
Maksimalna odstupanja osovine i rupe. Indikacija točnosti dimenzija sa neoznačenim odstupanjima na crtežima
Standardizacija dimenzionalne tačnosti sa nespecificiranim tolerancijama.
Radni crtež se smatra završenim samo kada su na njemu, pored slike, naznačeni i zahtjevi za tačnost.
Za većinu elemenata, nivo tačnosti je označen oznakom stepena pored broja veličine.
Samo za neke nebitne veličine dimenzionalni brojevi, bez navođenja stepena tačnosti. Tolerancije koje nisu naznačene direktno na nazivnim dimenzijama se nazivaju general , a njihova vrijednost određena je GOST 30893.1-2002 „ONV Opće tolerancije. Maksimalna odstupanja linearnih i ugaonih dimenzija sa nespecificiranim tolerancijama.”
Opće tolerancije važe za sljedeće dimenzije sa nespecificiranim maksimalnim odstupanjima:
Linearne dimenzije;
Ugaone dimenzije, uključujući ugaone dimenzije koje se obično ne navode;
Linearne i ugaone dimenzije dobijene tokom obrade sklopljenih delova.
2 Klase tačnosti, koordinacija nastave sa kvalifikacijama pri određivanju uslova.
Opće tolerancije za veličine do 10.000 mm utvrđene su u četiri klase tačnosti:
Slika 1 - Precizno f , prosjek m , nepristojan c I veoma nepristojan v
i imaju simetričnu lokaciju u odnosu na nultu liniju. Ove tolerancije i maksimalna odstupanja odgovaraju zaokruženim vrijednostima tolerancije za GOST 25346 kvalifikacije: točna tolerancija klase f približno jednaka toleranciji IT 12, srednja m ≈ IT 14, grubo c ≈ IT 16 i veoma nepristojan v ≈ IT 17. Istovremeno, intervali veličina su takođe grubi i prošireni. Izbor klase tačnosti vrši se uzimajući u obzir proizvodne mogućnosti i funkcionalne zahtjeve za dio.
Neodređena maksimalna odstupanja linearnih dimenzija navedena su kao poseban unos u tehničkim zahtjevima crteža i primjenjuju se u slučajevima kada maksimalna odstupanja (tolerancije) nisu specificirana pojedinačno za nazivne dimenzije. Štaviše, nivo tačnosti za različite elemente treba da bude isti. Odnosno, veza može biti samo na jednu klasu kvaliteta ili tačnosti. Za površine metalnih delova obrađenih rezanjem, u mašinstvu se preporučuje 14. kvaliteta i prosečna klasa tačnosti.
Unos u specifikacijama crteža ili drugog dokumenta trebao bi biti u skladu sa sljedećim primjerima:
Slika 2 - „Opće tolerancije prema GOST 30893.1 - m»
"GOST 30893.1 - m»
O opšta tolerancija veličine - ovo je tolerancija linearne ili ugaone dimenzije, naznačena na crtežu ili u drugim tehničkim dokumentima opštom oznakom i koja se primenjuje u slučajevima kada maksimalna odstupanja nisu naznačena pojedinačno za odgovarajuće nazivne dimenzije.
Opće tolerancije se mogu dodijeliti na crtežu TT na još dva načina:
Dozvoljeno je dodjeljivanje jednostranih maksimalnih odstupanja za veličine rupa i osovina prema kvalifikacijama GOST 25346 i GOST 25348 (opcija 1);
Dozvoljeno je dodijeliti maksimalna odstupanja prema klasama tačnosti GOST 30893.1-2002 (opcija 2).
Primjer notacije, shodno tome, izgleda ovako:
Opcija 1:
N 14, h 14, ± t 2/2"
„Opće tolerancije prema GOST 30893.1: N 14, h 14, IT 14/2"
Slika 3
Opcija 2:
„Opće tolerancije prema GOST 30893.1: + t 2 , -t 2, ± t 2/2".
Slika 4
Na primjer, zapis se čita
„Opće tolerancije prema GOST 30893.1: N 14, h 14, IT 14/2"
Slika 5
na sljedeći način:
Sve rupe prikazane na crtežu, koje nemaju naznačeni raspon tolerancije, imaju raspon tolerancije sličan onom kod glavne rupe 14. razreda;
Sva osovina prikazana na crtežu imaju isti raspon tolerancije kao i glavna osovina kvaliteta 14;
Preostale veličine moraju biti proizvedene sa simetričnom tolerancijom prema razredu 14.
1 Odstupanja i tolerancije oblika i položaja površina .
U pokretnim spojevima dovode do smanjenja otpornosti dijelova na habanje, poremećaja nesmetanog rada, buke itd. Kod fiksnih spojeva uzrokuju neravnomjernu napetost.
U montažnim jedinicama dovode do grešaka u međusobnom poravnanju dijelova, deformacija, neravnih zazora i poremećaja u normalnom radu pojedinih komponenti i mehanizama.
