, a zatim, prema GOST 520-2002 ili referentnim knjigama, napišite sve parametre kotrljajućeg ležaja potrebne za daljnje proračune (povezivanje prečnik vanjskog prstena, širina prstena, dinamička nosivost ležaja).
Zatim se dodjeljuju dimenzije povezane s kotrljajućim ležajem. Ove dimenzije su veličina d 1 (prečnik prolaznog poklopca ležaja), d 2 (prečnik otvora u kućištu za ugradnju ležaja), d 4 (unutrašnji prečnik distancione čaure), d 5 (prečnik otvora za ugradnju ležaja). slijepi poklopac ležaja). Oznake prema .
Na primjer, ako je iz zadatka poznato da je d 3 = 30 mm, tip ležaja 7300, onda to znači da je veličina ležaja 7306 (d 3 /5 = 30/5 = 6), ležaj je konusni valjak i njegov vanjski promjer je D = 72 mm. U skladu s tim, dimenzije d 1 = d 2 = d 5 = 72 mm i d 4 = d 3 = 30 mm.
Prilikom popunjavanja tabele 1.1, treba obratiti pažnju na dimenzije normalizovanih i standardnih delova, koje se takođe moraju uzeti u skladu sa relevantnim regulatornim dokumentima. Takvi dijelovi uključuju zaptivke sklopa ležaja, ključeve, okrugle matice sa urezima, prolazne i slijepe poklopce ležaja, čašice ležaja.
Prema dobijenim dimenzijama, montažna jedinica se crta u odgovarajućoj mjeri.
2 Opće informacije o dimenzijama, tolerancijama, naleganja i graničnim odstupanjima
Veličina– numerička vrijednost linearne veličine (prečnik, dužina, itd.) u odabranim mjernim jedinicama. Na crtežima su sve linearne dimenzije naznačene u milimetrima.
prirodna veličina- veličina elementa, utvrđena mjerenjem sa dozvoljenom greškom.
Granične dimenzije- dvije najveće dozvoljene veličine između kojih stvarna veličina dobrog dijela mora biti ili koje mogu biti jednake. Veći od njih naziva se najveća granica veličine, a manji se naziva najmanja granica veličine. Označeni D max i D min za rupu i d max i d min za osovinu.
Nominalna veličina- veličina u odnosu na koju se utvrđuju odstupanja. Veličina navedena na crtežu je nominalna. Nazivnu veličinu određuje projektant kao rezultat proračuna za čvrstoću i krutost ili uzimajući u obzir dizajnerske i tehnološke karakteristike. Za dijelove koji formiraju vezu za slijetanje, uobičajena je nazivna veličina.
AT
Tabela 1.1 - Dimenzije montažne jedinice Oznaka veličine Mjerena veličina, mm Procijenjena veličina, mm Veličina prema GOST 6636-69
gornje odstupanje ES, es - algebarska razlika između najveće granice i odgovarajuće nominalne veličine.
ES = D max – D - za rupu, (2.1)
es = d max - d - za osovinu. (2.2)
Donja devijacija EI, ei - algebarska razlika između najmanje granice i odgovarajuće nominalne veličine.
EI = D min – D - za rupu, (2.3)
ei = d min - d - za osovinu. (2.4)
Stvarno odstupanje- algebarska razlika između stvarne i nominalne veličine.
Tolerancija T je razlika između najvećeg i najmanjeg granične veličine ili algebarsku razliku između gornjeg i donjeg odstupanja.
T D \u003d D max - D min \u003d ES - EI - za rupe, (2,5)
T d \u003d d max - d min \u003d es - ei - za osovinu. (2.6)
Tolerancija je uvijek pozitivna. Određuje dozvoljeno disperziono polje stvarnih dimenzija odgovarajućih delova u seriji, odnosno navedenu tačnost izrade.
Polje tolerancije- polje ograničeno najvećim i najmanjim graničnim veličinama i određeno vrijednošću tolerancije T i njegovim položajem u odnosu na nominalnu veličinu. Kod grafičkog prikaza, polje tolerancije je zatvoreno između dvije linije koje odgovaraju gornjoj i donjoj devijaciji u odnosu na nultu liniju (slika 2.1).
Osnovno odstupanje- jedno od dva odstupanja (gornje ili donje), koje određuje položaj polja tolerancije u odnosu na nultu liniju. Glavni je odstupanje najbliže nulti liniji. Drugo odstupanje se određuje kroz toleranciju.
Nulta linija- linija koja odgovara nazivnoj veličini, od koje se u grafičkom prikazu tolerancija i naleganja ucrtavaju odstupanja dimenzija.
Shaft- izraz koji se konvencionalno koristi za označavanje vanjskih (pokrivenih) elemenata dijelova, uključujući necilindrične elemente.
Rupa- termin koji se konvencionalno koristi za označavanje unutrašnjih (pokrivnih) elemenata dijelova, uključujući necilindrične elemente.
Tolerancija rupa označeno T D , a osovina T d . Pored ograđenih i prekrivenih elemenata, zvanih rupe i osovine, u dijelovima postoje elementi koji se ne mogu pripisati ni rupi ni osovini (ivice, razmaci između osa rupa i sl.).
