
Dimenzionalne karike lanca. Dimenzionalni lanci
Dimenzionalni lanac je skup međusobno povezanih dimenzija koje određuju relativni položaj osi i površina jednog dijela ili više dijelova u proizvodu, smještenih u određenom nizu duž zatvorene konture i direktno utiču na točnost jedne od dimenzija kontura.
Svaki dimenzionalni lanac sastoji se od sastavnih karika (veličina) lanca i završne karike (veličine).
Veličina zatvaranja je veličina koja se dobije posljednja u procesu obrade dijela ili sklapanja čvora, čija vrijednost i točnost ovisi o veličini i točnosti svih ostalih dimenzija lanca, nazvanih komponentama. Prema međusobnom rasporedu dimenzija, dimenzionalni lanci se dijele na linearne, planarne i prostorne.
Dimenzionalni lanci se nazivaju linearni, čije su karike međusobno paralelne.
Dimenzionalni lanci nazivaju se planarni, čije sve ili dio karika nisu međusobno paralelne, već se nalaze u jednoj ili više paralelnih ravnina.
Dimenzionalni lanci se nazivaju prostorni, čije sve ili dio karika nisu međusobno paralelne i nalaze se u neparalelnim ravnima.
Dimenzionalni lanci se nazivaju ugaoni, čije su sve karike ugaone veličine.Znaci konstitutivnih dimenzija ugaonog lanca često su neokomitost, neparalelnost osa i površina i slične greške u relativnom položaju površina i osa delova.
Dimenzije povećanja nazivaju se komponentnim dimenzijama, s povećanjem u kojem se povećava dimenzija zatvaranja.
Smanjene dimenzije nazivaju se komponentnim dimenzijama, sa povećanjem se smanjuje dimenzija zatvaranja.
Veličina dimenzionalnog lanca sklopa, koja određuje funkcioniranje jedinice ili mehanizma, naziva se početnom (funkcionalnom) veličinom (razmak, smetnja, količina kretanja dijela, itd.). Tokom procesa montaže, ova dimenzija je obično završna.
Granična odstupanja dimenzija dodeljuju se, uglavnom, vođeni sledećim pravilima:
tolerancija je dodijeljena tijelu dijela;
za dimenzije kućišta, odstupanje se dodjeljuje na "+";
za pokrivene dimenzije, odstupanje je dodijeljeno "-";
za druge veličine, odstupanja se dodjeljuju simetrično - “±” (odstupanja u apsolutnoj vrijednosti jednaka su polovini tolerancije).
Prilikom izračunavanja dimenzionalni lanci razlikovati direktne i inverzne probleme.
Direktan zadatak je odrediti toleranciju i maksimalna odstupanja dimenzija komponenti za date nazivne veličine svih karika u lancu i zadata maksimalna odstupanja početne (zatvarajuće) karike.
Inverzni problem je određivanje nazivne vrijednosti, tolerancije i maksimalnih odstupanja veličine zatvaranja za date nazivne dimenzije i maksimalna odstupanja sastavnih karika.
Direktan problem vezan za dimenzionalne lance rješava se pri projektovanju novih konstrukcija dijelova, sklopova i strojeva (proračunski proračuni).
Inverzni problem se rješava u slučajevima kada na crtežima tolerancije za dimenzije komponenti postavlja projektant, na osnovu projektantskih, tehnoloških i ekonomskih razmatranja, te je potrebno provjeriti njihovu usklađenost sa tolerancijom završne karike (proračuni verifikacije ).
I direktni i inverzni problemi dimenzionalne analize mogu se riješiti metodom potpune zamjenjivosti; probabilistički metod i druge metode koje obezbjeđuju nepotpunu zamjenjivost.
Ravni i prostorni dimenzionalni lanci se izračunavaju korištenjem istih metoda kao i linearni. Potrebno ih je samo dovesti u formu lanaca linearnih dimenzija. Ovo se postiže projektovanjem dimenzija ravnog lanca u jednom pravcu, koji se obično poklapa sa smerom završne dimenzije, a trodimenzionalnog lanca u dve ili tri međusobno okomite ose.
U dimenzionalnoj analizi i sintezi konstrukcija mašina biraju se metode za postizanje tačnosti završne karike, zahvaljujući metodama rešavanja dimenzionalnih lanaca. Metode i metode su autonomne i uključuju sljedeće.
Metoda potpune zamjenjivosti je metoda u kojoj se u svim slučajevima njegove implementacije postiže potrebna tačnost završne karike dimenzionalnog lanca uključivanjem sastavnih karika bez odabira, odabira ili mijenjanja njihovih vrijednosti. Da bi se osigurala potpuna zamjenjivost, dimenzionalni lanci se izračunavaju metodom maksimum-minimum, uzimajući u obzir samo granična odstupanja karike dimenzionalnog lanca i njihove najnepovoljnije kombinacije koristeći sistem aditivnih tolerancija. Sa takvim tolerancijama, njihov uticaj na troškove proizvodnje je značajan. Osiguravanje datih graničnih odstupanja u ovom slučaju dovodi do naglog povećanja troškova, te su stoga neophodni proračuni ekonomski optimalne tačnosti.
Metoda nepotpune zamjenjivosti se koristi kada se uz određeni rizik postiže potrebna tačnost završne karike dimenzionalnog lanca uključivanjem sastavnih karika u nju bez sudjelovanja drugih metoda. U ovom slučaju su dozvoljene tolerancije preklapanja, a montaža se može izvesti metodama grupne zamjenjivosti, podešavanja, uklapanja, na osnovu vjerovatnoće metode proračuna. Vjerovatnoća metoda ograničava proizvodnju neispravnih proizvoda na malu prihvatljivu granicu koristeći sistem tolerancija preklapanja zasnovanog na slučajnom odabiru dijelova.
Metodom grupne zamjenjivosti, tražena tačnost završne karike dimenzionalnog lanca postiže se uključivanjem u dimenzionalni lanac sastavnih karika koje pripadaju odgovarajućim grupama u koje su prethodno razvrstane. Izbor metode predstavlja ekonomski problem i uključuje dodatne troškove proizvodnje. Razvrstavanje dijelova povećava cijenu nove mjerne opreme i privlači skupe kontrolne mašine. Troškovi rada kontrolora rastu. Troškovi skladišta rastu zbog dodatnih troškova skladištenja sortiranih dijelova.
U metodi upravljanja, potrebna tačnost završne karike dimenzionalnog lanca postiže se promjenom vrijednosti kompenzacijske karike bez skidanja materijala iz kompenzatora. Ulogu kompenzatora obično obavlja posebna karika u vidu brtve, podesivog graničnika, klina itd. Istovremeno, za sve ostale veličine lanaca, dijelovi se obrađuju prema proširenim tolerancijama koje su ekonomične. prihvatljivo za ove uslove proizvodnje. Nedostaci metode uključuju povećanje broja dijelova u stroju, što komplicira dizajn, montažu i rad.
U metodi uklapanja, tražena tačnost završne karike dimenzionalnog lanca postiže se promjenom vrijednosti kompenzacijske karike skidanjem određenog sloja materijala sa kompenzatora prema lijevom dodatku. Koriste metode zajedničke obrade dijelova i, uz veliku količinu obavljenog posla, sa visokom preciznošću, automatizira se.
Zadaci izračunavanja dimenzionalnih lanaca uključuju sljedeće.
Zadatak sinteze (direktan) je onaj u kojem se postavljaju parametri završne karike (nominalna vrijednost, dozvoljena odstupanja i tolerancije) i potrebno je odrediti parametre sastavnih karika.
Zadatak analize (inverzni) je zadatak u kojem su poznati parametri sastavnih karika i potrebno je odrediti parametre završne karike.
Uzimajući u obzir faktore koji utiču na promjenu karika dimenzionalnog lanca u vremenu, rješavaju se dva problema - statički i dinamički.
Suština izračunavanja dimenzionalnog lanca je da se utvrde tolerancije, maksimalna odstupanja, koordinate njihovih srednjih tačaka, nazivne dimenzije svih karika.
Prema vrsti zadataka u kojima su uključeni lanci se dijele na projektantske, tehnološke i mjerne.
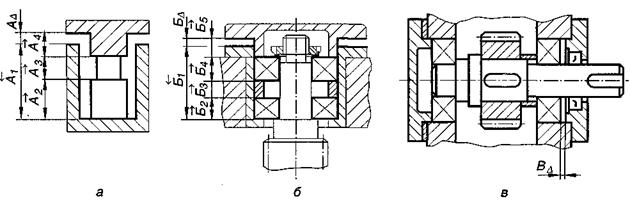
Dizajn dimenzionalnih lanaca rješava problem osiguravanja tačnosti u dizajnu. Oni uspostavljaju vezu između dimenzija dijela u proizvodu. Na sl. 9.1 prikazuje primjere montažnih dimenzionalnih lanaca.
Na sl. 9.1, a dat je elementarni lanac dimenzija sklopa koji rješava problem osiguranja tačnosti uparivanja dva dijela. Na slici 9.1, b prikazan je i montažni lanac, koji rješava problem obezbjeđivanja okomitosti površine 2 na osu 1, neophodne za postavljanje kotrljajućeg ležaja.
Rice. 9.1 Primjeri montažnih dimenzionalnih lanaca.
Tehnološki dimenzionalni lanci rješavaju problem osiguranja tačnosti u izradi mašina. Oni uspostavljaju vezu između dimenzija dijelova na različite faze tehnološki proces. Na sl. 9.2, a prikazan je detalj sa dimenzijama koje treba održavati tokom proizvodnje. Redosled za dobijanje dimenzija prikazan je na sl. 9.2, b, c, d. Na osnovu predložene rute obrade izgrađen je tehnološki dimenzionalni lanac (vidi sliku 9.2, d). Prilikom obrade dijela zadržavaju se dimenzije C 1, C 2, C s i veličinu WithΔ se dobija automatski.

Rice. 9.2. Principi konstruisanja projektnih dimenzionalnih lanaca
Prije nego što izgradite dimenzionalni lanac, trebali biste identificirati završnu kariku, koja, na primjer, određuje normalno funkcioniranje mehanizma. Veličina ili maksimalno odstupanje glavnog linka se dodeljuje ili izračunava na osnovu radnih uslova i/ili zahtevane tačnosti.
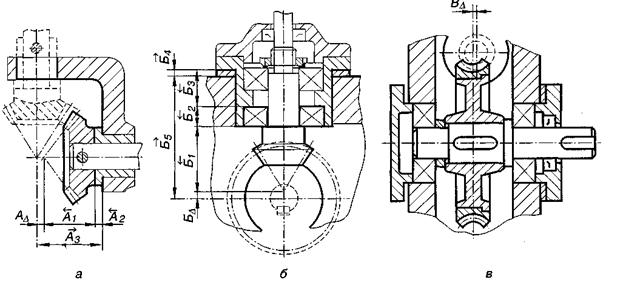
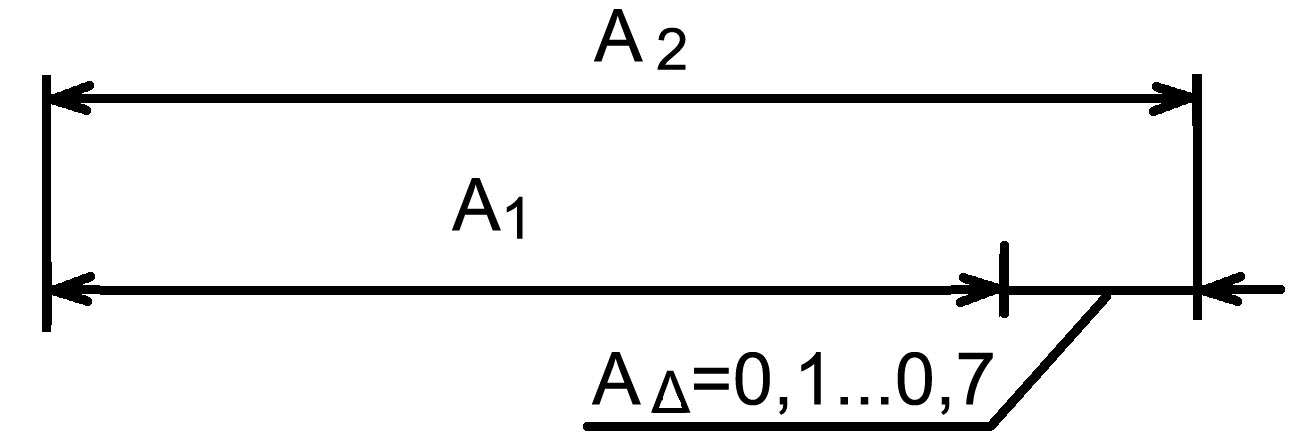
Na primjer, veličina i granična odstupanja glavne veze A Δ uzimaju se tako da bi se osiguralo slobodno okretanje zupčanika uz minimalni mogući pomak duž ose. Neusklađenost vrha razdjelnog stožca konusnog zupčanika sa osom rotacije konusnog točka (slika 9.5, a, b) određena stepenom tačnosti zupčanici, a njegove granične vrijednosti nalaze se prema relevantnom standardu. Potrebno je samo utvrditi između kojih dijelova stoji veličina zaporne karike, a zatim povezati te dijelove lancem veličina.
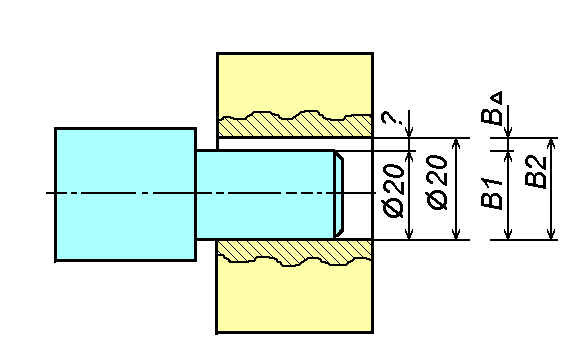
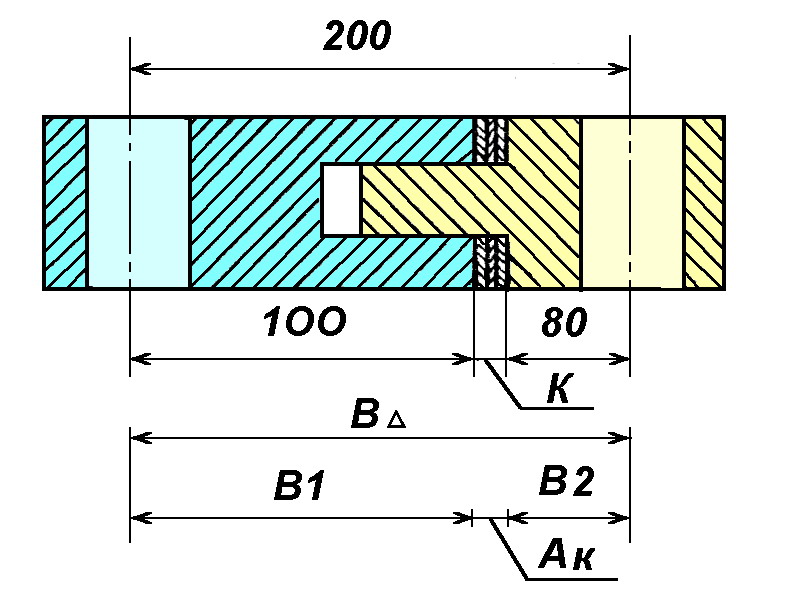
Na primjer, na sl. 9.3, b veličina glavne veze B Δ stoji između ose i prednje strane zupčanika; na sl. 9.5a A ∆ stoji između ose rupe u telu i vrha razdelnog stožca kosnog točka itd.
Razmotrite najtipičnije opcije za montažu dimenzionalnih lanaca *. Prvi tip dimenzionalnih lanaca prikazan je na sl. 9.3, drugi - na sl. 9.4., treći - na sl. 9.5.

Rice. 9.3. Prva vrsta dimenzionalnog lanca.
Rice. 9.4. Druga vrsta dimenzionalnog lanca.
Rice. 9.4. Treći tip dimenzionalnog lanca.
Prilikom konstruiranja dimenzionalnih lanaca, treba se voditi njihovim glavnim svojstvima:
strujni krug mora biti zatvoren;
veličina bilo koje karike u lancu sklapanja mora se odnositi na elemente istog dijela; izuzetak je karika za zatvaranje, koja uvijek povezuje elemente različitih dijelova;
lanac mora biti nacrtan na najkraći način, odnosno dio sa svojim elementima mora samo jednom ući u lanac dimenzija.
Osnovni omjeri dimenzionalnih lanaca
Dimenzionalni lanac je uvijek zatvoren. Na osnovu ovog svojstva, postoji odnos koji povezuje nominalne dimenzije veza. Za lance ravne dimenzije sa nazivnim karikama, ima sljedeći oblik:
![]() (9,1)
(9,1)
gdje: n i str- broj respektivno rastućih i opadajućih karika u dimenzionalnom lancu. Da bismo odredili zavisnost koja povezuje tolerancije karika u dimenzionalnom lancu, prvo nalazimo najveću vrednost završne karike:
 (9.2)
(9.2)
zatim najmanja vrijednost:
 (9.3)
(9.3)
Oduzimanjem od (9.2) (9.3) dobijamo:
gdje: m- broj karika dimenzionalnog lanca, uključujući i završnu kariku.
Metode rješavanja dimenzionalnih lanaca
Metoda pune zamjenjivosti. Metoda u kojoj se tražena tačnost završne karike dimenzionalnog lanca postiže bilo kojom kombinacijom veličina sastavnih karika. Istovremeno, pretpostavlja se da su sve karike sa graničnim vrijednostima istovremeno u dimenzionalnom lancu, i to u bilo kojoj od dvije najnepovoljnije kombinacije (sve rastuće karike s gornjim graničnim veličinama, a opadajuće s nižim, ili obrnuto). Takva metoda proračuna koja uzima u obzir ove nepovoljne kombinacije naziva se metoda izračunavanja maksimum-minimum. .
Metoda nepotpune zamjenjivosti. Ovo je metoda u kojoj se tražena tačnost završne karike dimenzionalnog lanca postiže ne bilo kojim kombinacijama, već prethodno određenim dijelom kombinacija veličina sastavnih karika.
Montaža se vrši bez montiranja, podešavanja i izbora karika.