Ispod odstupanje oblika površine razumjeti odstupanje oblika stvarne površine od oblika nazivne površine. Hrapavost površine se ne smatra odstupanjem oblika.
U pravilu su greške u veličini, obliku, relativnom položaju površina i njihovoj hrapavosti međusobno povezane. Odstupanja u obliku i položaju površina dijelova ne smiju prelaziti utvrđene dozvoljene vrijednosti.
Tolerancije oblika ovo su najveće dozvoljene vrijednosti odstupanja oblika. Dodeljuju se kada odstupanja moraju biti manja od tolerancija dimenzija.
Odstupanje lokacije površine ili profila Oni nazivaju odstupanje stvarne lokacije površine (profila) od njene nominalne lokacije. U ovom slučaju se realne površine (profili) zamjenjuju susjednim, a ose, ravni simetrije i centri susjednih elemenata uzimaju se kao osi, ravni simetrije i centri realnih površina (profila).
Tolerancija lokacije- ovo je granica koja ograničava dozvoljenu vrijednost odstupanja lokacije.
2 Osnovni pojmovi: element, nazivni, realni i susjedni elementi (površine, profili).
element u sistemu tolerancija oblika i rasporeda površina naziva se površina ili prava ili tačka.
U skladu sa prihvaćenom terminologijom, generalizovani termini se mogu koristiti za površine, profile i linije;
Nazivni element;
Pravi predmet;
Osnovni element;
susjedni element;
Srednji element itd.
Profil- Ovo je linija preseka pod pravim uglom površine sa ravninom ili datom površinom.
Nazivna površina- idealna površina sa datim nazivnim dimenzijama i nominalnim oblikom.
Nominalni profil je profil nazivne površine.
Površina je stvarna ograničava tijelo i odvaja ga od okoline.
Pravi profil- profil stvarne površine.
a) b) 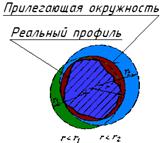 V)
V) ![]()
Slika 1 - Susedna prava linija ( A) i susjedni krugovi ( b, c)
Za kontrolu oblika i položaja površina koriste se susjedne površine i profili. U susjedstvu smatra se da površina ima oblik nominalne površine, u kontaktu sa stvarnom površinom i smještena izvan materijala dijela tako da odstupanje od nje najudaljenije točke stvarne površine unutar normalizirane površine ima minimalnu vrijednost . Susjedna površina može biti ravna ili cilindrična.
Susedni profil- ovo je profil koji ima oblik nominalnog profila, u kontaktu sa stvarnim profilom i smješten izvan materijala dijela tako da odstupanje od njega najudaljenije tačke stvarnog profila unutar normaliziranog područja ima minimalno vrijednost. Susedne površine i profili odgovaraju uslovima za spajanje delova pri sletanju sa nultim zazorom.
3 Standardizovano područje.
Odstupanja i nepravilnosti u obliku i lokaciji ne mogu se uzeti u obzir za veliku površinu. Stoga je uveden koncept normaliziranog presjeka. Standardizovano područje - ovo je dio površine ili linije koji uključuje toleranciju oblika, toleranciju lokacije, ukupni oblik i toleranciju lokacije ili odgovarajuća odstupanja.
Normalizovani presek mora biti specificiran dimenzijama koje određuju njegovu površinu, dužinu ili sektorski ugao i lokaciju preseka na elementu. Ako lokacija nije navedena, tada područje može zauzeti bilo koju poziciju unutar cijelog elementa. Tolerancije oblika, lokacije, ukupne tolerancije oblika i lokacije ili odgovarajuća odstupanja mogu se primijeniti na cijelu površinu koja se razmatra ili dužinu elementa koji se razmatra.
4 Baza .
Baza može biti susjedna površina, ravan ili cilindar. Susedne površine i linije simuliraju površine koje se spajaju u nultom zazoru. U sekcijama, osnova će biti susjedna linija, ravna linija, krug. Baza Poziva se element dijela ili kombinacije elemenata u odnosu na koji se specificira tolerancija lokacije ili ukupna tolerancija oblika i položaja predmetnog elementa i utvrđuje odgovarajuće odstupanje.
Skup od dvije ili tri baze koje formiraju koordinatni sistem naziva se skup baza. Veličina odstupanja i nepravilnosti određuju se u smjeru okomitom na osnovnu liniju ili površinu. U ovom slučaju, maksimalna udaljenost od stvarne površine do osnovnog elementa trebala bi biti najmanja.
5 Odstupanja oblika, tolerancije oblika, tolerancijska polja oblika.
Stepen aproksimacije oblika realne površine njenom idealu karakteriše:
- odstupanje oblika (umjesto cilindričnog dijela obrada se ispostavlja konusna, bačvasta, sedlasta itd.), a njeno brojčano odstupanje je jednako udaljenosti od tačaka stvarnog profila do susjedne prave linije;
- tolerancija oblika- najveća dozvoljena vrijednost odstupanja oblika;
- polje tolerancije odstupanja oblika - površina na ravni omeđena dvije paralelne prave, razmak između kojih je jednak toleranciji oblika.