Slijetanje- priroda spoja dvaju dijelova, određena razlikom u njihovim veličinama prije montaže. Slijetanje karakterizira slobodu relativnog kretanja spojenih dijelova ili stepen otpora njihovom međusobnom pomicanju. Po prirodi veze razlikuju se tri grupe slijetanja: slijetanja s razmakom, slijetanja s interferentnim pristajanjem i prijelazna slijetanja.
Gap S je razlika između dimenzija rupe i osovine, ako je veličina rupe veća od veličine osovine. Zazor omogućava relativno pomeranje sklopljenih delova. Najveći, najmanji i prosječni razmaci određuju se formulama:
S max \u003d D max - d min \u003d ES - ei; (2.7)
S
Slika 2.1. a - konjugacija b - raspored tolerancijskih polja osovine i rupe
Sm = (Smax + Smin)/2. (2.9)
Preload N je razlika između dimenzija osovine i rupe prije montaže, ako je veličina osovine veća od veličine rupe. Predopterećenje osigurava međusobnu nepokretnost dijelova nakon njihove montaže. Najveća, najmanja i prosječna nepropusnost određuju se formulama:
N max = d max - D min = es - EI; (2.10)
N min \u003d d min - D max \u003d ei -ES; (2.11)
Nm = (Nmax + Nmin)/2. (2.12)
Sletanje sa odobrenjem- doskok, koji stvara zazor u spoju (polje tolerancije osovine nalazi se ispod tolerancijskog polja rupe ili ga dodiruje na S min = 0) Slika 2.2.
Interferencijalno sletanje- doskok, koji stvara smetnje u spoju (polje tolerancije osovine nalazi se iznad tolerancijskog polja rupe ili ga dodiruje na N min = 0) (vidi sliku 2.2).

prelazno uklapanje- slijetanje, u kojem je moguće dobiti i zazor i interferenciju (tolerancijska polja rupe i osovine se preklapaju u potpunosti ili djelomično) (vidi sliku 2.2).
tolerancija uklapanja- zbir tolerancija otvora i osovine koji čine spoj:
T (S, N) \u003d T D + T d -. općenito, (2.13)
T N \u003d N max - N min - za smetnju, (2.14)
T S \u003d S max - S min - za slijetanje s razmakom. (2.15)
U prijelaznim slijetanjima, tolerancija slijetanja se određuje kao zbir najveće smetnje i razmaka:
T (S, N) \u003d N max + S max. (2.16)
Primjer. U sučelju osovina-rupa  poznata je nazivna veličina međuprostora, maksimalna odstupanja otvora i osovine. Odredite maksimalne dimenzije otvora i osovine, toleranciju otvora, toleranciju osovine, toleranciju naleganja, najveći i najmanji zazor i izgradite dijagram lokacije polja tolerancije spajanja koji ukazuje na odstupanja.
poznata je nazivna veličina međuprostora, maksimalna odstupanja otvora i osovine. Odredite maksimalne dimenzije otvora i osovine, toleranciju otvora, toleranciju osovine, toleranciju naleganja, najveći i najmanji zazor i izgradite dijagram lokacije polja tolerancije spajanja koji ukazuje na odstupanja.
Rješenje.
Granice rupa (jednačine 2.1 - 2.2):
najveći D max = D + ES = 45 + 0,039 = 45,039 mm;
najmanji D min = D + EI = 45 + 0 = 45.000 mm.
Maksimalne dimenzije osovine (jednačine 2.3 - 2.4):
najveći d max = d + es = 45 + (-0,050) \u003d 44,950 mm;
najmanji d min = d + ei = 45 + (-0,089) \u003d 44,911 mm.
Tolerancija rupa, tolerancija osovine i tolerancija naleganja (jednačine 2.5, 2.6, 2.13):
T D = ES - EI = +0,039 - 0 = 0,039 mm \u003d 39 mikrona,
T d \u003d es - ei \u003d - 0,050 - (-0,089) = 0,039 mm \u003d 39 mikrona,
T S = T D + T d = 0,039 + 0,039 = 0,078 mm \u003d 78 mikrona.
Najveći i najmanji praznine (jednačine 2.7, 2.8):
S max = ES - ei = +0,039 - (- 0,089) = 0,128 mm \u003d 128 mikrona,
S min \u003d EI - es \u003d 0 - (- 0,050) = 0,050 mm = 50 mikrona.
Raspored tolerancijskih polja prikazan je na slici 2.3.

Izrada radnih crteža. Bez obzira na strukturni i tehnološki tip dijela, njegov crtež mora biti izrađen u skladu sa zahtjevima standarda koji definiraju formate (GOST 2.30-1-68), skale (GOST 2.302-68), linije (GOST 2.303- 68), fontove (GOST 2.304-81), oznake grafičkih materijala i pravila za njihovu primjenu na crtežima (GOST 2.306-68).
Slike i zapis oblika dijela. Radni crtež mora sadržavati potreban broj slika i dimenzija koje određuju oblik dijela. Slike bi trebale prenijeti oblike vanjskih i unutarnjih površina dijela s najvećom izražajnošću i u prikladnom mjerilu. Radni crtež mora ispunjavati opšte zahtjeve utvrđene standardima ESKD.
Slike i oznake materijala. Materijal od kojeg je dio izrađen mora biti grafički naznačen na crtežu na svim rezovima i presjecima dijela.U nekim slučajevima mora biti naznačena prednja strana materijala, smjer vlakana, osnova itd. Naziv materijala, njegova marka, klasa, GOST i drugi podaci moraju biti navedeni u naslovnoj ploči.