Metoda polazi od pretpostavke da je kombinacija stvarnih veličina sastavnih karika u proizvodu nasumična, a vjerovatnoća da će sve veze sa najnepovoljnijim kombinacijama biti u jednom proizvodu vrlo mala.
Takva metoda proračuna, koja uzima u obzir disperziju veličina i vjerovatnoću njihovih različitih kombinacija, naziva se metodom vjerovatnoće proračuna. Drugim riječima, metoda dozvoljava mali postotak proizvoda u kojima glavna veza prelazi granice tolerancije. Istovremeno se proširuju tolerancije dimenzija koje čine lanac, a samim tim se smanjuju troškovi izrade dijelova.
Zadatak proračuna je da dodijeli tolerancije komponentnim vezama koje odgovaraju istom stepenu tačnosti.
Metoda uklapanja. Ovo je metoda u kojoj se potrebna tačnost zatvaranja karike dimenzionalnog lanca postiže promjenom veličine kompenzacijske karike uklanjanjem metalnog sloja s kompenzatora. Njegova suština leži u činjenici da se tolerancije za veze komponenti dodjeljuju prema ekonomski prihvatljivim kvalifikacijama, na primjer, prema kvalifikaciji 12-14. Višak lutajućeg polja koji nastaje zbog toga na završnoj karici tokom montaže eliminiše se zahvaljujući kompenzatoru.
Metoda regulacije pomoću fiksnog kompenzatora
Ovo je metoda u kojoj se potrebna tačnost završne karike dimenzionalnog lanca postiže promjenom kompenzacijske karike bez skidanja metalnog sloja.
Njegova suština leži u činjenici da se višak polja curenja zaporne karike eliminiše odabirom kompenzatora iz određenog broja kompenzatora koji su prethodno izrađeni različitih veličina.
Smisao proračuna je da se odredi najmanji broj kompenzatora u setu.
Smisao proračuna je odrediti dodatak za ugradnju, dovoljan da nadoknadi prekoračenje graničnih vrijednosti zaporne karike i istovremeno najmanji da smanji količinu rada na ugradnji.
Ulogu kompenzatora obično obavlja onaj dio koji je najpristupačniji prilikom rastavljanja mehanizma, jednostavnog dizajna i nepreciznog, na primjer, brtve, odstojne podloške.
Tema 6 Osnove tehničkih mjerenja. Dimenzionalni lanci
Završne karike dimenzionalnog lanca se ne izvode direktno, već su rezultat izvođenja, uključujući i izradu svih ostalih karika koje čine dimenzionalni lanac. Svaki dimenzionalni lanac ima završnu kariku i sastavne karike dimenzionalnog lanca. Svaki dimenzionalni lanac sastoji se od sastavnih karika dimenzija lanca i završne karike veličine.
Podijelite rad na društvenim mrežama
Ako vam ovaj rad ne odgovara, na dnu stranice nalazi se lista sličnih radova. Možete koristiti i dugme za pretragu
Dimenzionalni lanci
Jedna od najefikasnijih metoda za proračun geometrijskih parametara konstrukcijskih komponenti je metoda dimenzionalnih lanaca. Metoda vam omogućava da proračunom postavite tolerancije i odstupanja geometrijskih parametara ili provjerite ispravnost njihovog dodjeljivanja kako biste osigurali montažu i performanse proizvoda.
Upotreba metoda za proračun dimenzionalnih lanaca može smanjiti i vremenske i materijalne troškove u fazi tehničke pripreme i proizvodnje konstrukcija, poboljšati kvalitetu i smanjiti vrijeme izrade proizvoda, njihove projektne i tehnološke dokumentacije. Svaki dimenzionalni lanac ima jednu završnu kariku. Zatvaranje takvih karika naziva se zato što u procesu sastavljanja proizvoda ili u obradi elemenata pojedinih dijelova zatvaraju pravi lanac dimenzija. Završne karike dimenzionalnog lanca se ne izvode direktno, već su rezultat izvršenja (uključujući proizvodnju) svih ostalih karika koje čine dimenzionalni lanac. Primijenjene metode za postizanje tačnosti završne veze, tj. metode za proračun dimenzionalnih lanaca prikazane su na slici 1.
Svaki dimenzionalni lanac ima završnu kariku i sastavne karike dimenzionalnog lanca. Od gore navedenih metoda za proračun dimenzionalnih lanaca, „metoda potpune zamjenjivosti“ može se smatrati osnovnom, na osnovu koje se dobijaju glavne definicije i zavisnosti. Razmatranje drugih metoda nakon savladavanja "metode potpune zamjenjivosti" postaje manje teško.
Slika 1. Metode za osiguranje tačnosti glavne veze
Osnovne definicije i klasifikacija dimenzionalnih lanaca
Dimenzionalni lanac je skup međusobno povezanih dimenzija koje određuju relativni položaj osi i površina jednog dijela (detaljan dimenzionalni lanac, sl. 2) ili više dijelova u proizvodu (sklopni lanac dimenzija, slika 3), koji se nalaze u određenom nizu duž zatvorenu konturu i direktno utiče na tačnost jedne od dimenzija konture.
Svaki dimenzionalni lanac sastoji se od sastavnih karika (veličina) lanca i završne karike (veličine). Geometrijski dijagrami eliminišu mogućnost grešaka i pojednostavljuju zadatak identifikacije dimenzionalnih lanaca, posebno kod složenih lanaca merdevina.
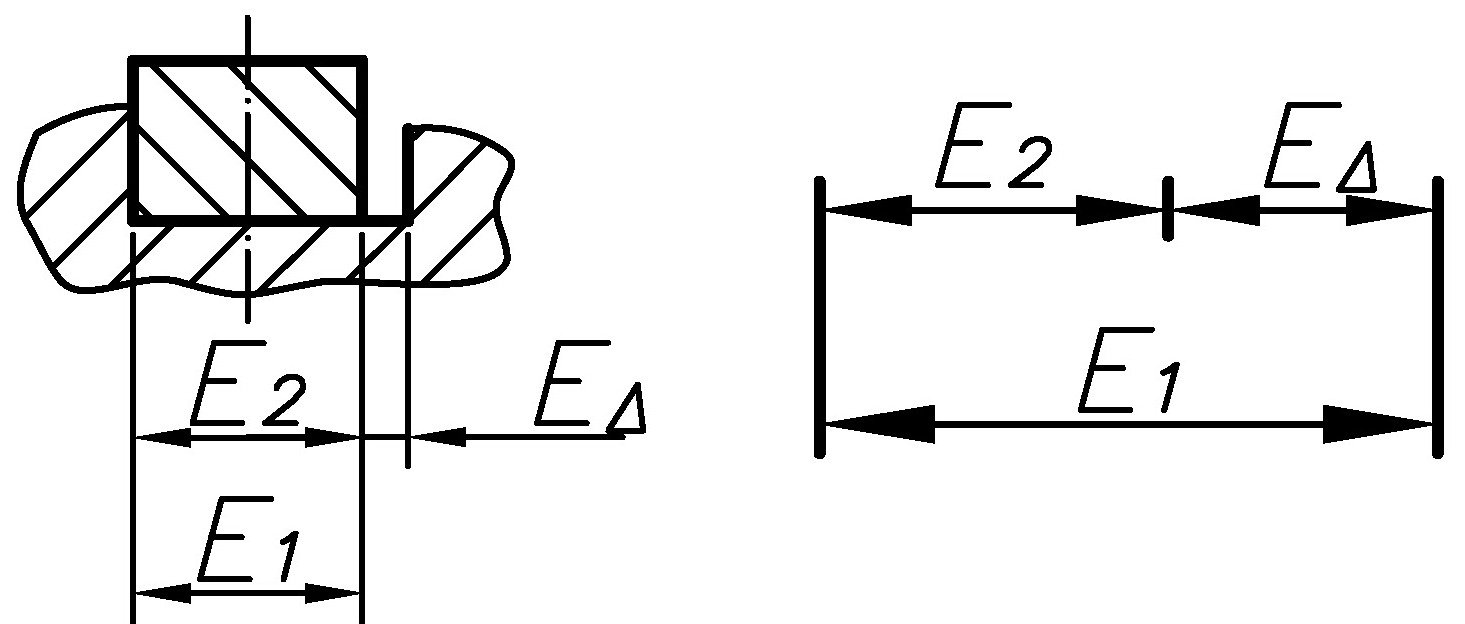
prateća veličina(A Δ ; 2,3,4) je veličina koja se dobije posljednja u procesu obrade dijela ili sklapanja čvora, čija vrijednost i tačnost zavise od veličine i tačnosti svih ostalih dimenzija lanca, koje se nazivaju komponente (A1, A2 ... An-1; sl. 2, 3).
Glavne tipične završne karike dimenzionalnih lanaca uključuju:
- praznine i nepropusnost u međudjelovima;
- izbočine i preklapanja elemenata nekih dijelova u odnosu na druge;
- simetrija površina;
- zahvaćanje površina nekih dijelova u odnosu na druge;
- poravnanje cilindričnih površina jednog ili više dijelova;
- udaljenosti između površina dijelova koje određuju početak i kraj udara jednog dijela o drugi.
Klasifikacija karika dimenzionalnih lanaca dimenzionalnih lanaca prikazana je u tabeli 1.
Prema međusobnom rasporedu dimenzija, dimenzionalni lanci se dijele na linearne, planarne i prostorne.
Linearno nazivaju se dimenzionalni lanci čije su karike međusobno paralelne (sl. 2, 3)
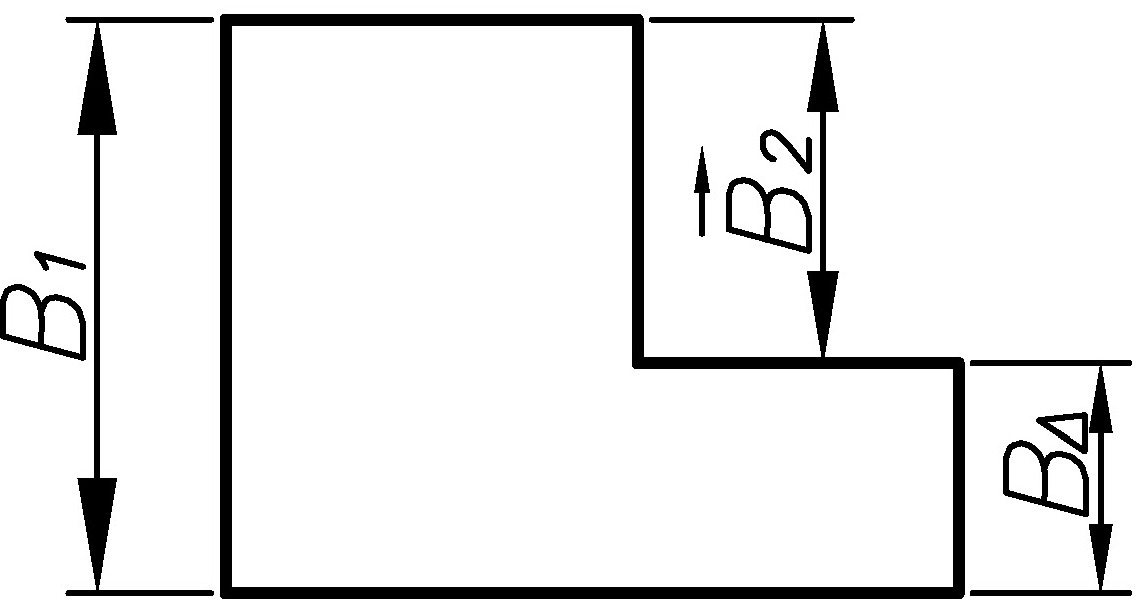
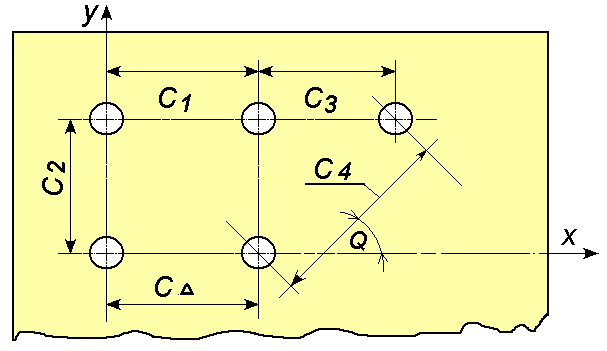
planar zvani dimenzionalni lanci, svi iliod kojih neke karike nisu paralelne jedna s drugom, već se nalaze u jednoj ili više paralelnih ravnina (slika 4).
Spatialnazivaju se dimenzionalni lanci čije sve ili dio karika nisu međusobno paralelne i nalaze se u neparalelnim ravnima.
kutak nazivaju dimenzionalnim lancima, čije su sve karike ugaone veličine. Znakovi sastavnih dimenzija ugaonog lanca često su odstupanja od okomitosti, odstupanja od paralelizma osa i površina i slične greške u relativnom položaju površina i osa dijelova.
Klasifikacija karika dimenzionalnih lanaca
Tabela 1
|
Definicija |
Primjeri |
|
|
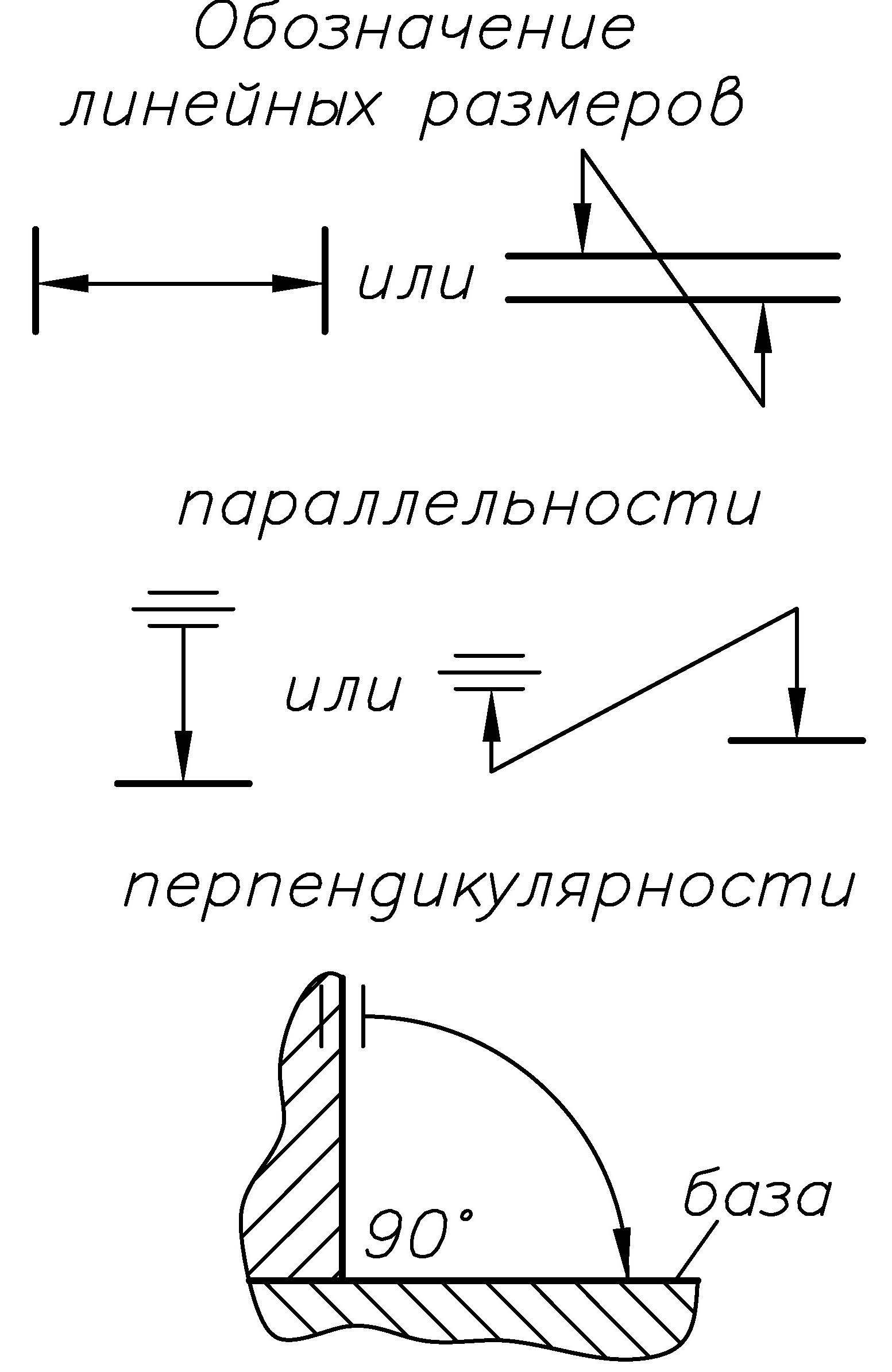
Veza |
Jedna od veličina koje formiraju dimenzionalni lanac. Na dijagramima dimenzionalnih lanaca, veze su konvencionalno naznačene: linearne dimenzije - sa dvostranom strelicom; paralelizam i okomitost - jednostrana strelica sa smjerom vrha strelice prema osnovici |
|
|
trailing |
Karika dimenzionalnog lanca, koja je početna u formulaciji problema. Na primjer, prilikom projektovanja, na osnovu službene svrhe mehanizma, uspostavljaju se tehnički zahtjevi ( granične dimenzije) do praznine A∆ - veza za zatvaranje |
|
|
Karika dimenzionalnog lanca, koja je posljednja dobivena kao rezultat rješavanja problema. Na primjer, prilikom sastavljanja mjenjača, zupčanik 2 i osovina 3 ugrađuju se u njegovo kućište 1. Posljednja karika u lancu dimenzija je zazor A∆ - veza za zatvaranje |
|
|


Nastavak tabele. jedan
|
Komponenta |
Karika dimenzionalnog lanca, funkcionalno povezana sa završnom karikom. Na primjer, linkovi E 1 i E 2 Dimenzionalni lanac E |
|
|
uveličavanje |
Sastavna karika dimenzionalnog lanca, čijim povećanjem se zatvara karika povećava. Na primjer, karika lanca |
|
|
Smanjenje |
Sastavna karika dimenzionalnog lanca, čijim povećanjem se zatvarajuća karika smanjuje. Na primjer, karika lanca |
|
|
kompenzacijski |
Komponentna karika dimenzionalnog lanca, promjenom koje se postiže potrebna tačnost završne karike. Na primjer, veza A to – odstojni prsten dimenzionalnog lanca A |
|


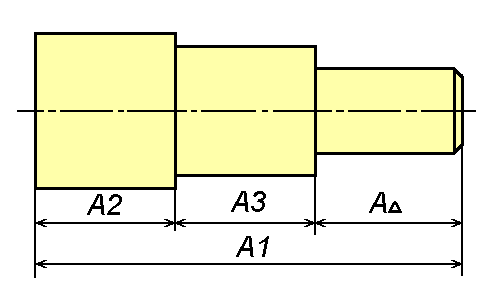
Rice. 2. Dimenzionalni lanac dijela
Rice. 3. Dimenzionalni lanac čvora
Rice. 4. Planarni dimenzionalni lanac
U tabeli. 2 prikazuje klasifikaciju dimenzionalnih lanaca.
tabela 2
Vrste dimenzionalnih lanaca
|
Lanac |
Definicija |
|
Tehnološki |
Dimenzionalni lanac koji obezbeđuje potrebnu udaljenost ili relativnu rotaciju između površina proizvedenog proizvoda tokom operacije ili niza montažnih, obradnih operacija, prilikom postavljanja mašine ili prilikom izračunavanja prelaznih dimenzija |
|
Dizajn |
Dimenzionalni lanac koji određuje udaljenost ili relativnu rotaciju između površina ili osa površina dijelova u proizvodu |
|
Mjerenje |
Dimenzionalni lanac koji nastaje prilikom određivanja udaljenosti ili relativne rotacije između površina, njihovih osa ili generatričnih površina proizvedenog ili proizvedenog proizvoda |
|
Linearno |
Dimenzionalni lanac čije su karike linearne dimenzije |
|
kutak |
Dimenzionalni lanac čije su karike ugaone dimenzije |
|
stan |
Dimenzionalni lanac, čije se karike nalaze u jednoj ili više paralelnih ravnina |
|
Spatial |
Dimenzionalni lanac, čije se karike nalaze u neparalelnim ravninama |
uveličavanje nazivaju se komponentnim dimenzijama, s povećanjem u kojem se povećava završna dimenzija.
smanjenje nazivaju se komponentnim dimenzijama, s povećanjem u kojem se smanjuje dimenzija zatvaranja.