Kada je dio pravilno proizveden, maksimalno izobličenje oblika ne može biti više od graničnih kontura dijela. To znači da ako za osnovu uzmemo koncentrični raspored graničnih kontura koje ograničavaju cilindričnu površinu, onda je dopušteno odstupanje oblika T f je određen tolerancijom odgovarajuće veličine i neće prelaziti polovinu vrijednosti tolerancije veličine: T f = IT/2. Potrebno je normalizirati odstupanja oblika ako odstupanja budu manja od tolerancije veličine.
Odstupanja oblika mogu se manifestovati kao:
Odstupanja od pravosti (u ravni, osi ili liniji u prostoru, osi ili liniji u datom pravcu);
Odstupanje od ravnosti;
Odstupanje od zaobljenosti;
Odstupanje profila od cilindričnosti;
Odstupanje profila uzdužnog presjeka cilindrične površine (bačvasto, sedlasto, suženo).
Prvo i drugo odstupanje odnose se na oblik ravnina, ostalo - na cilindrične površine.
6 Odstupanja lokacije, tolerancije lokacije, tolerancijska polja .
Odstupanje lokacije naziva se linearno ili kutno odstupanje stvarne lokacije predmetnog elementa od njegove nominalne lokacije. Uvijek je u kombinaciji sa odstupanjem forme.
Odstupanja lokacije od:
Paralelizam (ravnine, ose ili prave i ravni, prave u ravni, ose ili prave u prostoru, ose ili prave u zajedničkoj ravni, neusklađenost osa ili pravih linija);
Okomitost (ravnine, ravni ili ose ili prave linije u odnosu na osu ili pravu liniju, osovine ili prave u odnosu na ravan u datom pravcu, osu ili prave u odnosu na ravan);
Nagib (na ravan ili os ili pravu liniju, osu ili pravu liniju u odnosu na osu ili pravu liniju ili ravan);
Poravnanje;
Symmetrical;
Nazivna pozicija (poziciona);
Ukrštanja osovina.
Tolerancija lokacije naziva se granica koja ograničava dozvoljenu vrijednost odstupanja lokacije.
Polje tolerancije lokacija je područje unutar koje treba biti susjedni element ili os, centar, ravan simetrije unutar normaliziranog područja, čija je širina ili promjer određen vrijednošću tolerancije, a lokacija u odnosu na baze je nominalna lokacija element u pitanju.
Polja tolerancije mogu se formirati kombinacijom bilo kojih osnovnih odstupanja sa različitim kvalifikacijama.
U cilju ujednačavanja proizvoda (smanjivanja nepotrebne raznolikosti), iz čitavog skupa tolerancijskih polja identificirana su tolerancijska polja preferirane primjene, koja se prvo moraju koristiti. Preostala polja tolerancije mogu se koristiti u tehnički opravdanim slučajevima.
Za rupe: E; F; H; Js; K; N; P
Općenito, sedmi razred za rupu se smatra poželjnijim.
Za osovine se preferira šesti kvalitet.
Označavanje tolerancija i naleganja na crtežima.
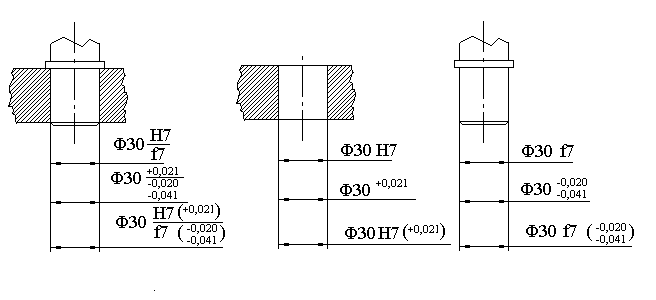
Simbol na radnim crtežima je naznačen u slučajevima korištenja standardnih mjernih i reznih alata (razvrtači, provuci) i odgovarajućih graničnih mjerača.
U numeričkom smislu, polja tolerancije su pretežno specificirana na radnim crtežima dijelova kada se koristi univerzalni merni alat– u pojedinačnoj i maloj proizvodnji, kao i pri postavljanju mašina u masovnu proizvodnju.
Najpoželjniji oblik označavanja polja tolerancije je kombinovan. Za dimenzije spojnih površina, projektant može koristiti bilo koja osnovna odstupanja od A(a) prijeZ(z).
Za veličine koje se ne podudaraju dizajner koristi samo dva glavna odstupanja “H” – za ženske dimenzije, “h” – za muške dimenzije, u slučajevima kada je veličinu teško klasificirati kao mušku ili žensku, tolerancija se dodjeljuje simetrično.
Tolerancije se dodjeljuju prema kvalifikacijama 12…17.