Oznaka stanja materijala. materijalne potrebe i. njegov kvalitet, treba navesti u tehničkim zahtjevima. Ako je materijal dijela podvrgnut toplinskoj obradi ili se na njegovu površinu nanosi premaz, tada se na crtežu moraju napraviti odgovarajući natpisi (GOST 2.109-73-osnovni zahtjevi za crteže, GOST 2.316-68-ESKD. Pravila za nanošenje natpisa na crteže, tehnički uslovi).
Glavni natpis, tehnički uslovi. Svaki crtež sadrži glavni natpis koji se mora ispuniti prema pravilima ESKD standarda. Tekstualni dio tehničkih zahtjeva, natpisi sa oznakama slika, oznaka elemenata proizvoda i druga uputstva koja se odnose na dio ili njegovu sliku izvode se u skladu sa standardima ESKD.
Opšti prikaz detalja mora biti nacrtan na listu A1. U proračunu i objašnjenju potrebno je opisati projektovane strukturne parametre dijelova, karakteristike njegovog rada, kao i projektne proračune.
| Prilikom izrade crteža potrebno je izračunati i odabrati uklapanja, tolerancije i odstupanja za glavne interfejse uređaja, striktno pridržavajući se Jedinstvenog sistema tolerancija i uklapanja (ESDP). Na svim crtežima dijelova neophodno je navesti tolerancije i naleganja, posebne uslove proizvodnje u skladu sa GOST-om. Crteži su izrađeni u skladu sa zahtjevima ESKD-a. Realizacija radnih crteža delova |
| Prilikom izrade radnih crteža dijelova, glavnu pažnju treba obratiti na povezivanje oblika, veličine i hrapavosti spojnih površina. |
| zhenny detalje i na razvoj konstruktivnih i tehnoloških elemenata detalja. Na slici 1 prikazani su primjeri razvoja konstruktivnih i tehnoloških elemenata dijelova s razne načine povezivanje delova. Oblik i dimenzije konstruktivnih elemenata određuju se standardima i crtaju pomoću odgovarajućih tabela. Na primjer, na slici navojne veze nisu prikazani žljebovi i ivice, a na slikama pojedinačnih dijelova, navojni žljebovi su prikazani na glavnim slikama dijelova. Oblik i dimenzije žljebova odgovaraju standardu. Radni nacrti dijelova moraju se izraditi uzimajući u obzir sljedeće zahtjeve: 1. Dio na radnom crtežu crta se u istom položaju u kojem zauzima pri izradi. Delovi karoserije i poklopci sa malim brojem površina koji su podvrgnuti mašinskoj obradi mogu se postaviti u položaj koji odgovara položaju dela u montažnoj jedinici. 2. Glavni izgled dijela bira se uzimajući u obzir sljedeće uslove: - ako je moguće, veći broj osa rupa i drugih elemenata je orijentisan paralelno sa ravninom frontalne projekcije, na kojoj je |
| 6. Dimenzije na spojnim dijelovima treba uneti istovremeno kako bi se osiguralo da su dimenzije usklađene. 7. Dimenzije oblika elemenata detalja naznačene su, ako je moguće, na jednoj slici, na kojoj ovaj element ima potpuniju sliku. Dimenzije prečnika rupa su označene na rezovima ovih rupa. Dimenzije nekružnih rupa i žljebova su označene na onim slikama koje pokazuju oblik rupa. 8. Dimenzije položaja elemenata detalja daju se iz tehnološke i projektantske osnove. 9. Prilikom određivanja dimenzija delova koji su direktno preuzeti sa slike na crtežu opšteg pogleda, treba uzeti u obzir razmeru slike na crtežu opšteg pogleda. |

Rice. 1. Primjeri razvoja konstruktivnih i tehnoloških elemenata
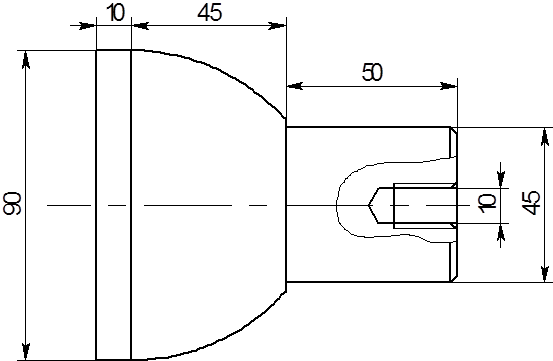
Fig.2. Skica obrisa dijela

Sve dimenzije moraju biti u skladu sa zahtjevima normalnih linearnih dimenzija. Nazivna veličina je veličina prema kojoj se određuju granične veličine i koja ujedno služi i kao polazna tačka za odstupanja. Za dijelove koji se spajaju, nazivna veličina je uobičajena. Određuje se proračunima za čvrstoću, krutost itd., zaokruženo na najveću vrijednost, uzimajući u obzir "normalne linearne dimenzije".