Na primjer, dovoljno je dodati neku malu vrijednost veličini ( vidi sl. 4) , pri čemu su ostale dimenzije lanca konstantne (samo ovdje), tako da F∆ smanjena. Ako, ostavljajući nepromijenjeno, dodajte, a zatim zatvaranje F ∆ će se povećati.
S obzirom na podelu veličina na rastuće i opadajuće, nije teško napisati jednačinu dimenzionalnog lanca u apoenima
A Δ \u003d A i uv - A i um (1)
gdje je u dimenzionalnom lancu:
m - broj rastućih veličina, (A i SW ),
str - broj redukcionih dimenzija (A Mislim ).
Ukupno nominalne veličine sastavne veze, uzimajući u obzir završnu, bit će: n=m+p+1
Granične vrijednosti dimenzija završne veze određene su jednadžbama, što logično proizlazi iz izraza (1) i definicija povećanja i smanjenja veličine:
= - (2)
= - (3)
gdje: , - najveće i najmanje granične dimenzije završne karike;
, , - najveća i najmanja granična veličina veza.
Tolerancija veličine zatvaranja izračunava se kao razlika između najveće (2) i najmanje (3) vrijednosti zatvaranja, odnosno dovoljno je sabrati posljednje dvije jednadžbe i dobiti
TA Δ = T A i (4)
gdje: TA -tolerancija veličine zatvaranja;
T A i - tolerancija veličine komponente;
n –1 - broj sastavnih karika dimenzionalnog lanca, bez završnog.
Općenito, za dimenzije dimenzionalnog lanca A omjer je tačan:
TA Δ = ││ T A i (5)
gdje: = - omjer prijenosa, n je broj karika lanca.
Ako se izvrši analiza lanaca sa paralelnim karika, onda:
za povećanje dimenzija =+1,
za manje veličine=- 1.
Parametar je najneophodniji prilikom formaliziranja rješenja problema, na primjer, prilikom programiranja.
Granične vrijednosti dimenzija komponenti i završne vezeako su dimenzije date nominalnim vrijednostima i odstupanjima, one se određuju formulama:
A i + ES i
A i + EI i
A Δ + ES Δ (6)
A Δ + EI Δ , (7)
gdje je: A i , A Δ - nazivne vrijednosti komponenti i završne dimenzije,
ES i , EI i , ES ∆ , EI ∆ - gornja i donja odstupanja komponenti i dimenzija zatvaranja.
Koristimo jednačinu
=
Zapišimo to uzimajući u obzir gornje definicije graničnih vrijednosti
A Δ + ES Δ = (A i uv + ES i uv )– (A i um + EI i um)
Zamjena na lijevoj strani jednačine
A Δ \u003d A i uv - A i um
Gornje i donje odstupanja dimenzije zatvaranja u ovom slučaju određene su jednadžbama lanca dimenzija u devijacijama:
ES Δ = ES i SW – EI i um (8)
EI Δ = EI i SW – ES i um , (9)
gdje je: ES i SW , EI i SW , ES i um , EI i um - gornje i donje devijacije rastućih i opadajućih sastavnih karika dimenzionalnog lanca.
Prilikom rješavanja niza problema u dimenzionalnoj analizi pogodnije je odrediti gornje i donje devijacije završne veličine po formulama krozkoordinata sredine polja tolerancije:
ES Δ = Δ 0 A Δ + (10)
EI Δ = Δ 0 A Δ – , (11)
gdje je: Δ 0 A Δ - T A Δ - tolerancija za završnu kariku, određena formulom (5).
Koordinata sredine polja tolerancije završne karike određena je jednadžbom sredine tolerancijskih polja dimenzionalnog lanca:
Δ 0 A Δ = Δ 0 A i uv – Δ 0 A i um , (12)
gdje je: Δ 0 A i uv , Δ 0 A i um - koordinate sredine polja tolerancije sastavnih karika dimenzionalnog lanca, određene ovisnošću:
Δ 0 A i \u003d (ES i + EI i) / 2
Uzimajući u obzir izraze (11) i (12), gornje i donje odstupanje dimenzije zatvaranja određuju se formulama:
ES Δ \u003d (Δ 0 A i uv - Δ 0 A i um) + (13)
EI Δ \u003d (Δ 0 A i uv - Δ 0 A i um ) - (14)
Poznato je da je vrijednost tolerancije svake veličine komponente određena formulom:
TA i = a i ∙ i i ,
gdje: a - koeficijent tačnosti; i i = 0,45+ 0,001A i sr - jedinica tolerancije.
Ali treba pretpostaviti da sve sastavne karike lanca imaju isti nivo tačnosti, što nam omogućava da zapišemo:
a 1 = a 2 = a 3 = a 4 =…= a n-1 = a = konst
onda:
TA i = a (0,45+ 0,001A i sr ),
A i cf - prosječna veličina raspona veličina.
Uzimajući u obzir jednačinu (5) TAΔ = T A i ,
Or
TA Δ = a ∙ i 1 + a ∙ i 2 + … a ∙ i n-1 = a ∙
sada možete napisati:
Ako su inicijalno u dimenzionalnom lancu neke dimenzije bile sa određenim tolerancijama (na primjer, dimenzije ležaja, itd.), tada će jednadžba (5) poprimiti oblik:
Ovdje je k broj dimenzija sa datim tolerancijama. Sada će konačna jednačina za faktor tačnosti biti:
(15)
Nakon što ste odredili faktor tačnosti, možete izračunati tolerancije kao T A i = a i i , ali je racionalnije odabrati tolerancije za najbliži kvalitet prema tabeli tolerancija. U slučaju istih veličina sastavnih karika ili veličina u standardnom rasponu veličina, gdje je " i » nepromijenjena za interval, formula je pojednostavljena
Ili T A i \u003d TA ∆ / (n -1) (16)
Kao što vidite, dobijena je jedna tolerancija za sve veličine. Ova metoda je jednostavna, ali u suštini indikativna i stoga se koristi uglavnom samo za preliminarnu dodjelu tolerancija dimenzija komponenti.
Zadaju se tolerancije dimenzija, kako za glavno vratilo tako i za glavni otvor, tj. za povećanje u "+" i smanjenje u "-", sa izuzetkom povezivanja. Za veličinu povezivanja, položaj tolerancije je određen jednom od jednadžbi koja povezuje parametre veličine zatvaranja i komponenti, sa zadatim parametrima ostatka.
Date zavisnosti vrijede za metodu potpune zamjenjivosti (FEM), gdje se pretpostavlja jednako vjerovatna raspodjela dobijenih veličina. Drugim riječima, pri gađanju okrugle mete sa ciljanjem u sredinu mete, vjerovatnoća da se pogodi "1" i "10" je ista, što nije sasvim tačno.
Probabilistička metoda (PTM)
Vjerovatnosna metoda (PTM) zasniva se na krivuljama raspodjele vjerovatnoće i, kao rezultat, koristi nešto drugačije formule (ovdje dajemo bez izvođenja). Prikazane zavisnosti daju ravnomjernu distribuciju i faktor rizika od 0,27%.
…………………………(17)
…………………………(18)
Vrijednost tolerancije dimenzije povezivanja u TVM određena je ovisnošću
…………………………(19)
Iz formula nije teško vidjeti da će za TVM tolerancije biti veće nego za MPV
Metod kompenzacije
U metodi upravljanja, tačnost završne karike dimenzionalnog lanca postiže se promjenom veličine kompenzacijske karike bez skidanja materijala iz kompenzatora.
Pokretni kompenzatori su uređaji ili pojedinačni delovi čijim se podešavanjem, ostvarenim pomeranjem ili rotacijom, obezbeđuje potrebna veličina zaporne karike (Sl. 5).
Fiksni kompenzatori su, na primjer, zamjenjive zaptivke, prstenovi, čahure, podloške itd., koje se ugrađuju u toku montaže dok se ne postigne potrebna tačnost glavne veze. Racionalno je pripremiti komplete dilatacijskih fuga iste ili stepenaste debljine (slika 6).
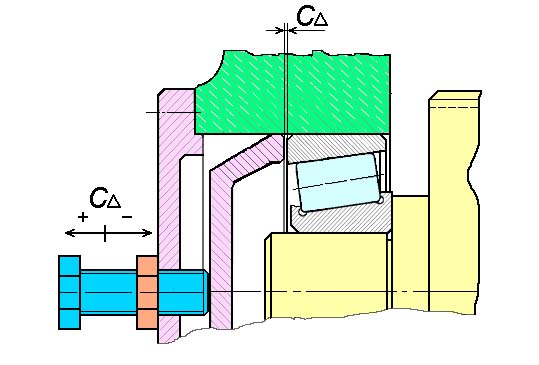
Rice. 5. Pokretni kompenzator
Rice. 6. Fiksni kompenzator
Prema kontinuitetu regulacije, pokretni kompenzatori se dele na kompenzatore sa periodičnom regulacijom (navojni, klinasti, ekscentrični i dr.) i kompenzatore sa kontinuiranom regulacijom, po pravilu automatskom kontrolom tehnološkog procesa. Po dogovoru, sve vrste kompenzatora se dijele u grupe koje kompenziraju linearne ili ugaone dimenzije. Proračun parametara dimenzionalnih lanaca vrši se metodom maksimum-minimum ili probabilističkom metodom.
Nedostaci metode upravljanja uključuju: nepotpunu zamjenjivost, određenu komplikaciju dizajna uvođenjem konstruktivnog kompenzatora, te kompliciranost montaže zbog potrebe prilagođavanja. Metoda je našla široku primjenu za lance s više karika s visokim zahtjevima za preciznost zatvarača i ne tako visokim nivoom tačnosti sastavnih karika.
Parametri sastavnih karika dimenzionalnog lanca sa metodom upravljanja određuju se u skladu sa tehnološki i ekonomski prihvatljivim uslovima proizvodnje. Potrebni iznos naknade TA to postignuto regulacijom uz pomoć tipova kompenzatora o kojima smo gore govorili.
Hajde da napišemo jednačinu
Usvajanjem tehnološki i ekonomski izvodljivih proširenih tolerancija možemo postići
Unos Ak i T A to može se postići jednakost
Sa probabilističkom metodom
Da bi se osigurala potrebna točnost zaporne karike u metodi upravljanja, veličina minimalnog koraka kompenzatora ne smije prelaziti toleranciju zaporne karike:
Ako je jednako može se definisatipotreban broj koraka kompenzacije
Rezultirajuća vrijednost N određuje potreban broj brtvi sa određenom marginom.
U fazama izrade i eksploatacije konstrukcije postaje neophodno rješavanje inverznih zadataka kada se parametri završne karike izračunaju iz poznatih (zadatih) parametara svih sastavnih karika dimenzionalnog lanca. U fazi projektovanja rješavaju se inverzni problemi kako bi se provjerila ispravnost rješenja direktnih zadataka.
U metodi uklapanja, potrebna tačnost završne karike dimenzionalnog lanca postiže se uklanjanjem određenog sloja materijala sa kompenzatora kako bi se postigla veličina kompenzacione karike. Da bi se to postiglo, kompenzacijska karika kompenzatorskog dijela se isporučuje u sklop s unaprijed određenim dopuštenjem, koji se uklanja metodama obrade kako bi se postigla potrebna vrijednost glavne veze. Ova metoda vam omogućava da uspostavite ekonomski izvodljive tolerancije za sve sastavne karike dimenzionalnog lanca. Međutim, treba napomenuti da se koristi samo u pojedinačnoj i maloj proizvodnji. Nedostaci metode uključuju povećanu cijenu montaže i povećanu složenost montažnih radova, kao i složenost planiranja i snabdijevanja proizvoda rezervnim dijelovima.
Da bismo asimilirali teorijske ovisnosti, pokušajmo riješiti dimenzionalni lanac jednostavnog čvora koristeći različite metode.
selektivno okupljanje
Suština selektivne montaže je da se spojni dijelovi izrađuju sa tehnološki izvodljivim i ekonomski izvodljivim tolerancijama. Proizvedeni dijelovi se mjere i sortiraju u grupe prema stvarnim dimenzijama. Montaža priključaka vrši se prema istoimenim grupama.
selektivno naziva se montaža proizvoda od dijelova, prethodno razvrstanih u grupe prema njihovim stvarnim veličinama. Ova metoda se koristi za različite veze, uključujući i pri rješavanju dimenzionalnih lanaca, a naziva se i metodom grupne zamjenjivosti. Selektivni sklop vam omogućava da povećate tačnost glavne karike dimenzionalnog lanca bez povećanja točnosti obrade sastavnih karika. Moguće je smanjiti točnost izrade komponentnih karika sklopa i selektivnim sastavljanjem dobiti potrebnu toleranciju dimenzije zatvaranja. C montaža čvorova se vrši iz istoimenih grupa. U nekim slučajevima, dobivanje proizvoda u masovnoj proizvodnji bez korištenja selektivnog sastavljanja općenito je nemoguće. Na primjer, kotrljajući ležajevi, kritični navoji sa smetnjama, precizne grupe klipova, pumpe za dizel gorivo i drugi visoko precizni proizvodi mogu se dobiti samo selektivnim sklapanjem.
Selektivni sklop se koristi:
Kako bi se povećala tačnost dimenzije zatvaranja bez smanjenja tolerancija na delovima koji čine sklop;
Kako bi se proširile tolerancije obrade uz zadržavanje specificirane točnosti veličine zatvaranja.
Glavna prednostselektivna montaža - smanjenje troškova i postizanje potrebne tačnosti parenja, čije je postizanje tehnološki teško ili nemoguće.
nedostatke selektivno okupljanje:
Dodatni troškovi za mjerenje dijelova, sortiranje, obilježavanje, skladištenje;
Pruža nepotpunu (grupnu) zamjenjivost.
Rad u toku nastaje kao rezultat različitog broja delova u istoimenim sortirnim grupama.
Racionalnost primjene u masovnoj i masovnoj proizvodnji.
primjer: moraju biti napravljeni za montažu sa navedenim zazorom.
![]()
Odaberite dimenzionalni lanac čvora:
gdje je n =3,broj veličina
m =1
n =1
Tolerancija zatvaranja
TA ∆ = ES ∆ - EI ∆ =0,7-0,1=0,6
Tolerancija komponenti
TAi =
Tai \u003d T 1 A 2 \u003d 300 mikrona
A 2 uvećanje, a 1 smanjenje. Za 2 dodijeliti toleranciju tijelu od nule i stoga A2 \u003d 20 + 0,3, uzet ćemo A kao vezu 1 prema jednačini ES ∆ =-
ES ∆ = ESA 2 - EIA 1 ; EIA 1 = ESA 2 - ES ∆
EIA 2 =0,3-0,7=-0,4 mm
ESA 2 = EIA 2 + TA 2 = -0,4 + 0,3 \u003d -0,1 mm
Tada je A 2 =
a) Uslovi montaže su se promenili i potrebno je dobiti TA∆=300 µm.
Možete naručiti novu seriju dijelova sa strožim tolerancijama.