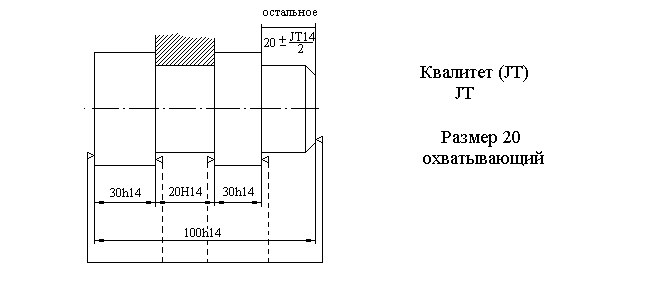
Ako se neka dimenzija može pokriti, na primjer, pomoću čeljusti, onda se naziva pokrivena.
Obično se ova tolerancijska polja na crtežu ne označavaju pored nominalnih, a maksimalna odstupanja nesparenih površina su naznačena opštim unosom u tehničkim zahtevima u polju crteža.
Nespecificirana maksimalna odstupanja označavaju se na sljedeći način:
H14; h14; t 2 /2 iliH14; h14; IT14/2.
Tolerancije za površine koje se ne spajaju također se mogu dodijeliti prema klasama tačnosti (posebne), “nespecificirana maksimalna odstupanja”.
Klase tačnosti: Precizno (t 1 ) IT12
Prosjek (t 2 ) IT14
Rude (t 3 ) IT16
Veoma nepristojno (t 4 ) IT17
Ove tolerancije se dobijaju grubim zaokruživanjem kvalifikacijskih tolerancija.
Još jedan unos:
+ t 2 ; - t 2 ; t 2 /2.
H14; h14; t 2 /2"
“Nespecificirana maksimalna odstupanja dimenzija:
rupe prema H14 , šaht po h14 , ostalo IT14/2.
Parametri hrapavosti, S I Sm . Standardizacija i primjeri označavanja na crtežu hrapavost površine pomoću ovih parametara.
Prosječan nagib neravnina profila  – prosječna vrijednost koraka neravnina profila unutar osnovne dužine (vidi sliku 3.13).
– prosječna vrijednost koraka neravnina profila unutar osnovne dužine (vidi sliku 3.13).
Prosječan nagib lokalnih izbočina S– prosječna vrijednost koraka lokalnih profilnih izbočina smještenih unutar osnovne dužine (vidi sliku 3.13).
Primjer označavanja hrapavosti površine prikazan je na Sl. 3.19.
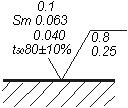
Prilikom navođenja dva ili više parametara hrapavosti površine u oznaci hrapavosti, vrijednosti parametara se zapisuju od vrha do dna sljedećim redoslijedom:
parametar visine neravnina profila,
parametar koraka hrapavosti profila,
relativna referentna dužina profila.
Oznaka označava (vidi sliku 3.19):
1. Srednja aritmetička devijacija profila  ne više od 0,1 mikrona na osnovnoj dužini l= 0,25 mm (dužina nije naznačena u oznaci, jer odgovara vrijednosti definisanoj standardom za datu visinu neravnina).
ne više od 0,1 mikrona na osnovnoj dužini l= 0,25 mm (dužina nije naznačena u oznaci, jer odgovara vrijednosti definisanoj standardom za datu visinu neravnina).
2. Prosječni nagib nepravilnosti profila treba da bude između 0,063 mm i 0,04 mm
na bazi dužine l= 0,8 mm.
3. Relativna referentna dužina profila na nivou poprečnog presjeka od 50% treba biti unutar
poslovi  na bazi dužine l= 0,25 mm.
na bazi dužine l= 0,25 mm.
Klasifikacija zupčanika prema funkcionalnoj namjeni. Primjeri oznaka točnosti zupčanika.
Klasifikacija zupčanika
1. Referentna (kinematička) - zupčanici raznih mehanizama i instrumenata za brojanje.
Glavni zahtjev (tačnost) je visoka kinematička tačnost, tj. konzistentnost uglova rotacije pogonskih i pogonskih točkova.
2. Prenosi velike brzine - turbomašinski mjenjači, zupčani prijenosnici automobilskih mjenjača, motori.
Primarni zahtjevi- nesmetan rad, tj. nečujan i bez vibracija.
3. Snaga - zupčanici u mašinama za valjanje, kranskim mehanizmima.
Transmisije snage prenose velike obrtne momente i rade pri malim brzinama.
Glavni uslov za tačnost je potpuni kontakt parnih zuba.