Nazivne linearne dimenzije (prečnici, dužine, izbočine, dubine, rastojanja između osa, itd.) Dijelova, njihovih elemenata i spojeva moraju se odrediti između standardnih u skladu sa GOST 6636-69. U tom slučaju, početnu vrijednost veličine dobivenu proračunom ili na neki drugi način, ako se razlikuje od standardne, obično treba zaokružiti na najbliži veći standardne veličine. Upotreba standardnih nazivnih veličina daje veliki ekonomski efekat, jer stvara osnovu za smanjenje standardnih veličina proizvoda i delova, kao i tehnološke opreme, prvenstveno dimenzionalnih reznih alata, kalibara itd.
Na osnovu opšteg standarda u okviru industrije ili pojedinačnog preduzeća, preporučljivo je razviti restriktivni standard za normalne linearne dimenzije, koji omogućava da se dodatno pojednostavi i smanji raspon veličina proizvoda i alata, uzimajući u obzir specifične zahteve i uslove proizvodnje. Posebno je važno smanjiti raznolikost veličina spojnih površina, za koje se koristi najveći broj dimenzionalne opreme.
Standard za normalne linearne dimenzije izgrađen je na osnovu niza preferiranih brojeva (GOST 8032-56), usvojenih u cijelom svijetu, uključujući ISO i CMEA standarde, kao univerzalni sistem numeričkih vrijednosti za parametre i dimenzije proizvoda. iz svih sektora nacionalne privrede. Redovi preferiranih brojeva (Tabele 1.2) su geometrijske progresije sa nazivnicima koji sadrže 5, 10, 20 i 40 brojeva, respektivno, u svakom decimalnom intervalu, što se odražava u zapisu redova.
Pored glavne serije preferiranih brojeva, označenih slovom R, u tehnički opravdanim slučajevima dozvoljena je upotreba zaokruženih vrijednosti nekih preferiranih brojeva. Redovi koji sadrže brojeve prvog zaokruživanja označavaju se, prema preporukama ISO i CMEA, slovom R", a redovi koji sadrže brojeve drugog zaokruživanja označavaju se sa R *. Geometrijska progresija omogućava racionalnu gradaciju brojčanih vrijednosti parametara i veličina kada trebate postaviti više od jedne vrijednosti, ujednačen niz vrijednosti u određenom rasponu. U ovom slučaju, broj članova serije je manji nego u aritmetičkoj progresiji.
Iz ovih razloga, preferirani brojevi (češće redovi R5, R10 i R 10) se takođe koriste u konstrukciji sistema tolerancija za različite dimenzionalne parametre, uključujući tolerancije navoja, zupčanike, oblik, lokaciju i hrapavost površine.
Izbor normalnih linearnih dimenzija za dio 1 prikazan je na slici 2.1. Veličine 50,10, 90 odgovaraju većem broju normalnih linearnih veličina prema tabeli 1, potrebno je uvesti prilagodbu za vrijednosti 9.91, 40.09 i 41.08.
U skladu sa GOST 6636-69 :
-
Veličina 9,91 mm, promjena na 10 mm. (što odgovara seriji Ra20)
-
Veličina 90 mm. Ostavimo to nepromijenjeno. (što odgovara seriji Ra20)
-
Veličina 40,09 mm. Promijenimo ga na 45 mm. (što odgovara seriji Ra20)
-
Veličina 41,08 mm. promijenite na 45 mm. (što odgovara seriji Ra20)
-Veličina 50mm. Ostavimo to nepromijenjeno. (što odgovara seriji Ra20)
Veličina 10 mm. Ostavimo to nepromijenjeno. (što odgovara seriji Ra20)

1.1 Dodjela tolerancija
Tolerancija se dodjeljuje na osnovu namjene površine proizvoda. Prilikom odabira i dodjele tolerancija i uklapanja, projektant uvijek polazi od činjenice da je proizvodnja dijelova prema kvaliteti koji odgovara većoj preciznosti, odnosno s malom tolerancijom, povezana s povećanjem troškova zbog visokih troškova rada i materijala za opremu, pribor, alate i kontrolu. Ali u isto vrijeme, osigurana je visoka tačnost spajanja i visoke performanse proizvoda u cjelini.
Proizvodnja dijelova prema kvalifikacijama sa proširenim tolerancijama je jednostavnija, ne zahtijeva preciznu opremu i procese završne obrade, međutim, smanjuje se točnost parenja, a time i trajnost strojeva.
Dakle, pred projektantima je uvijek postavljen zadatak da racionalno, na osnovu tehničko-ekonomskih proračuna, riješe suprotnosti između operativnih zahtjeva i tehnoloških mogućnosti, prvenstveno na osnovu ispunjenja operativnih zahtjeva.
U obrazovnoj praksi, očigledno, lakše je koristiti metodu sličnosti. Međutim, ako je potrebno pojašnjenje, treba se moći pozvati na referentne tablice standardnih tolerancija i maksimalnih odstupanja.
Uzmimo primjer. Pretpostavimo da je tokom perioda rada koji obavljate postalo potrebno razjasniti prirodu veze dva dijela i dodijeliti racionalnu toleranciju za svaki. Prvo, koristeći tabelu 10 potrebno je utvrditi koja je od tri grupe sletanja neophodna da bi ova veza obavljala svoju radnu funkciju. U ovom slučaju treba uzeti u obzir da svako sljedeće slovno označavanje glavnog odstupanja razmaka i prednaprezanja znači smanjenje razmaka i povećanje prednaprezanja.