Ali bez ponovne proizvodnje dijelova, možete podijeliti seriju u 2 grupe:
A 1 = 20 A 1 = 20 TA ∆ \u003d 300 mikrona
A 2 = 20 A 2 = 20 TA ∆ \u003d 300 mikrona
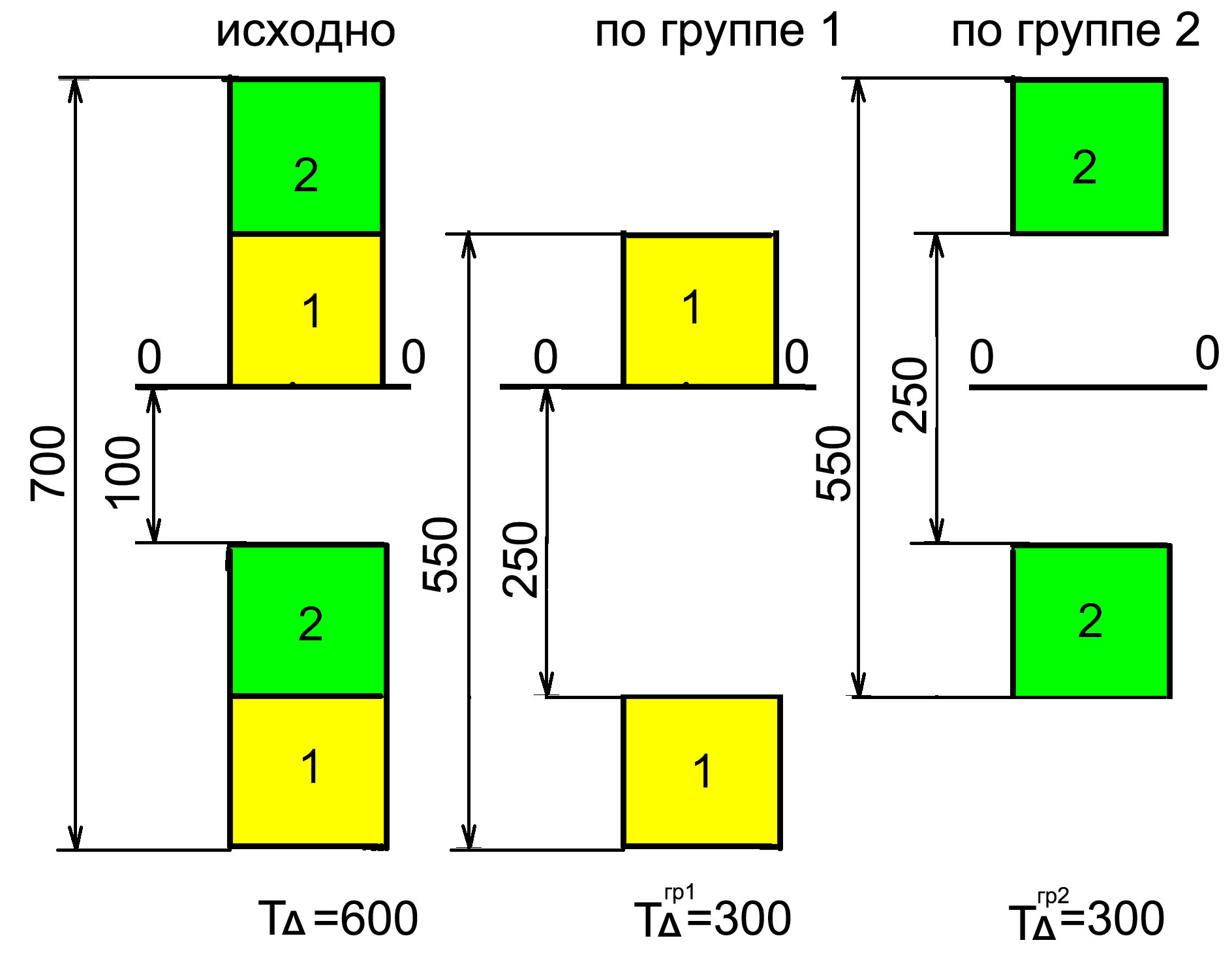
Ovo rješenje je dobiveno pod pretpostavkom da je broj osovina i rupa u grupama isti, što nije uvijek slučaj sa malom proizvodnjom, masovna proizvodnja vam omogućava da praktično prikupite 100% proizvoda.
b) uslovi proizvodnje su se promenili i ne dozvoljavaju proizvodnju proizvoda sa TA ∆=0,6 mm. U ovom slučaju, možete napraviti čvor sa TA ∆=1,2 mm, a zatim, na sličan način dijeleći seriju dijelova u 2 grupe, uđite u sklop TA ∆=0,6 mm.
Primjeri rješavanja problema dimenzionalnih lanaca raznim metodama
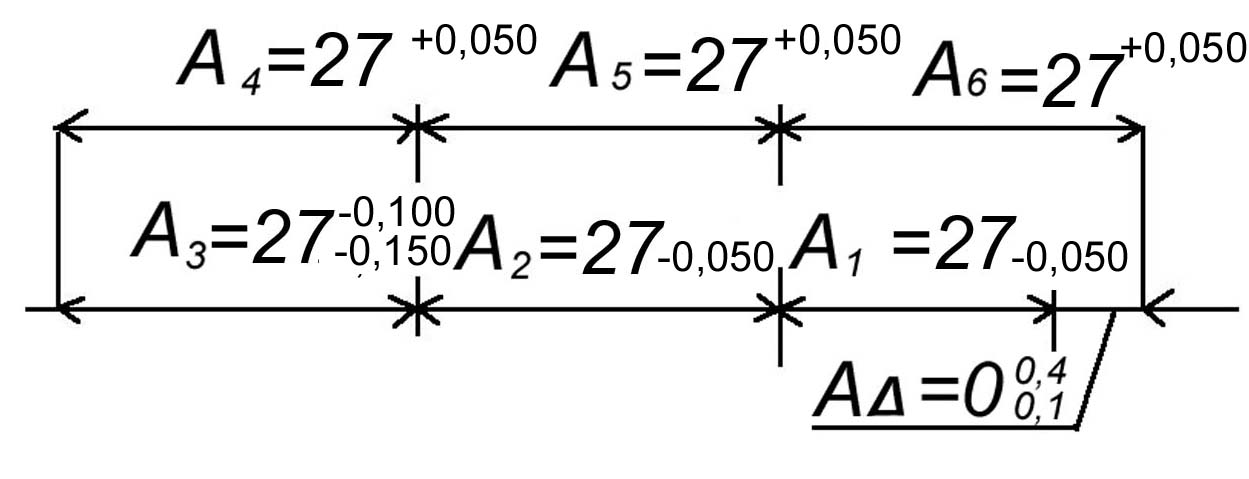
vježba :
Za čvor na prvoj slici, izvršite uporedni proračun dimenzionalnog lanca različitim metodama.
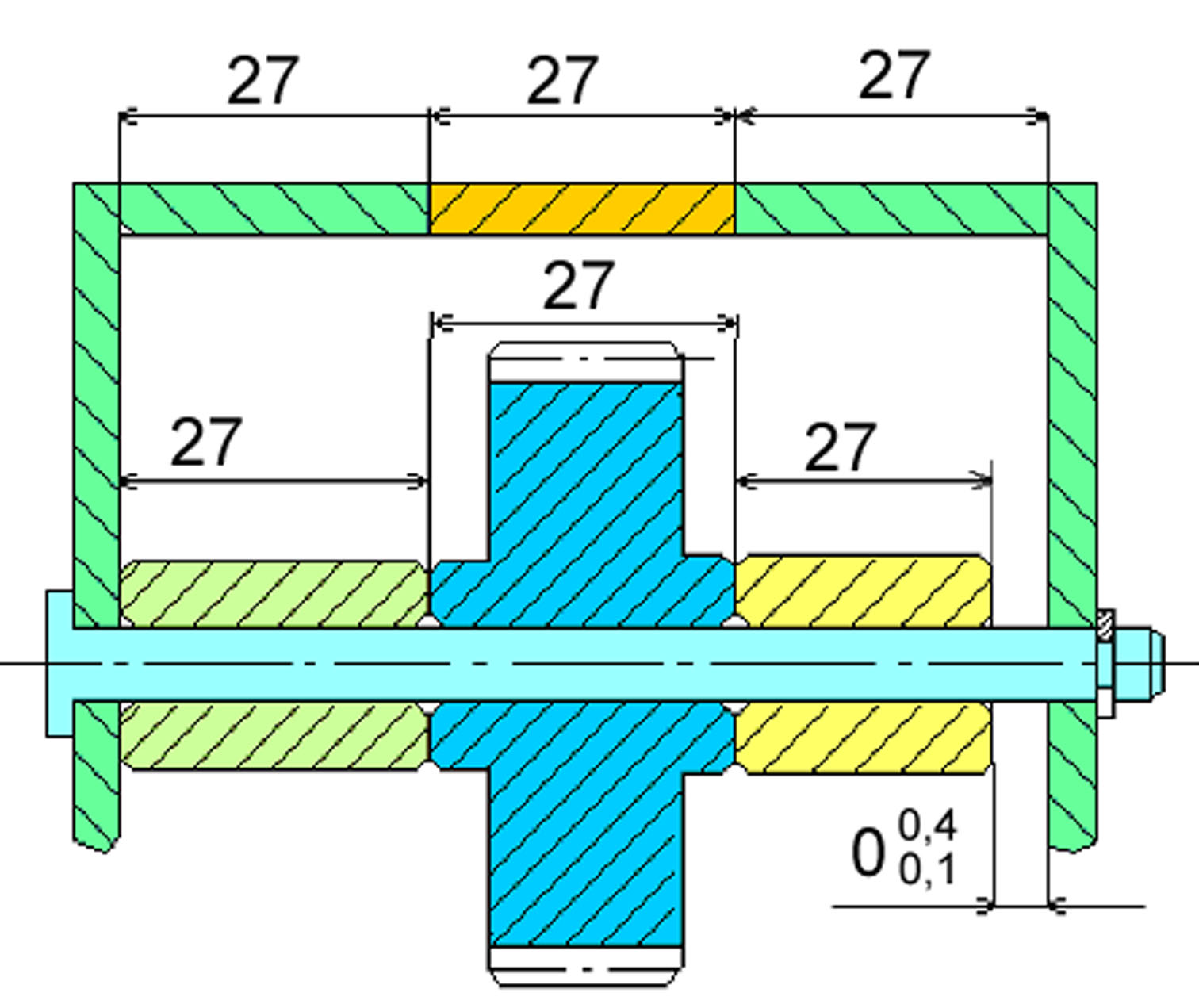
Slika. Čvor 1.
Odaberite dimenzionalni lanac iz čvora:
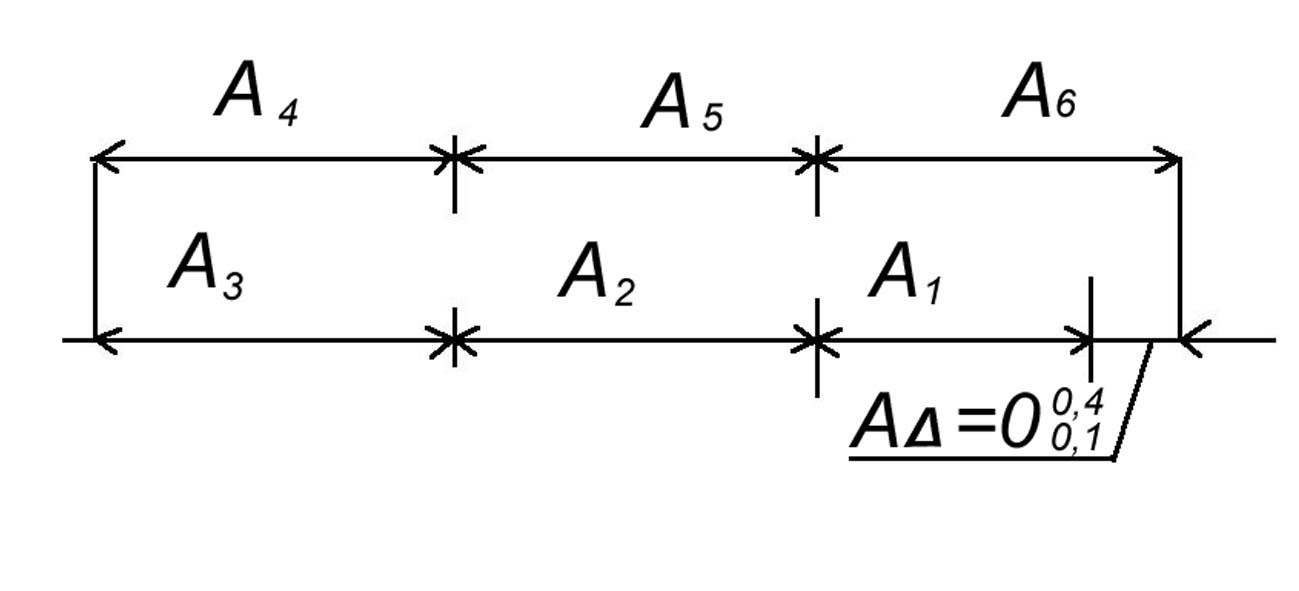
Slika. RC-A
Ukupne veličine u dimenzionalnom lancu n=7, n=m+p,
gdje je: m - povećanje, p - smanjenje
Povećanje dimenzija A 4, A 5, A 6, smanjenje veličine A 1, A 2, A 3
Metodom jednakih tolerancija
Primijenite formule:
TA i =TA D / (n-1), TA i =300 µm / (n-1) =50 µm
Koristimo jednačinu:
=
Odabravši veličinu povezivanja, prihvatamo opadajuću, dobijamo:
=
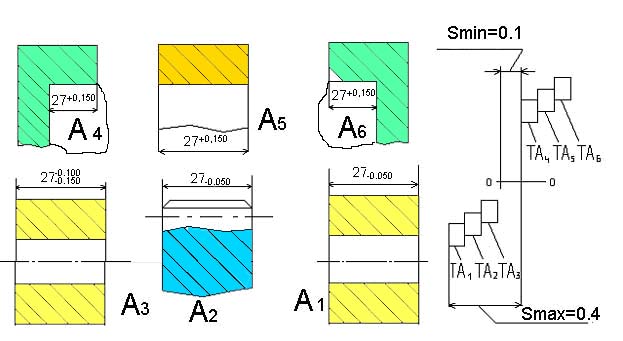
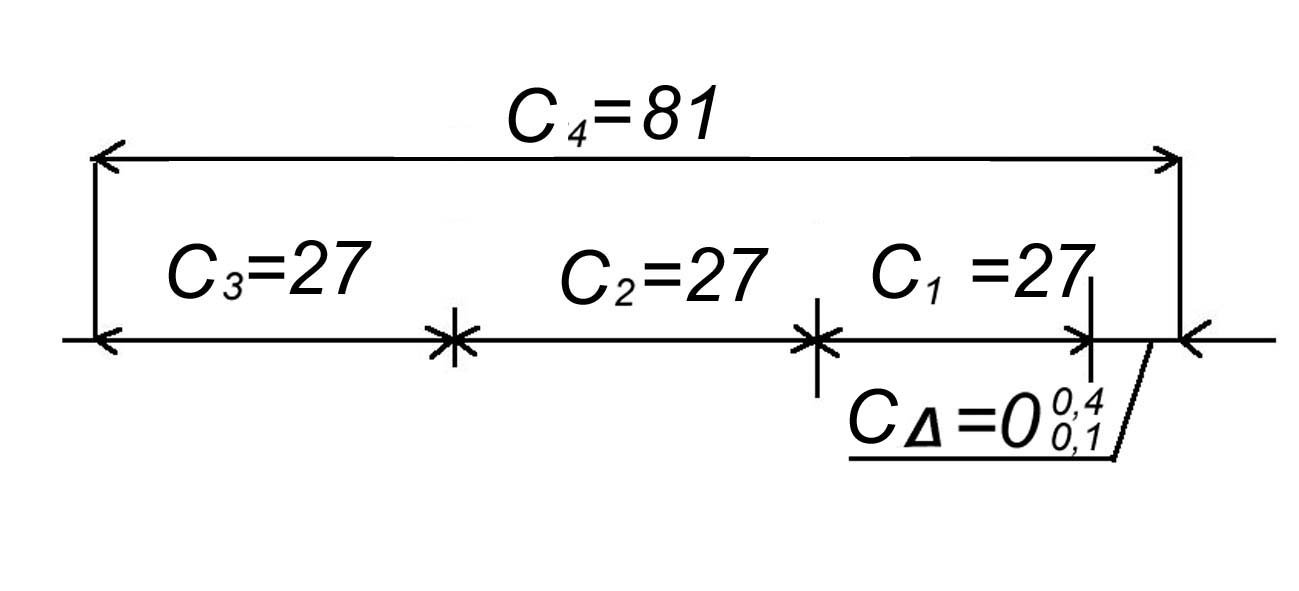
Hajde da grafički predstavimo položaj tolerancija, uzimajući ih u tijelo dijela za sve veličine, osim za vezu:
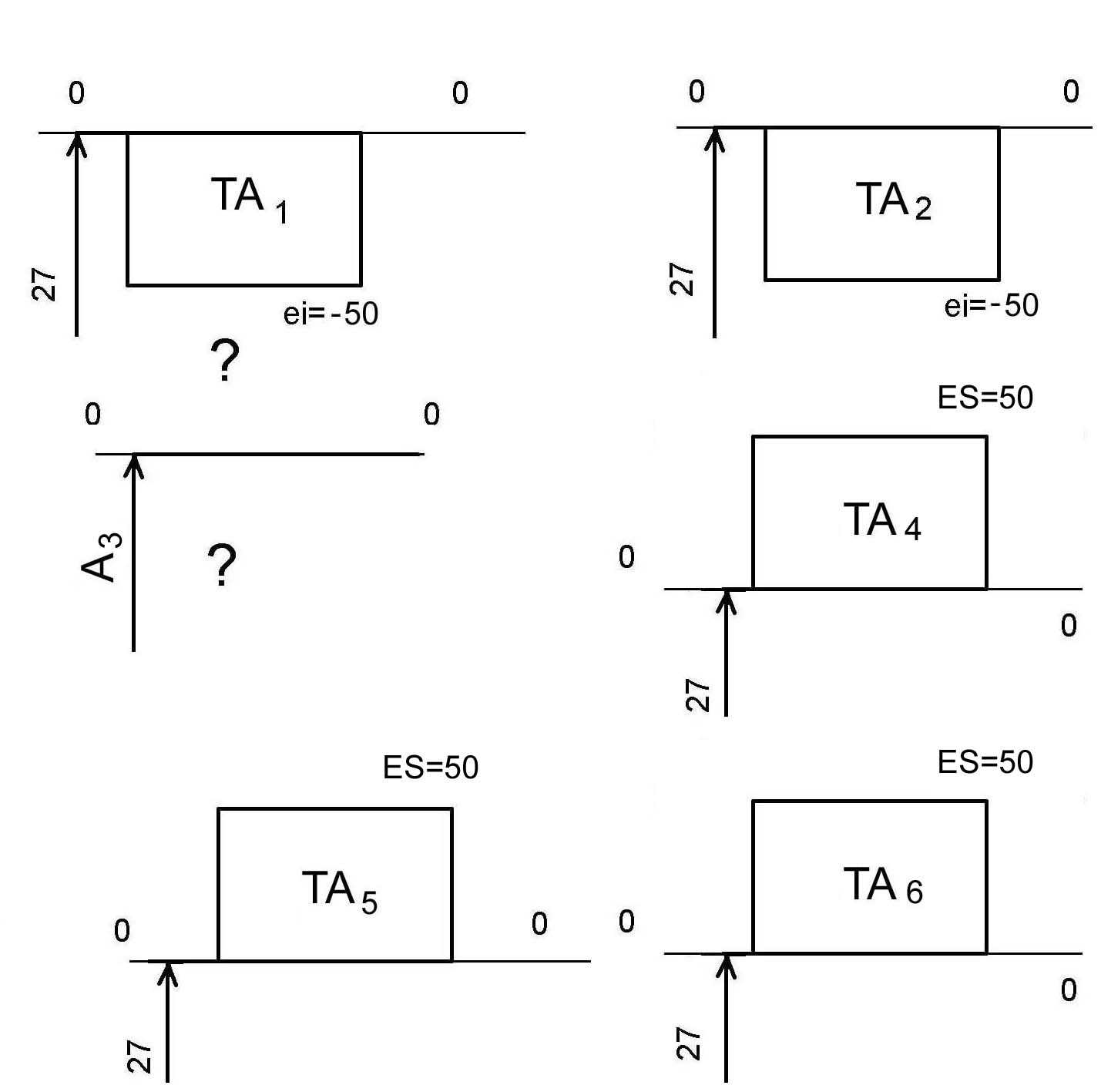
Slika. Polja-A
Nađimo njegovu najmanju vrijednost:
26,850
Slika. RTs-A sa odstupanjima
U sklopu, tolerancije se mogu grafički predstaviti kao:
Slika. Grafički lanac tolerancijskih polja A
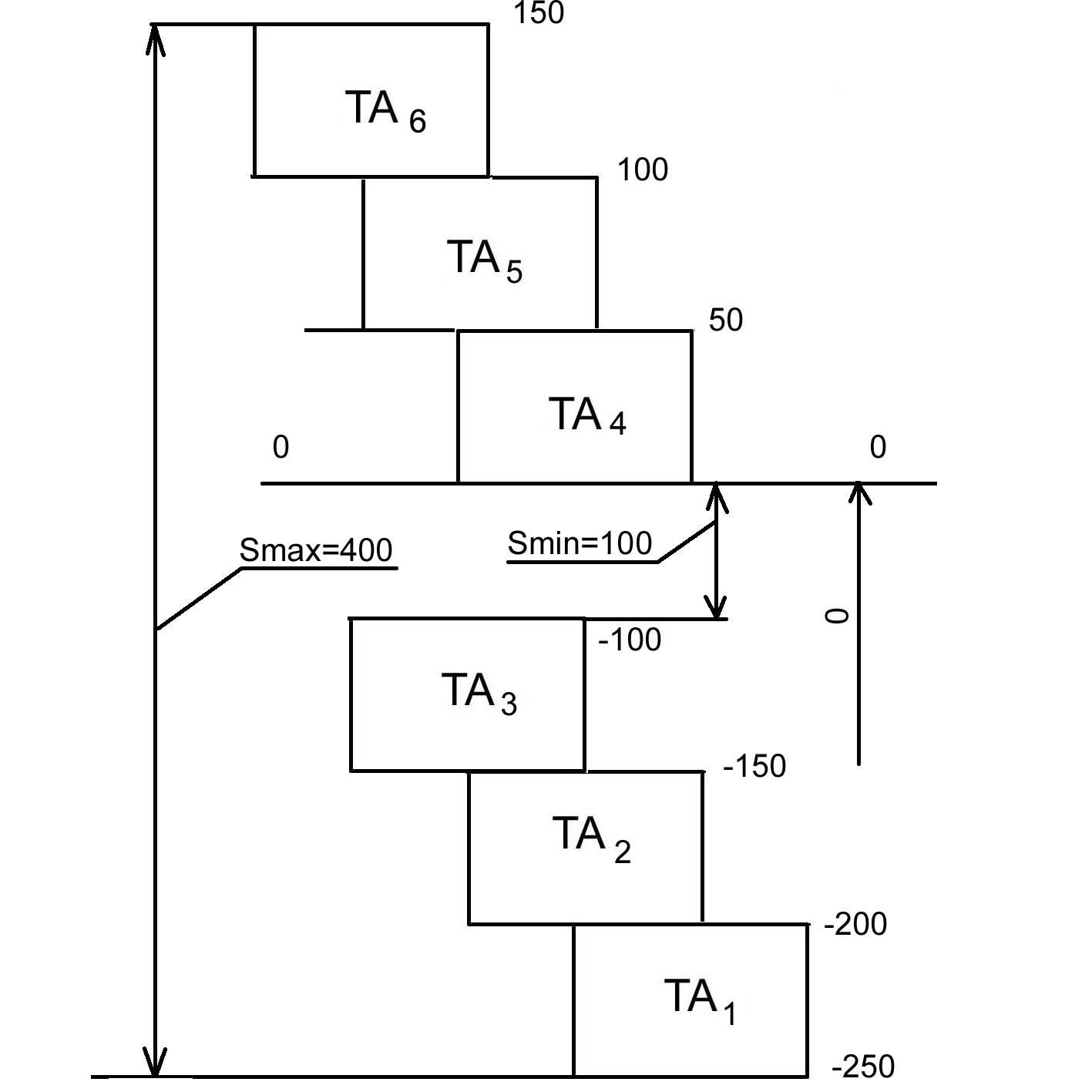
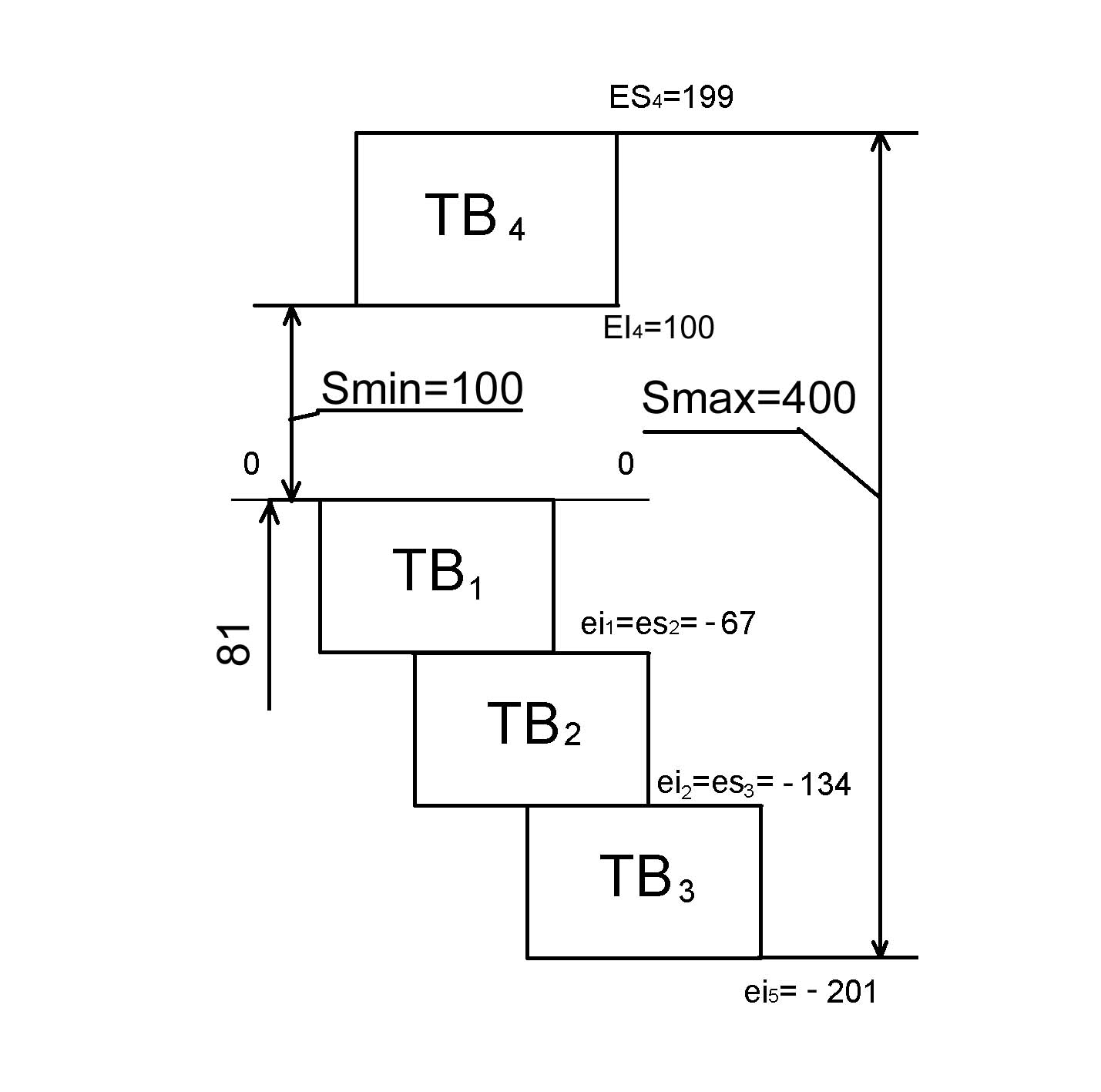
Zamislimo dijelove čvora 1 sa nominalnim dimenzijama i tolerancijama, pripremljene za montažu. Dobićemo u grafičkom lancu, kako je i bilo, naručeno: S max =400 µm i S min =100 µm.
Čaura Zupčanik Čaura
Slika. Sastavni dijelovi sklopa s dimenzionalnim tolerancijama i lancem njihove lokacije
Rješenje problema metodom tolerancija jednog kvaliteta - potpunog međusobnog mjerenja (MPV).
Isti problem ćemo riješiti, ali prema ovisnostima metode potpune zamjenjivosti, bez pronalaženja tolerancije za ovisnost metode jednog kvaliteta. Prilikom određivanja tolerancije, za dimenzionalni lanac "A" koristimo formulu za izračunavanje tolerancije kroz faktor tačnosti "a":
Potrebno je odrediti a i ja :
Pod pretpostavkom da je tačnost proizvodnje svih delova istog nivoa, možemo smatrati da su svi faktori tačnosti jednaki sri . Ovaj omjer se može dobiti:
Ako postoje dijelovi sa navedenim tolerancijama, tada formula poprima oblik:
Tolerancije gotovih delova, na primer, dobijene saradnjom. Nemamo specificirane tolerancije, tako da je drugi zbir u brojiocu nula. Tolerancija završne dimenzije će biti:
Sada će tolerancije dimenzija biti:
što odgovara prethodno dobijenom rezultatu metodom jednakih tolerancija.
U opštem slučaju, metoda tolerancije jednog kvaliteta podrazumeva prisustvo različitih veličina karika. Za prethodno razmatrani problem, pretpostavit ćemo da je tijelo jednodijelno i da mu je unutrašnja veličina 81 mm.
Za čvor 2, odaberite dimenzionalni lanac, označavajući ga "B":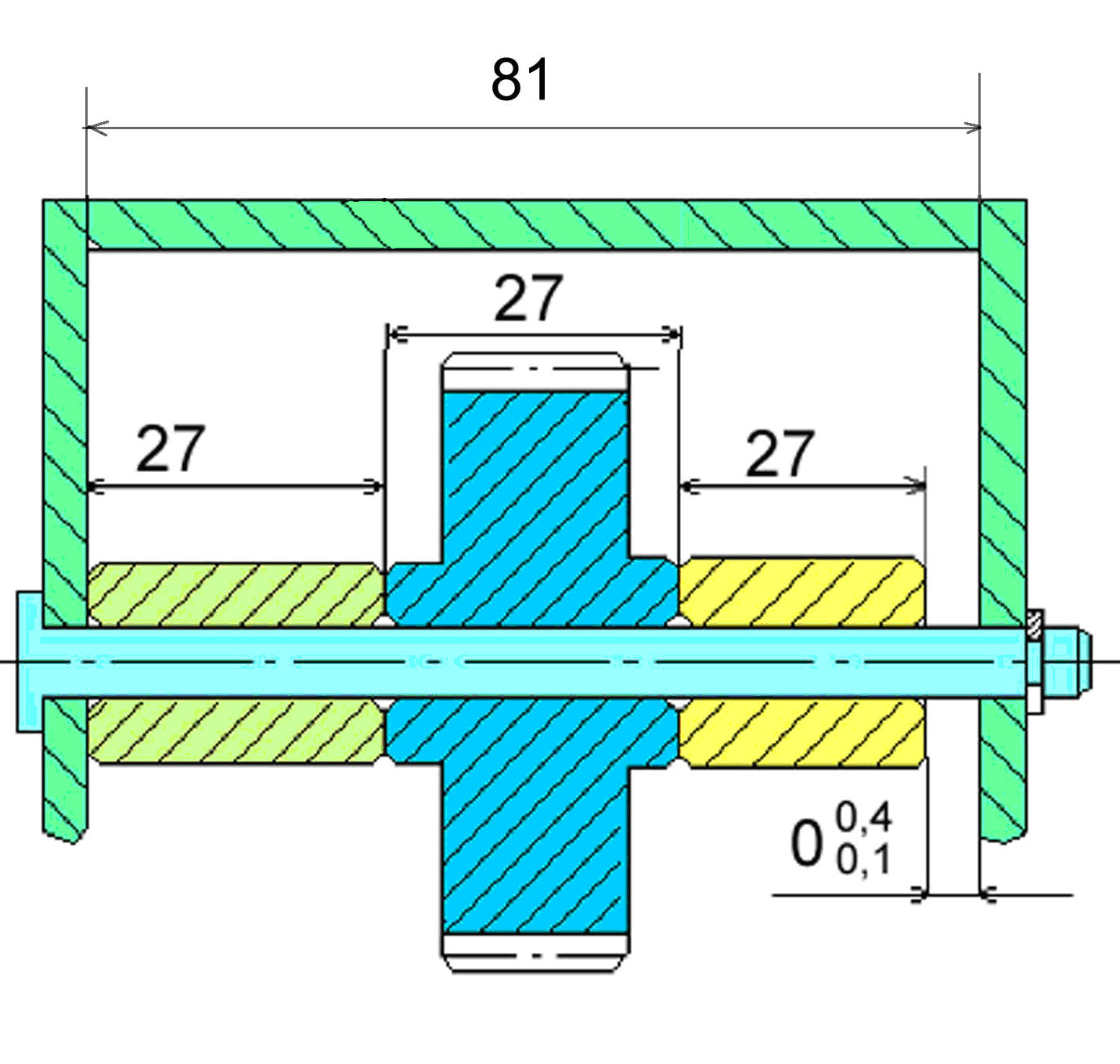
Slika. Čvor 2.