GOST 30893.1-2002
(ISO 2768-1-89)
Grupa G12
MEĐUDRŽAVNI STANDARD
Osnovne norme zamjenjivosti
OPĆE TOLERANCIJE
Granična odstupanja linearnih i ugaonih dimenzija sa nespecificiranim tolerancijama
Osnovne norme zamjenjivosti. Opšte tolerancije. Granična odstupanja za linearne i ugaone dimenzije bez indikacija tolerancije
ISS 17.040.10
OKSTU 0074
Datum uvođenja 2004-01-01
Predgovor
1 RAZVIJENO od strane Instituta za istraživanje i projektovanje mernih instrumenata u mašinstvu (JSC NIIizmereniya)
2 UVODIO Gosstandart Rusije
3 UVOJENO od strane Međudržavnog vijeća za standardizaciju, mjeriteljstvo i sertifikaciju (Protokol br. 22 od 6. novembra 2002.)
Za usvajanje su glasali:
Ime države | Naziv nacionalnog tijela za standardizaciju |
Bjelorusija | Državni standard Republike Bjelorusije |
Georgia | Gruzstandart |
Kazahstan | Gosstandart Republike Kazahstan |
Kirgistan | Kyrgyzstandard |
Moldavija | Moldovastandard |
Ruska Federacija | Gosstandart Rusije |
Turkmenistan | Glavna državna služba "Turkmenstandartlary" |
4 Ovaj standard je identičan tekstu međunarodnog standarda ISO 2768-1-1989* "Opšte tolerancije. Dio 1: Tolerancije linearnih i ugaonih dimenzija bez individualno određenih tolerancija" i sadrži dodatne zahtjeve koji odražavaju potrebe privrede zemlje
________________
* Pristup međunarodnim i stranim dokumentima navedenim ovdje i dalje u tekstu može se dobiti putem linka na web stranicu http://shop.cntd.ru. - Napomena proizvođača baze podataka.
5 Rezolucija Državnog komiteta Ruska Federacija o standardizaciji i mjeriteljstvu od 23. juna 2003. N 22-i međudržavni standard GOST 30893.1-2002 (ISO 2768-1-89) stupio je na snagu direktno kao državni standard Ruske Federacije od 1. januara 2004. godine.
6 UMJESTO GOST 25670-83
1 područje upotrebe
1 područje upotrebe
Ovaj standard se primenjuje na metalne delove napravljene rezanjem ili delove napravljene formiranjem od lima i specificira opšte tolerancije za linearne i ugaone dimenzije, ako ove tolerancije nisu direktno naznačene u nazivnim dimenzijama.
Opšte tolerancije ovog standarda mogu se primjenjivati i na nemetalne dijelove i dijelove obrađene metodama drugačijim od rezanja ili oblikovanja limova, osim ako su predviđene drugim standardima i pogodne su za navedene dijelove.
Dodatni zahtjevi koji odražavaju potrebe privrede zemlje istaknuti su kurzivom (vidi Tabelu 1 i Dodatak A).
2 Normativne reference
Ovaj standard koristi reference na sljedeće standarde:
GOST 2.307-68 Jedinstveni sistem projektne dokumentacije. Dimenzije crteža i maksimalna odstupanja
GOST 25346-89 Osnovni standardi zamenljivosti. ESDP. Opće odredbe, serije tolerancija i glavna odstupanja
GOST 25348-81 Osnovni standardi zamenljivosti. ESDP. Redovi tolerancija, glavna odstupanja i tolerancijska polja za veličine preko 3150 mm
GOST 30893.2-2002 (ISO 2768-2-89) Osnovni standardi zamenljivosti. Opšte tolerancije. Tolerancije oblika i lokacije površina nisu navedene pojedinačno
3 Definicije
U ovom standardu se primjenjuju sljedeći termini sa odgovarajućim definicijama:
3.1 opšta tolerancija veličine: Maksimalna odstupanja (tolerancije) linearnih ili ugaonih dimenzija, naznačena na crtežu ili u drugim tehničkim dokumentima opštom oznakom i primenjuju se u slučajevima kada maksimalna odstupanja (tolerancije) nisu naznačena pojedinačno za odgovarajuće nazivne dimenzije.
3.2 Termini i definicije tolerancija i maksimalnih odstupanja dimenzija - prema GOST 25346.
4 Osnovne odredbe
4.1 Opće tolerancije prema ovom standardu primjenjuju se za sljedeće dimenzije sa maksimalnim odstupanjima koja nisu navedena pojedinačno:
- linearne dimenzije (npr. spoljni, unutrašnji, prečnici, radijusi, rastojanja, dimenzije izbočina, dimenzije tupih ivica: spoljašnji poluprečniki zakrivljenosti i dimenzije ivica);
- ugaone dimenzije, uključujući ugaone dimenzije koje se obično ne navode, tj. pravi uglovi (90°), ako nema upućivanja na GOST 30893.2, ili uglovi pravilnih poligona;
- linearne i ugaone dimenzije dobijene pri obrađivanju sklopljenih delova.
4.2 Opće tolerancije prema ovom standardu ne odnose se na:
- dimenzije, koje uključuju reference na opšte tolerancije prema drugim standardima;
- referentne veličine;
- nazivne (teoretski tačne) veličine, zatvorene u pravougaone okvire.