Sada se okrenemo GOST 25347-82. Prema tabeli sadržanoj u njemu. 17 “Preporučeni spojevi u sistemu rupa sa nominalnim veličinama od 1 do 500 mm” odabiremo naleganje za ovaj spoj dva dijela, na primjer, k6. Izvod iz navedene standardne tabele dat je u tabeli. jedanaest.

Tolerancijska polja su raspoređena u odnosu na nazivne dimenzije na sljedeći način: u "plus" - za dijametralne dimenzije unutrašnjih površina, u "minus" - za dijametralne dimenzije vanjskih površina, simetrično - za ostale dimenzije.
Postupak odabira i dodjele kvalifikacija tačnosti i slijetanja
Izbor kvaliteta tačnosti. Određivanje optimalne tačnosti obrade i odabir stepena tačnosti često je težak zadatak. Sa proizvoljnim imenovanjem nerazumno visoke kvalitete s malim tolerancijama, povećavaju se troškovi proizvodnje dijelova. Prilikom odabira niže kvalitete točnosti, cijena proizvodnje se smanjuje, ali se smanjuje pouzdanost i izdržljivost dijelova u sklopu.
Da bi se riješio ovaj problem, potrebno je uzeti u obzir ne samo prirodu slijetanja određene veze i uvjete njenog rada, već i preporuke.
Kvalitete 5 i 6 koriste se u posebno preciznim spojevima, kao što su „klipni klip - čaura gornje glave klipnjače motora automobila“, „glavci radilice - školjke ležaja“ itd.
Kvalitete 7 i 8 se odnose na veze zupčanici sa osovinom, ugradnja kotrljajućih ležajeva u kućište, glodala na trnove itd.
Kvalitete 9 i 10 koriste se u onim spojevima kod kojih su zahtjevi za preciznošću niži, a relativno su visoki za poravnanje i centriranje (na primjer, ugradnja klipnog prstena u utor klipa po visini, spuštanje lančanika na osovinu, itd.) .
Kvalitete 11 i 12 su uobičajene u pokretnim spojevima poljoprivrednih mašina, kod sletanja često skidanih delova koji ne zahtevaju visoku preciznost centriranja, u zavarenim spojevima.
Gap landings. Priroda i uslovi rada mobilnih zglobova su raznoliki.
Slijetanja H / h grupe karakterizira činjenica da je minimalni razmak u njima nula. Koriste se za parove sa visokim zahtevima za centriranje otvora i osovine, ako je obezbeđeno međusobno kretanje osovine i otvora tokom regulacije, kao i pri malim brzinama i opterećenjima.
Sletanje H5 / h4 propisano je za spojeve sa visokim zahtevima za preciznost i pravac centriranja, u kojima je dozvoljena rotacija i uzdužno pomeranje delova prilikom podešavanja. Ovi podesti se koriste umjesto prijelaznih (uključujući i za zamjenjive dijelove). Za rotirajuće dijelove koriste se samo pri malim opterećenjima i brzinama.
Slijetanje H6 / h5 propisano je za visoke zahtjeve za preciznost centriranja (na primjer, šiljci stražnjeg dijela tokarilice, mjerni zupčanici kada su ugrađeni na vretena mjernih instrumenata zupčanika)
Fit H7/h6 (poželjno) se koristi sa manje strogim zahtjevima za preciznost centriranja (na primjer, zamjenjivi zupčanici u alatnim mašinama, kućišta za kotrljajuće ležajeve u alatnim mašinama, automobilima i drugim mašinama).
Slijetanje H8 / h7 (poželjno) se dodjeljuje za centriranje površina, ako je moguće proširiti proizvodne tolerancije uz nešto smanjene zahtjeve za poravnanje.
ESDP dopušta upotrebu podmetača H/h grupe, formiranih od tolerancijskih polja kvalifikacija 9...12, za spojeve sa niskim zahtjevima za preciznost centriranja (na primjer, za remenice stajnog trapa, spojnice i druge dijelove na osovini sa ključ za prenos obrtnog momenta, sa niskim zahtevima za tačnost mehanizma u celini i malim opterećenjima).
H/g grupni dosjedi (H5/g4; preferirano H6/g5 i H7/g6) imaju najmanji zajamčeni razmak od svih dosjeda zazora. Koriste se za precizne pomične spojeve koji zahtijevaju zajamčeni, ali mali razmak kako bi se osiguralo precizno centriranje, na primjer, kalem u pneumatskim uređajima, vreteno u nosačima razdjelne glave, u parovima klipova, itd.
Od svih pokretnih doskoka, najčešći su doskoci H/f grupe (H7/f7 - preferirano, H8/f8 itd., formirani iz tolerancijskih polja kvalifikacija 6, 8 i 9). Na primjer, fit H7/f7 se koristi u kliznim ležajevima elektromotora male i srednje snage, klipnih kompresora, u mjenjačima alatnih mašina, centrifugalnim pumpama, u motorima s unutrašnjim sagorijevanjem itd.
Slijetanja grupe H/e (H7 / e8, H8 / e8 - preferirano, H7 / e7 i slijetanja slična njima, formirana iz tolerancijskih polja kvalifikacija 8 i
9) omogućavaju lako pokretljivu vezu sa tečnim trenjem. Koriste se za brzo rotirajuće osovine velikih mašina. Na primjer, prva dva podrijetla koriste se za osovine turbogeneratora i elektromotora koji rade s velikim opterećenjima. Odredišta H9 / e9 i H8 / e8 se koriste za velike ležajeve u teškoj mašinstvu, slobodno rotirajući na vratilima zupčanika, a za ostale delove koji se uključuju spojnicama, za centriranje poklopaca cilindara.