Sada će dimenzionalni lanac poprimiti oblik:
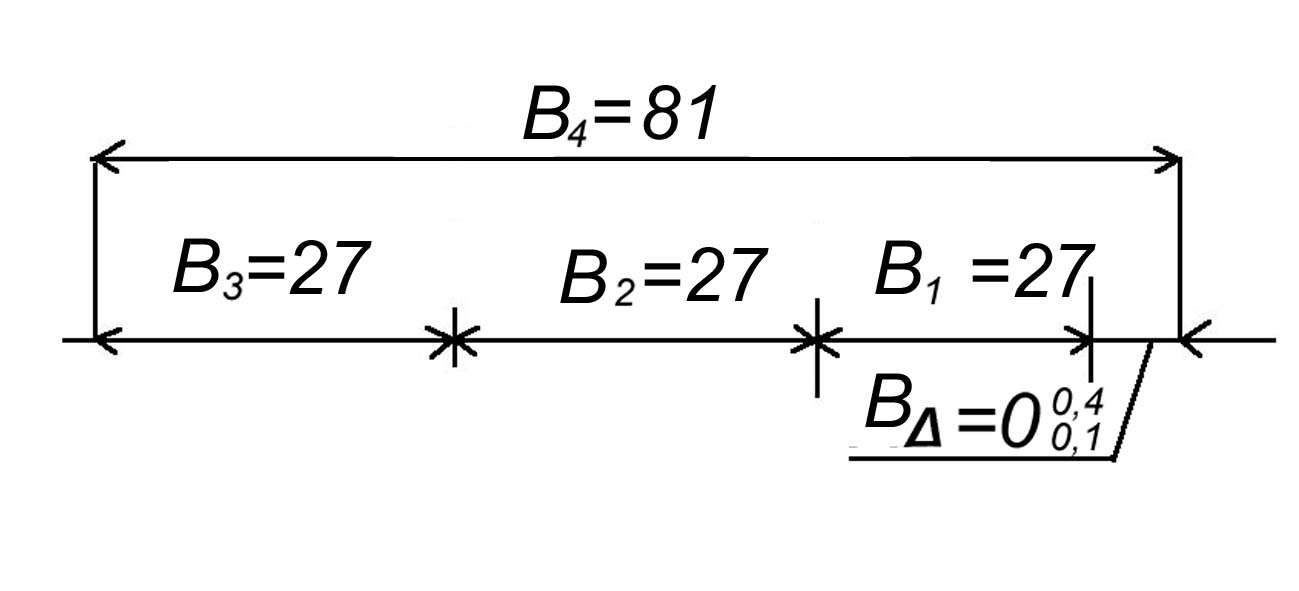
Slika. RC-V
Ne postoje veličine sa datim tolerancijama, stoga:
Provjerimo količinu tolerancije:
67,07+67,07+67,07+98,781=201,444+98,549=299,871
Zaokružujemo tolerancije na 67 i 99 mikrona, dobijamo:
67+67+67+99=300
Prihvatite tolerancije dimenzija B1, B2, B3 u tijelu dozvole, i B4 kao veličina povezivanja:
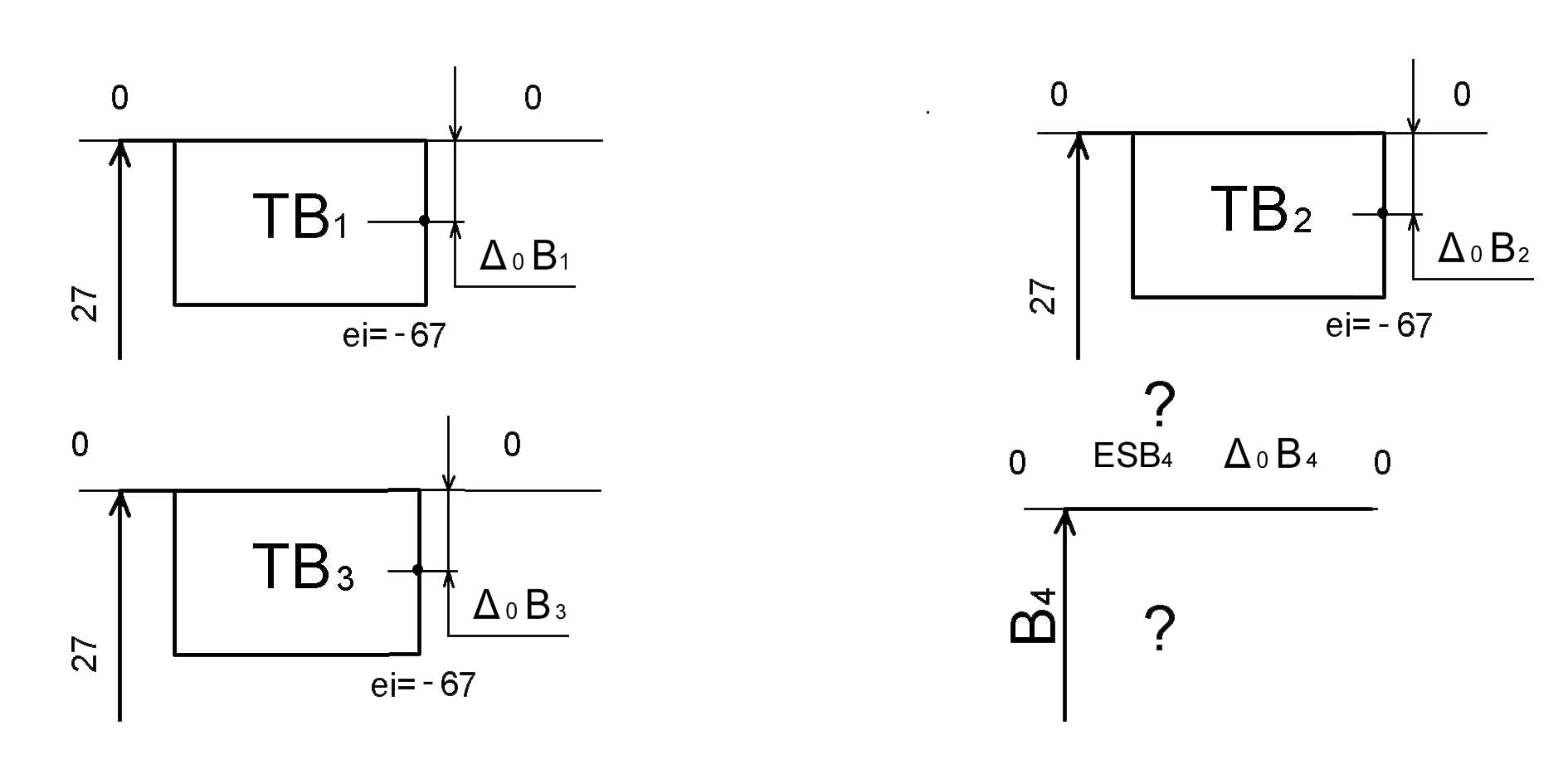
Slika. Polja-B
Koristeći jednadžbu za maksimalnu vrijednost završne dimenzije, dobijamo:
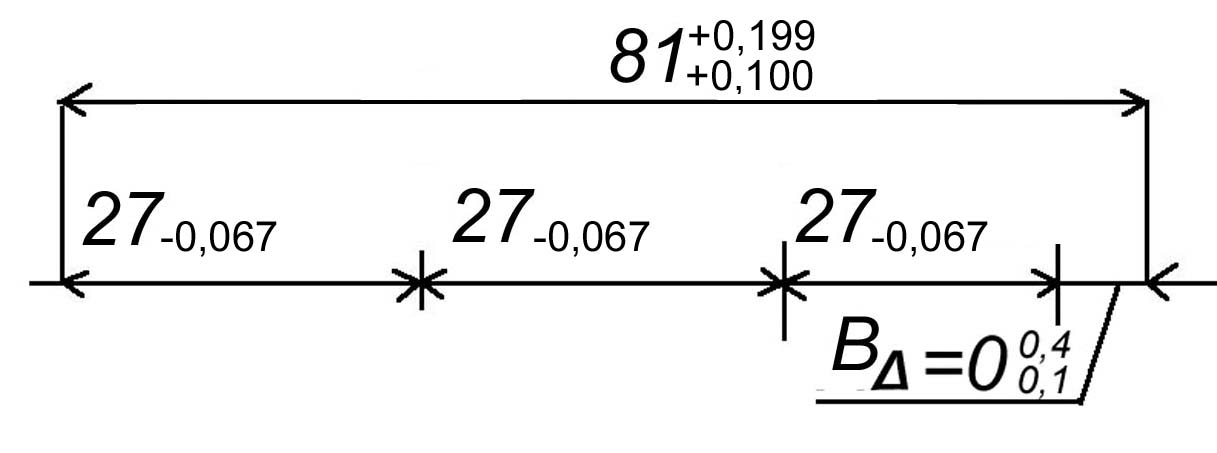
Slika. RC-V sa dimenzionalnim odstupanjima
Sada, grafički predstavite dobijeni rezultat i provjerite dobivene vrijednosti veličine zatvaranja:
Slika. Grafički lanac tolerancijskih polja B
Jednačine se također mogu provjeriti:
Prema rezultatima rješavanja jednačina i grafički, jasno je da je problem riješen, zar ne.
Izvršimo, međutim, dodatnu provjeru pomoću jednačine sredine polja tolerancije:
Ovdje je naznačeno 0 - sredina polja tolerancije odgovarajuće veličine.
Pronađimo sredinu polja poznatih tolerancija, s izuzetkom povezujuće, i označimo vrijednosti na slici:
Lokacija tolerancija je ista, dakle:
Odredite sredinu tolerancijskog polja završne dimenzije:
Zamjenom vrijednosti u jednadžbu, nalazimo sredinu polja tolerancije veličine povezivanja:
Prema grafičkoj provjeri također:
Odredimo odstupanja veličine povezivanja:
Odredimo prosječnu vrijednost zazora, kroz tolerancije duž grafičkog lanca: (100 + 199) / 2 + (0 + 201) / 2 = 149,5 + 100,5 = 250 mikrona
Rješenje problema probabilističkom metodom (PTM).
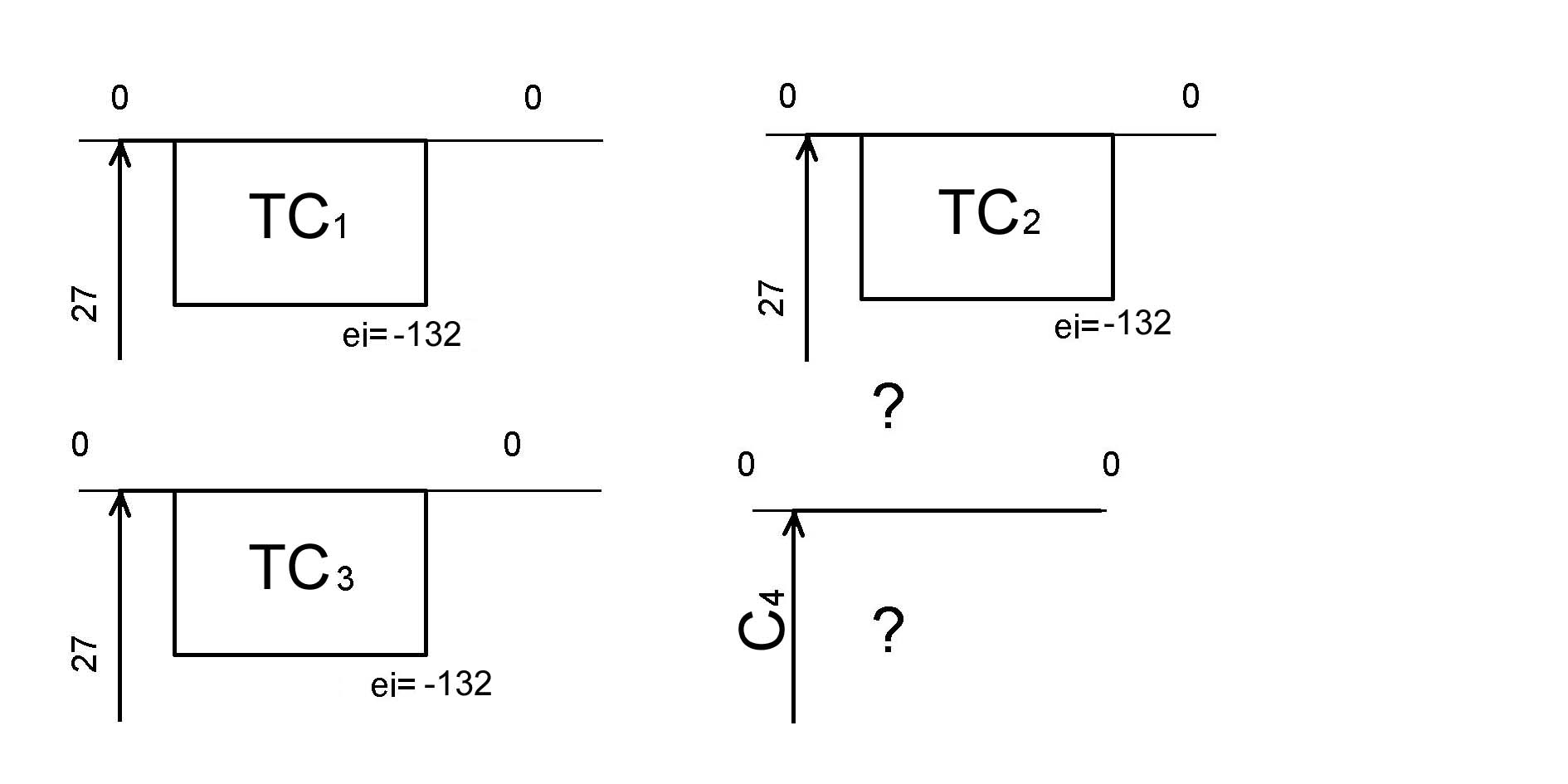
Za čvor 2, odaberite dimenzionalni lanac, označavajući ga "C":
Slika. RC-S
Problem se može riješiti probabilističkom metodom, za koju će veza završne veličine sa komponentama biti:
Faktor tačnosti "a" će imati oblik:
Kvalitet je već veći nego u MPV-u, a možete izračunati tolerancije i prikazati položaj polja, za sve veličine, osim za povezivanje:
Slika. Polja C
Koristimo jednačinu:
i definirati toleranciju dimenzije povezivanja:
,
Odredimo sredinu polja tolerancije sastavnih karika RC-a i završnu veličinu kako bismo koristili jednadžbu:
Zapisujemo jednadžbu središta tolerancijskih polja u terminima tolerancija dimenzija:
Vrijednost prosječnog vjerovatnog jaza će biti:
Konačni dimenzionalni lanac će biti:
Slika. Lanac konačnih dimenzija "C"
Kao što vidite, prosječna veličina zazora od 250 μm ostala je ista kao što je bila u otopini metodom pune zamjenjivosti (FIC), ali su tolerancije značajno porasle.
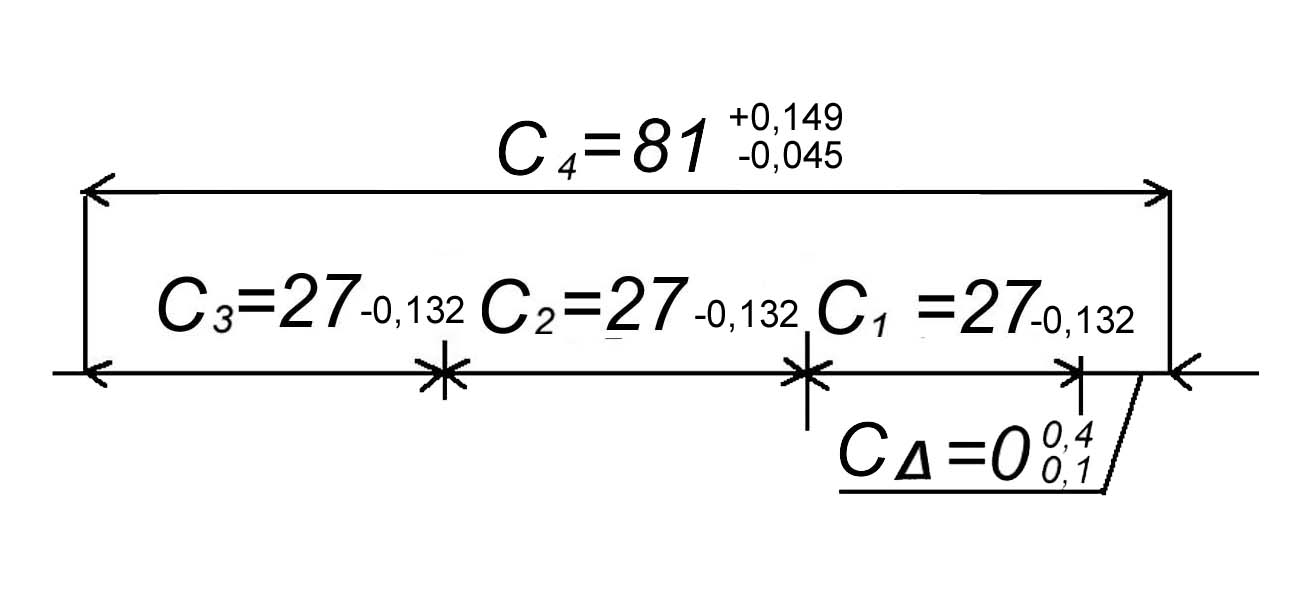
Rezultati proračuna probabilističkom metodom (PTM) mogu se grafički prikazati:

Slika. LANAC SA
Procjenom omjera tolerancija dobijamo koeficijent proširenja tolerancije, za TVM u odnosu na MPV: K 1 \u003d K 2 \u003d K 3 \u003d 132/67 \u003d 1,97 K 4 \u003d 193/99 \u003d 1,94 K up =(1,97+1,94)/2=1,95. Sada je dovoljno prisjetiti se krivulje zavisnosti tolerancije T i cijene dijelova C da primijetimo da će troškovi proizvodnje pasti ne 2 puta, već mnogo više s vjerovatnoćom da se jedinica ne sastavi na nivou od 0,27 % (samo 3 sklopa na 1000 neće biti sastavljena). I, naravno, nema sumnje da su se gubici u 3 gradnje već isplatili.
Slika. Omjer tolerancije i cijene
Rješavanje problema metodom kompenzacije
Slika. NODE 3L
Nazovimo dimenzionalni lanac" L »

Slika. KRUG L1
Ako jedna od veličina već ima odstupanja, postavimo veličinu L 2 set =27 0,150, tada će tolerancija veličine biti 0,3, ali tolerancija zatvaranja je također 0,3. Zamjenom vrijednosti u zavisnost za koeficijent tačnosti, dobijamo nesigurnost.
Rezultirajuća 0 u brojiocu ne dozvoljava nam da riješimo problem....