4.3 Opšta tolerancija prema ovom standardu se primjenjuju ako crtež ili druga tehnička dokumentacija sadrži referencu na ovaj standard u skladu s odjeljkom 6.
Ako, pored ove reference, postoji upućivanje na druge standarde koji utvrđuju opće tolerancije za druge metode obrade, kao što je livenje, onda za dimenzije s nespecificiranim maksimalnim odstupanjima između obrađenih i neobrađenih površina, na primjer u odljevcima ili otkovcima, veći od primjenjuju se dvije opće tolerancije.
Principi za dodjelu općih tolerancija dimenzija su navedeni u Dodatku B.
4.4 Opšte tolerancije utvrđene su u četiri klase tačnosti. Prilikom odabira klase tačnosti treba uzeti u obzir uobičajenu tačnost relevantne proizvodnje. Ako su za pojedinačne veličine potrebne manje tolerancije ili su veće tolerancije prihvatljive i ekonomski povoljne, tada se odgovarajuća maksimalna odstupanja moraju navesti direktno na veličini u skladu sa GOST 2.307.
4.5 Opće tolerancije za linearne dimenzije ograničavaju samo lokalne dimenzije elementa, tj. dimenzije mjerene pomoću dijagrama u dvije točke u bilo kojem presjeku i ne ograničavaju sva odstupanja u obliku elementa.
4.6 Opšte tolerancije ugaonih dimenzija ograničavaju ugao između susednih ravni ili pravih linija koje formiraju strane ugla koji se razmatra, i ne ograničavaju odstupanja u obliku elemenata koji formiraju strane ugla.
5 Granična odstupanja linearnih i ugaonih dimenzija
5.1 Maksimalna odstupanja linearnih dimenzija, osim dimenzija zatupljenih ivica (spoljni radijusi zaobljenja i visine kosina), po klasama tačnosti opštih tolerancija date su u tabeli 1.
Tabela 1
Dimenzije u milimetrima |
|||||||||||
Klasa tačnosti | |||||||||||
Sv. 30 do 120 | Sv. 120 do 400 | Sv. 400 do 1000 | Sv. 1000 do 2000 | Sv. 2000 do 4000 | Sv. 4000 do 6000 | Sv. 6000 do 8000 | Sv. 8000 do 10000 |
||||
Precizno | |||||||||||
Prosjek | |||||||||||
Rude | ± 12
| ± 20
|
|||||||||
Veoma nepristojno | ± 12
| ± 20
| ± 30
|
||||||||
5.2 Maksimalna odstupanja dimenzija tupih ivica (spoljni radijusi zaokruživanja i visine košenja) prema klasama tačnosti opštih tolerancija data su u tabeli 2.
tabela 2
Dimenzije u milimetrima |
|||
Klasa tačnosti | Granična odstupanja za intervale nazivnih veličina |
||
od 0,5 do 3 | Sv. 3 do 6 | ||
Precizno | |||
Prosjek | |||
Rude | |||
Veoma nepristojno | |||
Napomena - Za veličine manje od 0,5 mm, maksimalna odstupanja treba direktno navesti nominalne veličine. |
|||
5.3 Maksimalna odstupanja ugaonih dimenzija po klasama tačnosti opštih tolerancija data su u tabeli 3.
Tabela 3
Klasa tačnosti | Granična odstupanja za nazivne dužine kraće strane ugla, mm |
||||
Sv. 10 do 50 | Sv. 50 do 120 | Sv. 120 do 400 | |||
Precizno | |||||
Prosjek | |||||
Rude | |||||
Veoma nepristojno | |||||
6 Indikacija općih tolerancija
Upućivanje na opšte tolerancije linearnih i ugaonih dimenzija u skladu sa Odjeljkom 5. mora sadržavati broj ovog standarda i slovnu oznaku klase tačnosti, na primjer, za prosječnu klasu tačnosti:
"Opće tolerancije prema GOST 30893.1 - " ili
"GOST 30893.1 - ".
DODATAK A (obavezno). Dodatne opcije za zadavanje maksimalnih odstupanja linearnih dimenzija sa nespecificiranim tolerancijama
DODATAK A
(obavezno)
______________
* U originalu na papiru naziv Dodatka A ispisan je kurzivom. - Napomena proizvođača baze podataka.
A.1 Ovaj aneks utvrđuje dodatne opcije za maksimalna odstupanja linearnih dimenzija sa nespecificiranim tolerancijama, koje se koriste u industriji.
Pored simetričnih maksimalnih odstupanja utvrđenih u glavnom dijelu standarda, pored ISO 2768-1, dozvoljena je upotreba jednostranih maksimalnih odstupanja za dimenzije rupa i osovina prema kvalifikacijama GOST 25346 I GOST 25348 (dodatna opcija 1) ili klase tačnosti ovog standarda (dodatna opcija 2) u skladu sa tabelom A.1.