Slijetanja grupe H / d (H8 / d9, H9 / d9 - preferirana i slična slijetanja formirana iz tolerancijskih polja kvalifikacija 7, 10 i 11) se koriste relativno rijetko. Na primjer, H7/d8 uklapanje se koristi pri velikoj brzini i relativno niskom pritisku u velikim ležajevima, kao i u sučelju klip-cilindar u kompresorima, a H9/d9 fit se koristi za mehanizme niske preciznosti.
Sletna grupa H/s (H7/s8 i H8/s9) odlikuju se značajnim zagarantovanim zazorima, a koriste se za veze sa niskim zahtevima za preciznost centriranja. Najčešće se ova podmetanja propisuju za klizne ležajeve (sa različitim temperaturnim koeficijentima linearnog širenja vratila i čahure) koji rade na povišenim temperaturama (u parnim turbinama, motorima, turbopunjačima i drugim mašinama kod kojih su zazori značajno smanjeni tokom rada zbog na činjenicu da se osovina zagrijava i širi više od školjke ležaja).
Prelazna sletanja. Prijelazne grupe za pristajanje H / js, N / k, N / t, N / n koriste se za fiksne odvojive veze u kojima je potrebno osigurati centriranje zamjenjivih dijelova ili (ako je potrebno) pomicati ih jedan u odnosu na drugi. Landing karakteriše mogućnost pojave praznina i smetnji u interfejsu. Nepokretnost spoja postiže se dodatnim pričvršćivanjem pomoću tipli, klinova i drugih vrsta pričvršćivača.
Prijelazna slijetanja predviđena su samo u razredima 4 ... 8, a tačnost osovine u njima mora biti za jedan stupanj viša od tačnosti rupe.
U prijelaznim slijetanjima, najveća interferencija se postiže kombinacijom najveće granice veličine osovine (dmax) i najmanje granice veličine rupe (Dmin), a najveći razmak se dobiva kombinacijom najveće granice veličine rupe (Dmax) i najmanje veličine osovine granica (dmin).
Primjeri dodjele prijelaznih slijetanja prikazani su na sl. 1 (a - priključak "osovina - zupčanik"; b - priključak "klip - klip - glava klipnjače"; c - priključak "osovina - zamašnjak"; d - priključak "čaura - kućište").
 |



Za površinu prečnika 90 mm. Dodjeljujemo ocjenu tačnosti 9
Prihvatamo IT1 jednak 87 mikrona.
Konačna tolerancija je 0,087 µm.
Za veličinu 10mm. tolerancija je 0,036 µm.
Za veličinu 50mm. tolerancija je 0,074 µm.
Za veličinu 45mm. tolerancija je 0,062 µm.
Za veličinu 90mm. tolerancija je 0,087 µm.

Drugo predavanje
Dio 1. Zamjenjivost
Plan predavanja
Preambula: Opća ideja zamjenjivosti, njeno predstavljanje u odnosu na zamjenjivost u smislu geometrijskih parametara. Veličina i tačnost dimenzija kao ključni koncepti zamjenjivosti; karakteristike geometrijskih dimenzija elemenata.
nominalne veličine. Redovi željenih brojeva. Stvarne i granične veličine. Tolerancija, tolerancijsko polje.
Za svaki proizvod bitan je određeni skup njegovih parametara, od kojih je svaki u fizičko-tehničkom smislu vrijednost koja karakterizira određena svojstva strukture, materijala, procesa...
Na primjer, za elektromotor možete imenovati njegove konstrukcijske parametre (ukupne i priključne dimenzije), električne (naponi / upravljački naponi, struje, potrošnja energije), mehanički (moment osovine, brzina rotacije...).
U odnosu na bilo koju fizičku veličinu (PV), koncept se primjenjuje "veličina ».
Veličina je kvantitativna sigurnost PV svojstvena određenom objektu. Sigurnost PV-a izražava se i njegovom vrijednošću, odnosno procjenom veličine u obliku određenog broja mjernih jedinica. Brojčana vrijednost PV se mijenja ovisno o veličini mjerne jedinice:
14 oz = 396,9 g;
1 cm = 10 mm = 10 4 µm≈0,3937 inča.
Istovremeno, veličina samog PV-a ne ovisi ni o jednoj mjernoj jedinici (odnosno, veličina je invarijantna u odnosu na izbor mjernih jedinica).
U ovom prvom dijelu kursa fokus je na zamjenjivosti (B) u smislu geometrijskih parametara, odnosno u smislu linearnih i ugaonih dimenzija elemenata dijelova. Naglašavamo da govorimo o tačnosti elementi detalji.
Zašto će se najveća pažnja posvetiti geometrijskim dimenzijama, a ne dimenzijama PV uopšte? Činjenica je da su dužina, promjer, debljina i druge geometrijske dimenzije nejasnije i teže odredive od dimenzija gotovo bilo kojeg drugog PV-a (primjeri mjerenja tjelesne težine na određenoj geografskoj širini i visini mjesta, jačina električne struje, itd.).