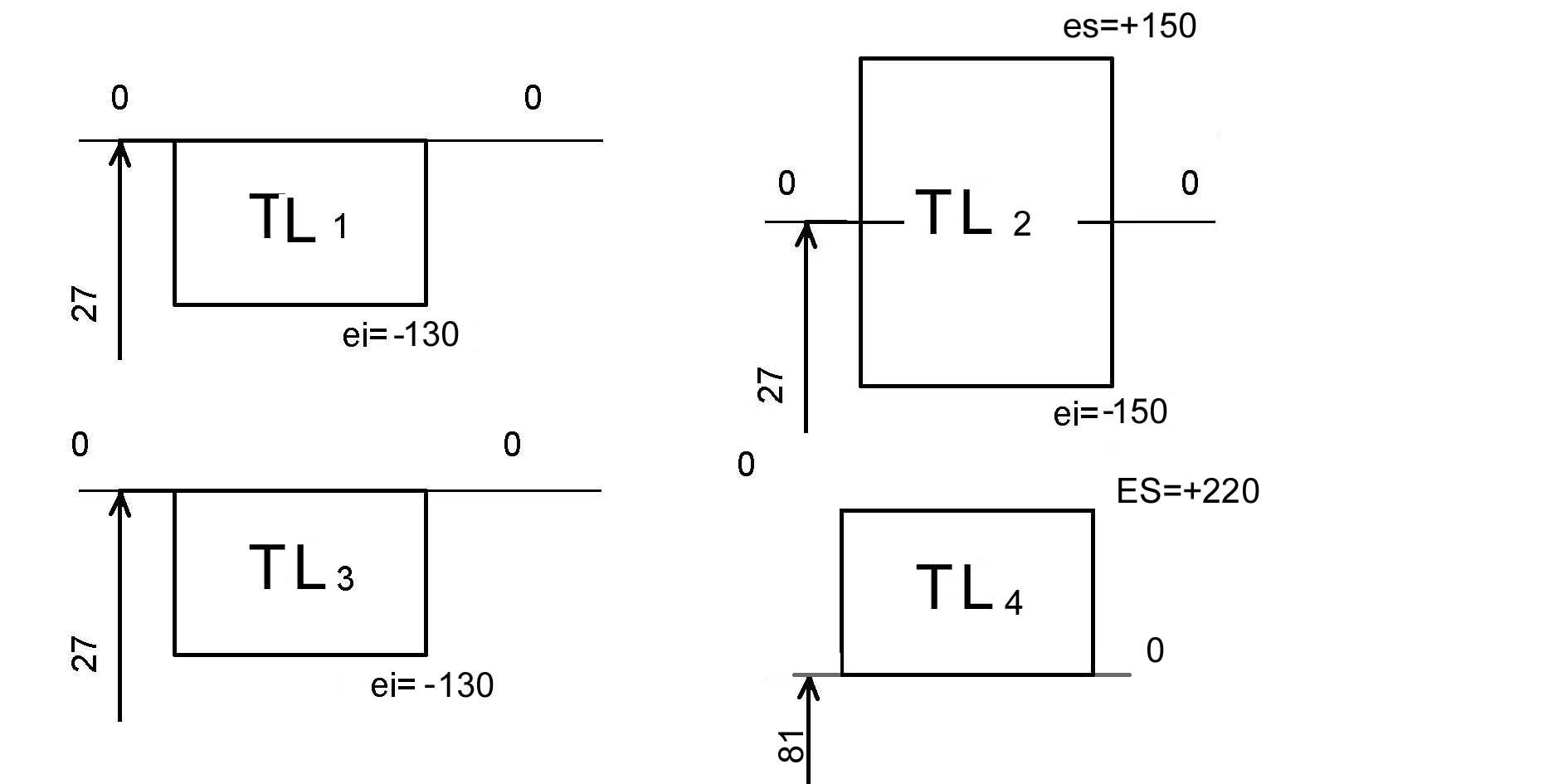
Prihvatamo tolerancije u tijelu dijelova za L1, L3, L4 za 11 kvalifikacija i odredite njihove vrijednosti prema tabelama standarda:
TL 1 = TL 3 = 130 TL 4 = 220
Slika. LANAC L1 sa dimenzionalnim odstupanjima
Obratite pažnju da:
L 1 , L 3 - pokrivene dimenzije, dakle, dodjeljivanjem tolerancije tijelu dijela, dobijamo 27-0,130
L 4 – dimenzija zatvaranja, dakle 81+0,220
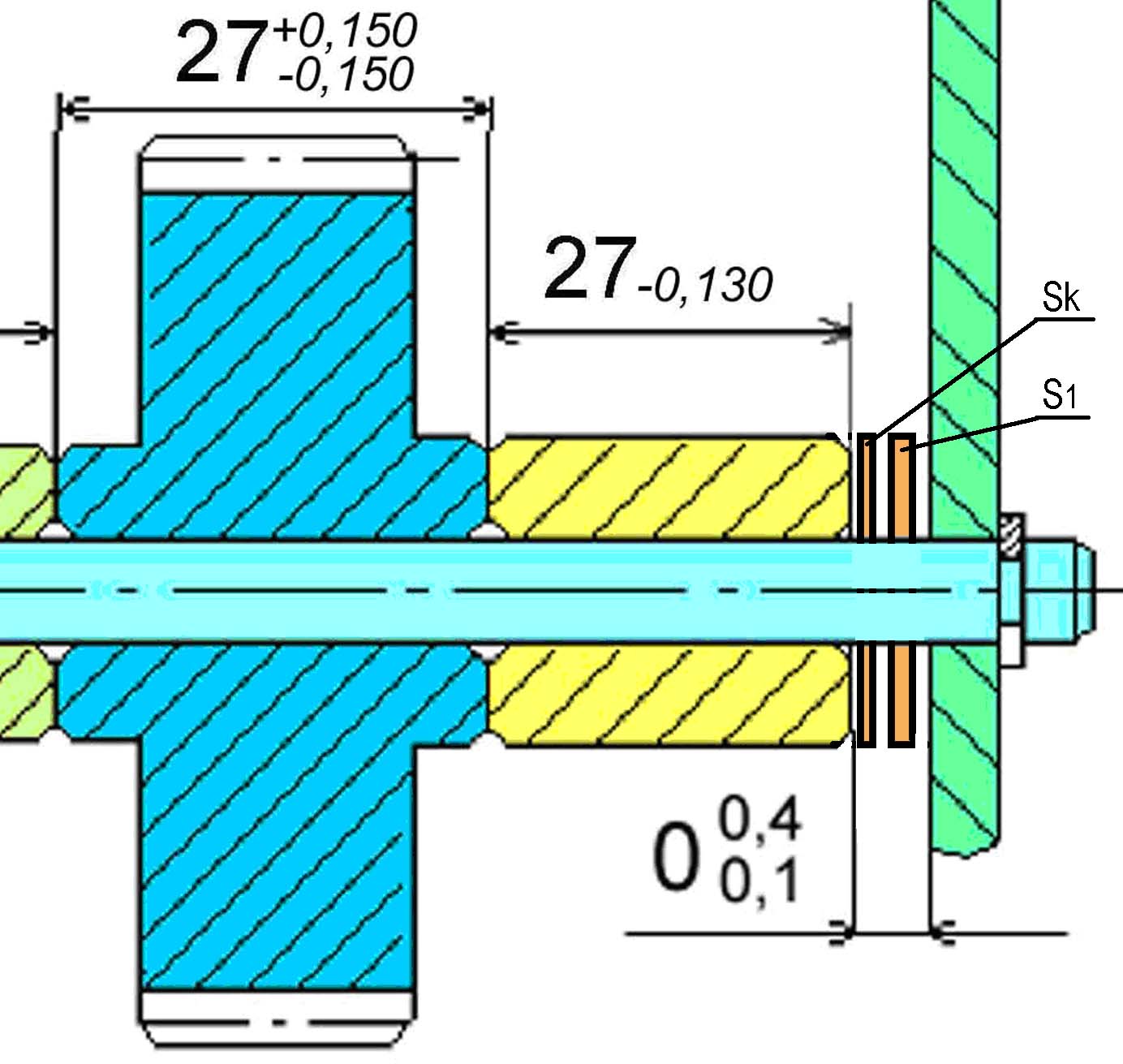
Slika. Čvor sa pokretnim kompenzatorom
Da bi se osigurala glatka kompenzacija, potrebno je pripremiti spoj s malim aksijalnim posmakom (na primjer, s navojem s olovkom P = 0,5 mm, granica kompenzacije će se odabrati ~ po 1 okretaju). Da bi se osigurala potrebna veličina zatvaranja, potrebno je zategnuti kompenzacijski čep dok se razmak ne zatvori, a zatim odvrnuti 1/2 okreta, čime će se dobiti veličina zatvaranja od 250 µm, što je sredina polja tolerancije veličine zatvaranja. Zatim je potrebno pripremiti navojnu rupu u šupljini matice za pričvršćivanje i pričvrstiti je vijkom M4. U suprotnom, vibracije mogu olabaviti vezu i uzrokovati neusklađenost.
Kao što se može vidjeti, iako je takvo rješenje zgodno, tehnološki zahtijeva posebnu jedinicu, koja je glomazna, iako se lako podešava. U konstrukcijama je često prikladnije koristiti krute dilatacijske spojeve, čiji se broj može izračunati.
Po MPV-u?
Ne možeš odlučiti.
Slično TVM-u, dodjeljujemo L 1 L 2 L 3 prema IT 11,
TA 1 = TA 3 = 130
TA 4 = 220
Slika. FIELDS L
ali TLΔ d.b. jednako TL i
hajde da proverimo:
300 130 + 300 + 130 + 220. 300 780
da bismo zadovoljili jednakost, uvodimo kompenzator i zapisujemo
T L Δ = L A i - TL do TL do = TL i - TLΔ
TL k = 780 -300 \u003d 480
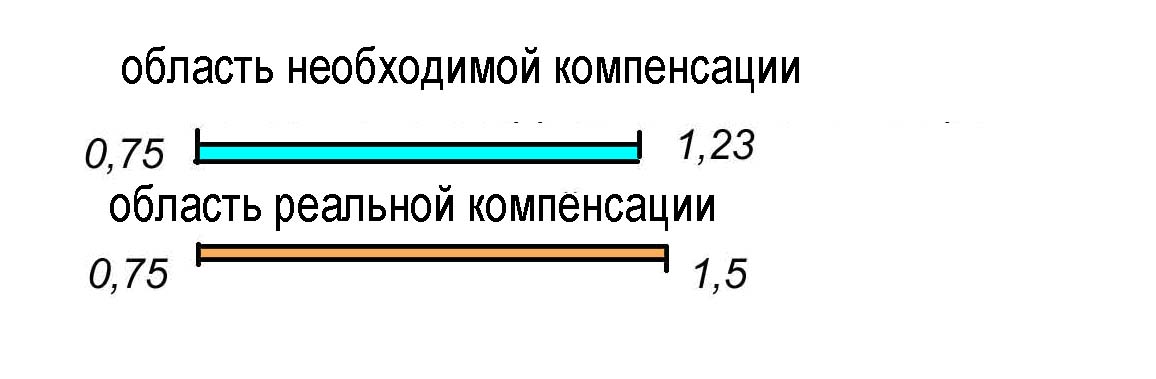
(81,0 + 0,220) – ((27,0 – 0,130) + (27,0 – 0,150) + (27,0 – 0,130)) – 0,400
81.220 – (26.830 + 26.850 + 26.870) – 0.400
0.230
81 - (27 + 27.150 + 27) - 0,1
81 - (81.150 + 100)
0,250 negativni kompleks?
![]()
Slika. Polje za kompenzaciju 1
Dakle, u jednom slučaju dodajte brtve, u drugom - uklonite 250 mikrona
Rezultirajuća varijanta rješava problem samo djelimično, jer -0,250 će se morati smanjiti…, a +230 vodi ka prelasku L .
Smanjimo veličinu L1 1 mm i sada. L 1 = 26 mm.
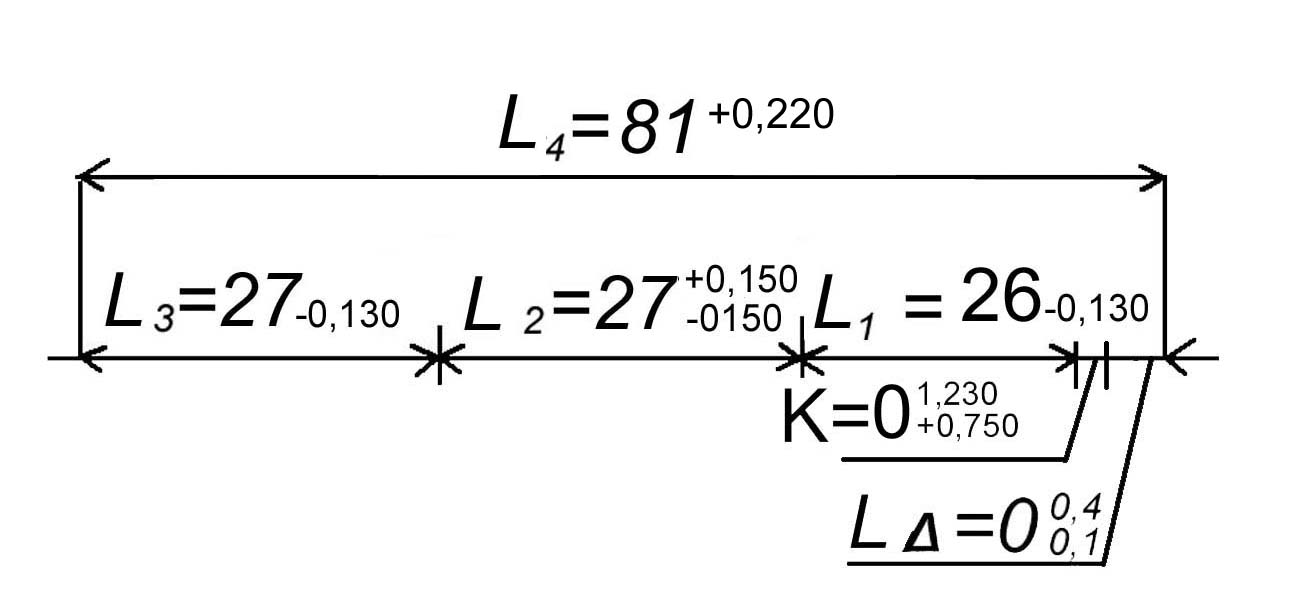
Slika. Završni lanac L
onda:
81.220 – (26.830 + 26.850 + 25.870) – 0.400
81.220 – 79.990 = 1,23 mm
81 - (27 + 27.150 + 26) - 0,1
0.750
T L k = 1,23 - 0,750 = 0,480 mm
Slika. Polje za kompenzaciju 2
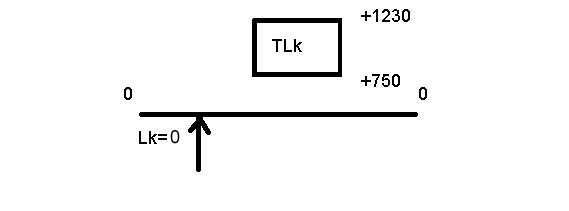
Debljina prve trajne brtve odgovara minimalnoj kompenzaciji S 1=0,750 mm.
Broj koraka kompenzacije
ako je potrebno, treba zaokružiti.
Sada odredimo debljinu ekspanzijskih jastučića, ako je njihov broj poznat i moraju, kada se koriste, stati unutar zatvarača veličina:
postoji prema R 20, ali je bolje uzeti S = 0,25 mm prema R 10,
zatim N
zaokruženo će biti 2.
Sada je jasno da se kompenzator sastoji od jedne trajne zaptivke 0,750 mm i dva zamjenjiva 0,250 mm.
Po nadoknadi ćemo dobiti sljedeće veličine:
Provjerimo usklađenost s nejednakošću:
Slika. Područje kompenzacije
Zaključak:
Kao što vidite, najveće tolerancije sastavnih karika u kompenzatorskoj metodi (MC). Prati ga probabilistička metoda (PTM). Najveće tolerancije u metodi pune zamjenjivosti (CEM). Ova metoda je dobra, ali preskupa. Metoda kompenzacije zahtijeva prilagođavanje uvođenja dodatnih dijelova, pa čak i sklopova, ali široke tolerancije u masovnoj proizvodnji nadoknađuju sve troškove, u drugim slučajevima je racionalno koristiti MPV i TVM.
Ostali povezani radovi koji bi vas mogli zanimati.vshm> |
|||
| 3864. | mikrovalna Mikrotalasna elektronska kola | 901.27KB | |
| Tipični primjeri volumno raspoređenih kola su talasovodi, rezonatori i slični elementi mikrotalasne tehnologije. Klasa linearno raspoređenih kola uključuje dvožične i koaksijalne vodove ... | |||
| 1849. | Analiza električnog kola upravljačkog sistema | 242.12KB | |
| Broj varijante posla Broj slike Parametri električnog kola Analizirajte električni krug upravljačkog sistema. Označite čvorove kruga i struje grana; označite ulazne i izlazne signale; Odrediti prijenosnu funkciju četveropola; Odrediti i grafički predstaviti karakteristike amplitudno-frekventnog i fazno-frekventnog odziva; Prema dobijenoj diferencijalnoj jednadžbi, konstruisati blok dijagram ... | |||
| 3876. | Ohmovi i Kirchhoffovi zakoni. DIJAGRAM POTENCIJALA ELEKTRIČNOG KOLA | 14.47KB | |
| Sažetak rad U procesu izvođenja radova mjere: jačinu struje napona na elementima u nerazgranatom kolu i provjeravaju Ohmov zakon; jačinu naponske struje na elementima u složenom kolu i provjeriti Kirchhoffove zakone; provjeriti principe superpozicije za linearni krug. Potencijali u kolu se analitički određuju i uspoređuju s eksperimentalnim podacima. Priprema za rad Kako su formulisani prvi i drugi Kirchhoffov zakon Zašto se pri izračunavanju kola broj nezavisnih jednačina sastavlja ... | |||
| 9446. | Ulazna kola radio prijemnika različitih dometa | 2.52MB | |
| Uzimajući u obzir ove napomene, ulazni krug se može definirati kao dio visokofrekventne VF putanje dizajniran za koordinirani prijenos signala od antene do ulaza narednih stupnjeva i potiskivanje bočnih prijemnih kanala sa izuzetkom susjednog kanala. .; niska brojka buke; konstantnost parametara u opsegu; mali uticaj promene antene na rad radija. Za simetrične vibratore čija je geometrijska dužina mnogo manja od četvrtine valne dužine, vrijede sljedeće relacije: otpor impedancije antene ... | |||
| 5552. | Primena MathCad sistema za proučavanje linearnog električnog kola sinusoidne struje | 308.97KB | |
| Svrha ovog kursa je korištenje MthCd sistema za proučavanje linearnog električnog kola sinusoidne struje. U radu se istražuje utjecaj frekvencije napona napajanja na amplitudu ulazne struje električnog kola. Ciljevi nastavnog rada: objedinjavanje svih prethodno stečenih znanja u MthCd sistemu i njihova primena u praksi, učvršćivanje teorijskih znanja MthCd paketa o analizi i proračunu električnih kola naizmenične struje... | |||
| 1694. | 1.44MB | ||
| Sadrži konvertorski uređaj (PRU), definiran kao električni uređaj koji pretvara vrstu struje, napon, frekvenciju i mijenja kvalitet električne energije, dizajniran za stvaranje kontrolnog efekta na elektromotornom uređaju. | |||
Predavanje 6
5. Dimenzionalni lanci
Plan
Opće informacije o dimenzionalnim lancima.
Vrste dimenzionalnih lanaca
Problemi proračuna dimenzionalnih lanaca
Numerički primjer projektnog proračuna dimenzionalnog lanca
Zamjenjivost je određena ne samo preciznošću parnih veza, već često i ukupnom preciznošću kompleksa strukturnih elemenata (mašina, uređaja).
Dimenzionalni lanac (RC) - skup dimenzija vezanih za proizvod, direktno uključenih u rješavanje problema (dizajn, tehnološki, mjerni) i formiranje zatvorene petlje (lanca). Svaka veličina je karika u takvom lancu.
U svakom DC-u uvijek postoji jedna karika, koja se zove zatvorna, koja se fizički dobije posljednja (tokom proizvodnje, montaže ili mjerenja). Prilikom postavljanja problema za izračunavanje RC-a, ova veza je početna.
Rice. 5.1. Dijagram mjernog lanca
Dakle, za slučaj mjerenja veličine A Δ prikazan na Sl. 5.1 detalji, ova veličina je karika za zatvaranje, jer se može odrediti samo nakon mjerenja drugih dimenzija lanca koji se ovdje formira - zatvorene konture dimenzija A 1 - A Δ - A 3 - A 2 - A 1.
Dijagram dizajna koji ilustruje sklop RC prikazan je na sl. 5.2. Osnova ovog dizajna je telo 1. Ima dva čvora za centriranje (2 i 2"), koji obezbeđuju centriran položaj u odnosu na njih osetljivog elementa 3 inercijalnog uređaja (sistem za održavanje njegovog položaja koaksijalno sa čvorovima 2 i 2" se ne razmatra). Završna karika u odgovarajućem dimenzionalnom lancu (slika 5.3) je ukupni razmak (A Δ "+ A Δ "").
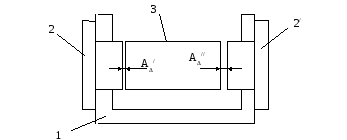
Rice. 5.2. Šema rasporeda rasporeda sistema aksijalnog magnetnog centriranja plovka osjetljivog elementa: 1 - tijelo; 2, 2 / - čvorovi za centriranje; 3 - centrirani element.