Preporučljivo je ograničiti dodjelu dodatnih opcija za maksimalna odstupanja linearnih dimenzija sa nespecificiranim tolerancijama tokom novog projekta.
Tabela A.1 - Dodatne opcije za nespecificirana maksimalna odstupanja linearnih dimenzija
Dodatna opcija | Klasa tačnosti | Oznake maksimalnih odstupanja |
||
veličine rupa | veličine osovine | dimenzije elemenata osim rupa i osovina |
||
Precizno |
12
|
12
| Or ±IT12/2) |
|
Prosjek | 14
| 14
| Or ±IT14/2) |
|
Rude | 16
| 16
| (ili ±IT 16/2)
|
|
Veoma nepristojno | 17
| 17
| (ili ±IT17/2) |
|
Precizno | +
| -
| ||
Prosjek | +
| -
| ||
Rude | + | - | ||
Veoma nepristojno | +
| -
| ||
A.2 Granična odstupanja za kvalifikacije (,, ±IT/2) moraju biti u skladu sa GOST 25346 i GOST 25348.
Simetrična maksimalna odstupanja po klasama tačnosti () moraju odgovarati onima datim u tabeli 1, pri čemu oznaka odgovara oznaci , , , .
Jednostrana maksimalna odstupanja (+, -) moraju odgovarati onima datim u tabeli A.2.
Tabela A.2 - Jednostrana maksimalna odstupanja linearnih dimenzija, osim zatupljenih ivica (spoljni radijusi zaokruživanja i visine ivica, vidi tabelu 2) po klasama tačnosti
Dimenzije u milimetrima |
||||||||||||
Klasa tačnosti | Označavanje maksimalnih odstupanja | Granična odstupanja za intervale nazivnih veličina |
||||||||||
od 0,5 do 3 | Sv. 3 do 6 | Sv. 6 do 30 | Sv. 30 do 120 | Sv. 120 do 400 | Sv. 400 do 1000 | Sv. 1000 do 2000 | Sv. 2000 do 4000 | Sv. 4000 do 6000 | Sv. 6000 do 8000 | Sv. 8000 do 10000 |
||
Precizno | +
| +0,1 | +0,1 | +0,2 | +0,3 | +0,4 | +0,6 | +1,0 | ||||
-
| -0,1 | -0,1 | -0,2 | -0,3 | -0,4 | -0,6 | -1,0 | |||||
Prosjek | +
| +0,2 | +0,2 | +0,4 | +0,6 | +1,0 | +1,6 | +2,4 | ||||
- | -0,2 | -0,2 | -0,4 | -0,6 | -1,0 | -1,6 | -2,4 | |||||
Rude | +
| +0,4 | +0,6 | +1,0 | +1,6 | +2,4 | +4,0 | +6,0 | ||||
-
| -0,4 | -0,6 | -1,0 | -1,6 | -2,4 | -4,0 | -6,0 | |||||
Veoma nepristojno | +
| +1,0 | +2,0 | +3,0 | +5,0 | +8,0 | +12,0 | |||||
-
| -1,0 | -2,0 | -3,0 | -5,0 | -8,0 | -12,0 | ||||||
A.3 Nespecificirana maksimalna odstupanja dimenzija tupih ivica (spoljni radijusi zaokruživanja i visine ivica) i ugaonih dimenzija za dodatne opcije moraju odgovarati onima datim u tabelama 2 i 3 za odgovarajuće klase tačnosti.
A.4 Referenca na opšte tolerancije korišćenjem opcija za maksimalna odstupanja linearnih dimenzija predviđenih u ovom aneksu mora sadržati broj ovog standarda i oznake maksimalnih odstupanja u skladu sa tabelom A.1. Primjeri (za prosječnu klasu tačnosti):
Opcija 1:
„Opšte tolerancije za GOST 30893.1 : 14, 14," ili
„Opšte tolerancije za GOST 30893.1 : 14, 14, ±IT14/2"
Opcija 2:
„Opšte tolerancije za GOST 30893.1 :
, , "
DODATAK B (preporučuje se). Principi za dodjelu općih tolerancija linearnim i ugaonim dimenzijama
B.1 Elementi delova imaju dimenzije i geometrijske karakteristike (oblik, orijentacija, položaj) površina. Funkcija dijelova zahtijeva ograničavanje veličine i geometrije elemenata, tj. uspostavljanje određenih granica (tolerancija), prekoračenje kojih može dovesti do kršenja ove funkcije.
Ograničenje veličina i geometrije elemenata na crtežu mora biti potpuno i nedvosmisleno shvaćeno: ne bi trebalo biti neslaganja i ništa ne bi trebalo ostavljati za proizvoljno tumačenje tokom proizvodnje i kontrole.
Upotreba općih dimenzijskih i geometrijskih tolerancija stvara stvarne preduslove za rješavanje ovog problema.