Takođe treba napomenuti da mjerenja linearnih dimenzija u mašinstvu i instrumentarstvu čine 80 do 90% svih tehničkih mjerenja koja se vrše u ovim industrijama.
Rdimenzijei njihovu tačnost.
Nazivne, stvarne i granične veličine.
Obilježeno riječju "nominalno" je obično nešto samo u nazivu; sam izraz dolazi od latinskog nominalis (nominal). Značenje ove riječi u odnosu na dimenzije elemenata dijelova, parova je sljedeće: na crtežima (dijelovi, montažne jedinice) su naznačene nazivne dimenzije koje nisu nužno poželjne. Što se tiče interfejsa - na montažnom crtežu - pričvršćena je jedna nominalna veličina zajednička za delove ovog interfejsa.
Nominalna veličina , postavljen na crtež, služi kao polazna tačka za odstupanja; naznačeno iza numeričke vrijednosti nazivne veličine dva granična odstupanja, zapravo, postavite dvije maksimalno dozvoljene vrijednosti veličine.
Nazivna veličina se određuje iz proračuna ili bira iz razmatranja dizajna i zaokružuje se na najbližu veću veličinu iz broja normalnih linearnih veličina.
AT različitim oblastima Prirodne nauke i inženjerstvo susreću (i uvode) nizove naručenih veličina. Prije svega, ovo znači rangovi preferiranih brojeva .
Općenito je prihvaćeno da je sistem preferiranih brojeva izmislio 1886. godine francuski inženjer-kapetan Charles Renard, koji je predložio geometrijske progresije za ocjenjivanje prečnika užeta. U čast pronalazača, oznake serije preferiranih brojeva sadrže slovo R. Imenioci geometrijskih progresija su označeni slovom Q.
Tako formirani redovi R5, R10, R20, R40 nazivaju se glavnim; redovi R80;R160 - dodatni (tabela 1); broj iza slova R označava broj brojeva u decimalnom rasponu. Poželjni su redovi s većom gradacijom veličina (sa velikim nazivnikom progresije).
Tabela 1
|
Basic | ||
|
|
||
|
|
||
|
|
||
|
Dodatno |
|
|
|
|




Najpoželjnija serija R5 došla je do izražaja u konstrukciji "Jedinstvenog sistema tolerancija i uklapanja", posebno u utvrđivanju granica intervala linearnih dimenzija, odabiru niza tolerancijskih vrijednosti za kvalifikacije. Ova pitanja će biti detaljnije razmotrena u odgovarajućem odjeljku.
Zanimljivo je pratiti istoriju nastanka serije koju je Renard uveo pre više od 100 godina. Da li se u strukturi ovih nizova krije još neka pravilnost, osim one koja je svojstvena članovima geometrijske progresije?
Ovdje je prikladno podsjetiti se na neke istorijske podatke.
U antičko doba uspostavljena je "zlatna" podjela ("zlatni" odsjek) segmenta:
 ili
ili  , (1.1)
, (1.1)
gdje je L dužina cijelog segmenta; a je njegov veći dio; b je preostali dio segmenta.
Odnos L / a=x je lako odrediti iz jednačine
x 2 –x– 1 = 0, (1.2) što daje x=  ≈
1,62.
≈
1,62.
Frontin (autor knjige napisane 97. godine prije Krista) dao je vrijednosti za prečnike točkova drevnih rimskih akvadukta; gradacija ovih prečnika je bila u skladu sa geometrijskom progresijom. Takođe je poznato da su arhitekte Vizantije, Helade, Kievan Rus pri određivanju omjera veličina svojih struktura koristili su geometrijsku progresiju sa nazivnikom Q = 1,62.
Geometrijsku progresiju formiraju i tonske frekvencije muzičke ljestvice. Ako je broj koraka između frekvencija f 0 i 2f 0 (oktava) označen sa m, tada je imenilac progresije broj Q =  . A za izračunavanje dimenzija koristimo decimalni sistem i, shodno tome, Q \u003d
. A za izračunavanje dimenzija koristimo decimalni sistem i, shodno tome, Q \u003d  .
.
U radu su naznačena zanimljiva svojstva nizova preferiranih brojeva (na primjer, svojstvo jednakosti ekstremnih i prosječnih suma). Navedeni su i impresivni primjeri iz prirodnih nauka, koji potvrđuju povezanost ovih brojeva sa uređenim nizovima nekih veličina uočenih u prirodi. Sve navedeno nam omogućava da zaključimo: niz preferiranih brojeva odražava duboke obrasce svojstvene prirodnim fenomenima.
Dakle, normalne linearne dimenzije u rasponu od 0,001 do 20000 mm se grade na osnovu niza preferiranih brojeva (Renardove serije), koji su geometrijske progresije sa nazivnicima Q = (vidi tabelu 1). Broj u oznaci serije označava broj članova progresije u decimalnom intervalu.
U nekim slučajevima potrebno je zaokruživanje brojeva iz gore navedenih serija. Tako su se pojavili redovi prvog i drugog zaokruživanja R / i R //. Na primjer, brojevi 1.5 i 6.0 iz reda R // 5 se koriste umjesto odgovarajućih brojeva 1.6 i 6.3 iz reda R5.
prirodna veličina fizička veličina (PV) - ona koja se utvrđuje mjerenjem sa dozvoljenom greškom. [Vrijednost prave veličine nije poznata, iako postoji].