B.2 Vrijednosti općih tolerancija utvrđuju se prema klasama tačnosti, koje karakterišu različite nivoe normalne proizvodne tačnosti, postignute bez upotrebe dodatne obrade povećane preciznosti. Izbor klase tačnosti vrši se uzimajući u obzir proizvodne mogućnosti i funkcionalne zahtjeve za dio.
B.3 Ako se, prema funkcionalnim zahtjevima za element, zahtijevaju tolerancije dimenzija koje su manje od općih tolerancija, tada se one navode neposredno pored dimenzija.
Isto vrijedi i za slučajeve u kojima se iz funkcionalnih razloga zahtijeva lokacija tolerancijskog polja (maksimalna odstupanja) u odnosu na nominalnu veličinu od one predviđene općom tolerancijom. Sa simetričnim maksimalnim odstupanjima za opće tolerancije utvrđenim u glavnom dijelu standarda, asimetrična maksimalna odstupanja, uključujući i jednostrana "u tijelo dijela" (od nule do plusa za rupe i od nule do minusa za osovine), trebaju , ako je potrebno, biti naznačena direktno veličina.
B.4 Povećanje tolerancija iznad prihvaćenih opštih vrednosti tolerancije obično ne daje ekonomske prednosti u proizvodnji. Na primjer, za dio promjera 35 mm, proizveden u proizvodnim uvjetima, koji odgovara klasi tačnosti "srednja", zamjena maksimalnih odstupanja od ±0,3 mm (opća tolerancija) za ±1 mm neće dati prednost za ovo proizvodnje, čak i ako su odstupanja ±1 mm prihvatljiva prema radnim uslovima.
U slučajevima kada tolerancija koja premašuje opštu toleranciju ipak daje uštede u proizvodnji dela i može biti dozvoljena na osnovu njegove namene, odgovarajuća maksimalna odstupanja su naznačena direktno na veličini.
B.5 Upotreba općih tolerancija pruža sljedeće prednosti:
- crteži su lakši za čitanje, olakšana je komunikacija sa korisnikom crteža;
- projektant štedi vrijeme eliminacijom detaljnih proračuna tolerancija; dovoljno je samo znati da je tolerancija, na osnovu funkcionalne namjene dijela, veća od opšte tolerancije ili jednaka njoj;
- crteži jasno pokazuju koji elementi se mogu proizvesti korišćenjem normalnih procesnih mogućnosti, što olakšava upravljanje kvalitetom smanjenjem nivoa kontrole ovih elemenata;
- preostale dimenzije, koje imaju individualno određene tolerancije, uglavnom se odnose na elemente za koje njihova funkcija zahtijeva relativno male tolerancije i koji stoga mogu zahtijevati poseban proizvodni napor; ova okolnost olakšava planiranje proizvodnje i pomaže službi kontrole kvaliteta u analizi zahtjeva kontrole;
- za snabdjevače i podizvođače pojednostavljen je posao zaključivanja ugovora, jer se prije sklapanja ugovora zna normalna tačnost proizvodnje; Ovo takođe eliminiše sporove između dobavljača i potrošača prilikom isporuke proizvoda, jer su crteži potpuni u smislu zahteva.
Navedene prednosti korištenja općih tolerancija će se u potpunosti očitovati ako postoji povjerenje da se opće tolerancije neće prekoračiti tijekom proizvodnje, odnosno uobičajena proizvodna točnost ove proizvodnje osigurava usklađenost s općim tolerancijama navedenim na crtežima.
Stoga se za proizvodnju preporučuje:
- mjerenjem odrediti koja je normalna tačnost proizvodnje za to;
- prihvatiti samo one crteže u kojima opšte tolerancije zadovoljavaju ili premašuju njegovu uobičajenu tačnost izrade;
- provjeriti nasumične dimenzije prema općim tolerancijama kako bi se osiguralo da normalna točnost proizvodnje ne odstupa od prvobitno specificirane.
B.6 Pristup dodjeli općih tolerancija pretpostavlja da u nekim slučajevima tolerancija koja proizlazi iz funkcionalnih zahtjeva premašuje opštu toleranciju. Stoga, funkcija dijela nije uvijek narušena ako se slučajno prekorači ukupna tolerancija za bilo koji element dijela.
Prekoračenje dimenzija delova iznad opšte tolerancije (nespecificirana maksimalna odstupanja) ne bi trebalo da dovede do njihovog automatskog odbacivanja, osim ako je narušena sposobnost dela da funkcioniše i osim ako je u dokumentaciji navedeno drugačije tumačenje nespecificiranih maksimalnih odstupanja.
UDK 621.753.1/.2:006.354 | ISS 17.040.10 | ||
Ključne reči: opšte tolerancije, tolerancije linearnih dimenzija, tolerancije ugaonih dimenzija |
|||
Tekst elektronskog dokumenta
pripremio Kodeks dd i verificirao prema:
službena publikacija
M.: Izdavačka kuća IPK Standards, 2003