Kada pomoću odgovarajućeg digitalnog instrumenta mjerimo kapacitivnost kondenzatora ili, na primjer, napon na terminalima električne baterije, jednostavno očitavamo prikazana očitanja sa njegovog displeja. Slično, postoji mjerenje težine, frekvencije pulsa i većine drugih PV-a.
Za linearnu dimenziju (dužina, prečnik, visina, itd.), određivanje njene stvarne vrednosti je teže nego za druge veličine. Činjenica je da su elementi detalja trodimenzionalna tijela, čiji oblik nije idealan. To se može ilustrovati na sljedećoj slici. 2. Koja od navedenih dimenzija se može smatrati stvarnom dužinom šipke prikazane ovdje?
Ista nejasnoća se očituje u određivanju promjera osovine, koja bi izgledala okrugla, a u stvarnosti je nepravilnog oblika (slika 3).


Prilikom određivanja stvarne veličine karakteristike dijela, pažnja se poklanja veza dva elementa: prekriveni (uvjetno "osovina") i pokrivni ("rupe"), odnosno, u definiciji datoj u nastavku, ideja o veličini razmatranog elementa koji djeluje u konjugaciji je "ugrađena".
Stvarna veličina rupe ili osovine je veličina spojnog dijela idealnog geometrijskog oblika uz površinu predmetnog elementa bez razmaka.
Iako je ideja određivanja stvarne veličine elementa iz susjednog cilindra u principu ispravna (upravo ta veličina će "sudjelovati" u formiranju slijetanja), teško ju je (ovu ideju) provesti u praksi : nema pouzdanog i lak način mjerenje veličine idealnog susjednog elementa.
Sve važeće dimenzije moraju biti ograničene granične veličine .
U principu, cijeli problem normalizacije točnosti bilo koje veličine leži u potrebi da se ukaže proizvođaču (a zatim i kontroloru) dvije granične vrijednosti veličina (PV, dio elementa), iznad koje proizvod postaje neupotrebljiv:
D min ≤ D d ≤ D max ;
C min ≤ C d ≤ C max …
U praksi bi bilo vrlo nezgodno prilikom izrade crteža direktno koristiti vrijednosti graničnih dimenzija. Da bi se crteži pojednostavili, uvode se granična odstupanja od nominalne veličine: vrh (greška Super) i dno (greška unutrašnji) , označava ES, es i EI, ei za provrt i vratilo, respektivno.
Ova odstupanja su određena formulama:
ES = Dmax – D; es = dmax – d; (1.3)
EI = Dmin – D; ei = dmin – d. (1.4)
Na isti način upisuje se stvarno odstupanje:
E d \u003d D d - D; e d \u003d d d - d. (1.5)
Tolerancija, tolerancijsko polje
Mjera točnosti veličine je njena tolerancija ( tolerancije ) . Tolerancija (označava se sa T) je razlika između maksimalnih dimenzija (najveće i najmanje):
T D \u003d D max - D min. (1.6)
Ova definicija tolerancije primjenjiva je ne samo na linearne ili ugaone dimenzije, već i na dimenzije bilo kojeg drugog PV-a. Na primjer, ako govorimo o induktivnosti induktora L, onda se formula (1.6) piše kao:
T L \u003d L max - L min.
Širi pojam od “tolerancije” je “polje tolerancije”. Općenito, izraz "polje" označava dio ravni ili prostora u kojem validan nešto (na primjer, usmjerena sila djeluje na određeni način na provodnik sa strujom u magnetskom polju, na fudbalskom terenu vrijede pravila nogometne igre). Vrijednosti stvarnih dimenzija uključene u polje tolerancije (kao i odstupanja) su važeće i odgovaraju dobrom dijelu.
Prema dobro poznatoj definiciji, polje tolerancije je standardizovani interval u koji treba uključiti polje rasejanja stvarnih dimenzija dobrih delova.
Druga definicija tolerancijskog polja odnosi se na njegov grafički prikaz u obliku pravokutnika koji je odozgo i odozdo ograničen linijama graničnih dimenzija.
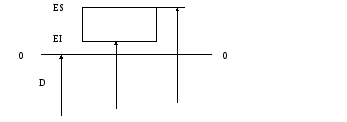
naime: tolerancijsko polje - zona ograničena najvećim i najmanjim graničnim veličinama i određena vrijednošću tolerancije i njenim položajem u odnosu na liniju nominalne veličine(Sl. 4).
Književnost
Weil G. Symmetry. – M.: Nauka, 1968.
Faynerman I.D. Pravilnost niza preferiranih brojeva // Standardi i kvaliteta. - 1989. - br. 1 - str. 13 - 15.
Shilov G.E. Jednostavna gama. Uređaj za muzičku skalu. - M.: Nauka, 1980.
Markov N.N. Metrološka podrška u mašinstvu. - M.: "Stankin", 1995.
Dunin-Barkovsky I.V. Zamjenjivost, standardizacija i tehnička mjerenja. - M.: Izdavačka kuća standarda, 1987. - 352 str.
Belkin V.M. Tolerancije i slijetanja (Osnovni standardi zamjenjivosti). - M.: Mashinostroenie, 1992. - 528 str.