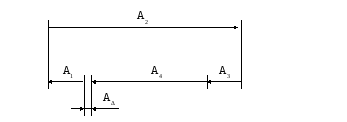
Rice. 5.3. Šema dimenzionalnog lanca dizajna rasporeda aksijalnog sistema za centriranje
Ostale dimenzije RC-a - sastojci. Svi su oni u odnosu na završnu (početnu) vezu podijeljeni na povećanje i smanjenje dimenzije (veze), u zavisnosti od toga da li se završna dimenzija povećava ili smanjuje sa povećanjem veze razmatrane komponente.
Najelementarniji poseban slučaj RC-a je spoj osovine i rupe (razmotrite pozitivan zazor):
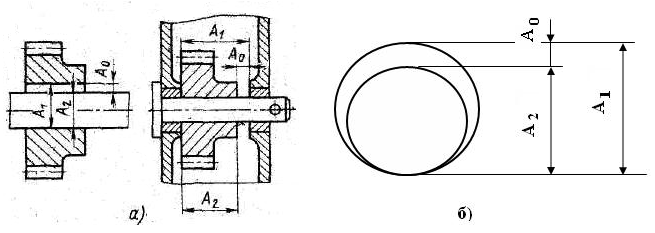
Rice. 1.5.4. Prikaz doskoka kao posebnog slučaja RC: A 1 - veličina rupe, A 2 - veličina osovine, A 0 - zazor (master link); a) šeme dizajna; b) RC šema
Dimenzionalni lanac (RC) se zove linearno ako su njegove veze linearne dimenzije. Dimenzionalni lanci, čije su karike ugaone dimenzije, nazivaju se ugaoni dimenzionalni lanci. Dimenzionalni lanac naziva se ravan ako sve njegove karike leže u jednoj ili više paralelnih ravnina. Prostorni lanac naziva se dimenzionalni lanac čiji se sve ili dio karika nalazi u neparalelnim ravninama.
Najjednostavniji su jednodimenzionalni (kolinearni) linearni RC (sl. 5.1, 5.3, 5.4, b). Ako RC veze nisu locirane paralelno, tada se A j uzima kao projekcija odgovarajućeg vektora na liniju završne dimenzije.
Problemi proračuna dimenzionalnih lanaca
Operativna svojstva mašina, instrumenata i mnogih drugih proizvoda zavise uglavnom od završne karike RC. Za završnu vezu treba odrediti interval (A Δe, nm, A Δe, nb) operativnih dozvoljenih vrijednosti tokom izrade projekta. Preciznost sastavnih veza RC-a igra podređenu ulogu: intervali dozvoljenih vrijednosti ovih veličina trebaju se postaviti na osnovu navedenog intervala (A Δe, nm, A Δe, nb). Sasvim ispravno, završna karika se naziva i početna.
Glavni zadatak koji treba riješiti u fazi projektiranja (zadatak projektnog proračuna DC): odrediti intervale dozvoljenih vrijednosti za dimenzije sastavnih karika prema datom intervalu (A Δe, nm, A Δe, nb) operativno dozvoljenih vrijednosti završne karike. Ovaj problem (koji se naziva i problem sinteze) se takođe može formulisati u odnosu na granična odstupanja.
Ako su granična odstupanja dimenzija komponenti poznata (kao rezultat rješavanja projektnog problema), tada se radi provjere njihove usklađenosti s intervalom (A Δe, nm, A Δe, nb) rješava inverzni problem.
Proračunski omjeri potrebni za rješavanje zadataka DC
Početni omjer povezivanja paralelnih karika:
 , (5.1)
, (5.1)
gdje je m broj rastućih veličina; p je ukupan broj veza (zajedno sa originalom).
Iz (5.1) slijede izrazi za najveću i najmanju vrijednost A Δ:
 ; (5.2)
; (5.2)
 . (5.3)
. (5.3)
Dakle, na osnovu definicije tolerancije T veličine A kao
T = A nb – A nm (5.4)
lako je dobiti formulu koja se odnosi na tolerancije svih veza:
 . (5.5)
. (5.5)
Odnosno, tolerancija završne karike jednaka je zbroju tolerancija sastavnih karika, što ima potpuno očigledno značenje: nemoguće je postići visoku ukupnu tačnost izrade, montaže, merenja bez odgovarajuće visoke tačnosti elemenata koji čine rezultat ovih procesa.
Da bi se riješili problemi RC-a, također je potrebno imati relacije koje povezuju granična odstupanja karika. Oni se takođe mogu izvesti iz početnih izraza (5.2), (5.3), uzimajući u obzir činjenicu da
A j nb = A j + E s (A j); A j nm = A j + E i (A j), (5.6)
gdje su E S , E i gornja i donja granica odstupanja.
 ; (5.7)
; (5.7)
 . (5.8)
. (5.8)
Sada možete riješiti problem izračunavanja RC-a. Treba naglasiti da se gore dobivene formule koriste za rješavanje problema podliježe potpunoj zamjenjivosti (metoda maksimum-minimum).
Metode rješavanja problema projektnog proračuna jednosmjerne struje
Ovdje je potrebno, prvo, rasporediti toleranciju završne karike između sastavnih karika, i, drugo, dodijeliti granična odstupanja. Prvi dio zadatka može se obaviti na dva načina:
Jednake tolerancije;
Ekvivalentne tolerancije.
Jednostavnije, ali istovremeno i grublje - metoda jednakih tolerancija:
T j \u003d T cf \u003d T Δ / (p-1),  (5.9)
(5.9)
Dobivenu vrijednost treba zaokružiti na standard(e), a zatim provjeriti uvjet
 .
.  . (5.10)
. (5.10)
Ova metoda daje dobre rezultate samo za RC sa sličnim komponentnim jedinicama. Ako se dimenzije komponenti lanca značajno razlikuju po veličini, tada će se i kvalifikacije njihove točnosti uvelike razlikovati. Na primjer, tolerancija IT = 25 µm odgovara 9. razredu za veličinu od 3 mm i 5. razredu za veličinu od 400 mm. Takva razlika u ocjenama tačnosti je neekonomična (na kraju krajeva, kao što je već napomenuto, svaka preciznija ocjena se daje uz nelinearno rastuću cijenu).
Prilikom rješavanja problema na neki način ekvivalentne tolerancije nastojati postići tolerancije dimenzija komponenti za iste kvalifikacije. Dakle, tolerancija svake veze mora sadržavati isti broj n jedinica tolerancije.
Ovdje polazimo, dakle, od formule
IT j = n cf * i j (A) , (5.11)
gdje je i j (A) jedinica tolerancije veličine A.
Odavde se nalazi željeni broj jedinica tolerancije kao
 . (5.12)
. (5.12)
Rezultirajuća vrijednost n cf omogućava odabir broja kvalifikacija tako da uvjet (5.10) bude zadovoljen.
Nakon što se zadaju tolerancije, ostaje pronaći granična odstupanja. Najpogodnije je to učiniti slijedeći dobro poznato pravilo: polje tolerancije svake od dimenzija ženskih unutrašnjih elemenata je tolerancijsko polje glavne rupe (slika 5.5, a), polje tolerancije svake od dimenzije muških vanjskih elemenata su tolerancijsko polje glavne osovine (slika 5.5, b) , a polja tolerancije karika koja nisu vezana ni za osovine ni za rupe smatraju se simetričnima u odnosu na liniju nazivne veličine (sl. 5.5, c). Ovo pravilo se mora primijeniti na sve veličine komponenti, s izuzetkom jedne - povezivanja ili rezerve. Dva granična odstupanja ove rezervne veze ostaju nepoznata, određena iz dvije jednačine.
Rice. 5.5. Do izbora graničnih odstupanja sastavnih karika dimenzionalnog lanca (proračunski proračun)
Dato. Dimenzioni lanac (sl. 5.3), koji se odnosi na dizajn prikazan na sl. 1.5.2. Vrijednost magnetnog razmaka A Δ je podešena u sljedećem radnom opsegu: 40 ≤ A Δ ≤ 150 µm. Nazivne dimenzije:
A 1 \u003d A3 \u003d 10 mm; A 2 \u003d 80 mm; A 4 \u003d 60 mm.
Potrebno je odrediti granična odstupanja E i (A j) - ?, E s (A j) - ?
Odluka. Broj jedinica tolerancije n cp izračunava se po formuli (5.12) sa sljedećim vrijednostima jedinica tolerancije i j:
i 1 \u003d i 3 \u003d 0,9 mikrona; i 2 = i 4 = 1,9 μm.
n cp = 110 / 5,6 = 19,6.
Dobiveni broj daje razlog da se uzmu tolerancije za kvalifikacije 7 i 8. Neka je IT 1 = IT 3 = 22 mikrona (8. kvartal); IT 2 = IT 4 = 30 µm (Q7)
Σ IT j = 104 µm, što je približno 6% manje od širine datog operativnog intervala.
Sada je potrebno odrediti granice tolerancijskih polja E i (A j) - ?, E s (A j) - ?
Označimo A 2 kao veznu (rezervnu) kariku (razmak između krajnjih površina tijela). Za veličinu A 4 prihvatićemo tolerancijsko polje glavnog vratila (slika 5.5), a za veličine A 1, A 3 - tolerancijska polja koja su simetrična u odnosu na liniju nazivne veličine.
Jednačine (5.7), (5.8) u predmetnom slučaju imaju oblik:
E S Δ \u003d E S2 - E i1 - E i3 - E i4;
E i Δ \u003d E i2 - E S1 - E S3 - E S4.
Iz ovih jednačina određuju se nepoznate E S2 i E i2:
E s2 = 150 – 22 – 30 = 98 µm; E i2 = 40 + 22 + 0 = 62 µm.
Tolerancija T = 36 µm je zaokružena na standard IT = 30 µm.
Književnost
Belkin V.M. Tolerancije i slijetanja (Osnovni standardi zamjenjivosti). - M.: Mashinostroenie, 1992. - 528 str.
Dunin-Barkovsky I.V. Zamjenjivost, standardizacija i tehnička mjerenja. - M.: Izdavačka kuća standarda, 1987. - 352 str.
Yakushev A.I. Zamjenjivost, standardizacija i tehnička mjerenja. - M.: Mashinostroenie, 1986.
Stroj ili mehanizam sastavljen od odvojenih dijelova normalno će raditi samo ako je svaki dio napravljen sa navedenom točnošću i ispravno zauzima svoje mjesto među ostalim dijelovima, obavljajući svoje funkcije. Potreban položaj površina dijelova i njihovih osa u odnosu na ostale dijelove u sastavljenom proizvodu osigurava se proračunom dimenzionalnih lanaca.
Dimenzionalni lanac- ovo je skup međusobno povezanih dimenzija koje čine zatvorenu petlju i direktno su uključene u rješavanje problema. Dimenzionalni lanci mogu biti: projektantski, tehnološki, mjerni. Dizajnerski dimenzionalni lanac se sastavlja da bi se riješio problem obezbjeđivanja tačnosti pri projektovanju proizvoda, tehnološki da bi se rešio problem obezbeđenja tačnosti u proizvodnji, a merni kada se mere veličine koje karakterišu tačnost proizvoda.
Osnova za sastavljanje i proračun linearnih i ugaonih dimenzionalnih lanaca je RD 50-635-87.
Sve veličine uključene u dimenzionalni lanac nazivaju se karike i označene su jednim velikim slovom ruske abecede s odgovarajućim indeksom. Karike dimenzionalnog lanca podijeljene su na komponente i zatvaranje. Može postojati samo jedna završna veza. Ovo je karika koja se dobija posljednja kao rezultat rješavanja problema u izradi dijela ili sklopa montažne jedinice, kao i prilikom mjerenja. Može postojati različit broj konstitutivnih veza, određen svrhom proizvoda i rješenjem zadatka.
Slika 9.1 prikazuje primjere najjednostavnijih troveznih dimenzionalnih lanaca, gdje su A 1 i A 2 sastavne veze; A Δ je završna karika.
Sastavne veze utiču na završnu vezu na različite načine. U zavisnosti od ovog uticaja, dele se na rastuće i opadajuće.
uveličavanje nazivaju takve veze, s povećanjem veličine kojih se zatvarajuća veza povećava, i smanjenje one sa povećanjem u kojima se zatvarajuća karika smanjuje.
Na slici 9.1, veza A 1 raste, A 2 opada. U složenijim dimenzionalnim lancima zgodno je koristiti pravilo zaobilaženja zatvorene petlje. U tu svrhu završnoj karici se daje proizvoljan pravac sa strelicom postavljenom iznad oznake veze (slika 9.2) i zaobilaze se svi linkovi, počevši od završne, tako da se formira zatvoreni tok pravaca. Tada će sve karike koje imaju smjer strelica na dijagramu dimenzionalnog lanca isti kao i završna će se smanjivati, a sve ostale će rasti.
Ako je završna karika uvijek postavljena u smjeru samo lijevo, tada će pri prelasku zatvorene petlje sve sastavne veze sa smjerom strelica lijevo biti opadajuće, a sa smjerom strelica udesno - povećanje. Ovaj poseban slučaj općeg pravila obilaska zatvorene petlje se često koristi.
U zavisnosti od relativnog položaja karika, dimenzionalni lanci se dijele na linearne (sa paralelnim karikama), ravne i prostorne. Svi dimenzionalni lanci se izračunavaju pomoću formula za linearne lance. Prostorno dimenzionalni lanci dovode do ravnih, a ravni do linearnih tako što se dimenzije lanca projektuju u jednom smjeru, koji se obično koristi kao smjer završne karike.
Proračun dimenzionalnih lanaca je obavezan korak u projektovanju mašina. Pomaže u osiguravanju zamjenjivosti, poboljšanju kvalitete proizvoda i smanjenju složenosti proizvodnje. Proračun dimenzionalnih lanaca je pronalaženje tolerancija i maksimalnih odstupanja svih karika lanca na osnovu zahtjeva dizajna i tehnologije proizvodnje.

Prilikom rješavanja dimenzionalnih lanaca razlikuju se dva zadatka:
Potrebno je odrediti nazivnu veličinu, toleranciju i granična odstupanja zaporne karike prema poznatim nazivnim veličinama i graničnim odstupanjima izlaznih karika. Ovaj problem se naziva inverznim problemom i često se koristi za verifikacione proračune. Ima nedvosmisleno i prilično jednostavno rješenje.
Potrebno je odrediti toleranciju i granična odstupanja svih sastavnih karika prema poznatim nazivnim dimenzijama karika, toleranciju i granična odstupanja glavne karike. Ovaj problem se naziva direktnim. Prilično je komplikovan i ima nekoliko rješenja.
Dimenzionalni lanci se mogu riješiti metodama koje daju različite rezultate. Dakle, u RD 50-635-87 predviđene su sljedeće metode: puna zamjenjivost (maksimum - minimum); nepotpuna zamjenjivost (koristeći odredbe teorije vjerovatnoće); grupna izmjenjivost; fit method; metoda regulacije.
Prihvaćene oznake:
A 1 A 2 ... A j - oznaka i nazivna veličina karika dimenzionalnog lanca A;
A Δ - oznaka i nazivna veličina završne karike dimenzionalnog lanca A;
A j - rastuća j-e komponenta dimenzionalnog lanca A;
A j - redukujuća j-e komponenta karika dimenzionalnog lanca A;
Kompenzujuća j-e komponenta karika dimenzionalnog lanca A;
n je broj rastućih veza;
p je broj reducirajućih veza;
m - 1 - ukupan broj sastavnih veza: n + p \u003d m - 1;
m je broj karika dimenzionalnog lanca;
E S A Δ - gornja granica odstupanja završne karike dimenzionalnog lanca A;
E i A Δ - donja granica odstupanja završne karike dimenzionalnog lanca A;
E S A j- gornje granično odstupanje sastavne karike dimenzionalnog lanca A;
E i A j- donja granica odstupanja sastavne karike dimenzionalnog lanca A;
TA Δ - tolerancija završne karike dimenzionalnog lanca A;
TA j- tolerancija j-ro karike dimenzionalnog lanca A;
E sa A Δ - koordinata sredine polja tolerancije završne karike dimenzionalnog lanca A;
E c A j- koordinata sredine polja tolerancije j-ro sastavne karike dimenzionalnog lanca A;
E C V A Δ - koordinata sredine lutajućeg polja završne karike dimenzionalnog lanca A;
E cv A j je koordinata sredine lutajućeg polja j-ro komponentne karike dimenzionalnog lanca A;
E m A Δ - koordinata centra grupisanja završne karike dimenzionalnog lanca A;
E m A j- koordinata centra grupisanja j-ro komponentne karike dimenzionalnog lanca A;
V k - iznos naknade;
λ - relativna standardna devijacija;
t Δ - faktor rizika;
α - koeficijent relativne asimetrije;
ξ A j- prijenosni odnos j-ro karike dimenzionalnog lanca A;
N je broj koraka veličine fiksnog kompenzatora;
p je procenat rizika.
Osnovne formule za proračun [ 33 ]
Nazivna veličina završne karike dimenzionalnog lanca A određena je formulom:
 , (9.1)
, (9.1)
gdje je j \u003d 1,2, ... m serijski broj karike dimenzionalnog lanca; ξ A j- prijenosni odnos j-ro karike dimenzionalnog lanca A.
Ovisno o vrsti dimenzionalnog lanca, prijenosni omjer može imati različit sadržaj i značenje. Tako, na primjer, za lance linearnih dimenzija (lanci sa paralelnim karikama), omjeri prijenosa su:
ξ j= 1 za povećanje konstitutivnih veza;
ξ j= -1 i za smanjenje sastavnih veza.
Iz tog razloga, za linearne dimenzionalne lance, zavisnost (9.1) se zapisuje kao:
 , (9.2)
, (9.2)
gdje je n broj rastućih veza; p je broj reducirajućih veza.
Tolerancija završne karike TA Δ pri izračunavanju maksimuma - minimuma:
 (9.3)
(9.3)
Koordinata sredine polja tolerancije E sa A Δ završne karike dimenzionalnog lanca A:
 , (9.4)
, (9.4)
Granična odstupanja završne veze A Δ:
 , (9.5)
, (9.5)
 . (9.6)
. (9.6)
Moguće je odrediti maksimalna odstupanja završne veze prema zavisnostima:
 , (9.7)
, (9.7)
 . (9.8)
. (9.8)
Granične dimenzije završne veze:
 ; (9.9)
; (9.9)
 . (9.10)
. (9.10)
Prilikom izračunavanja probabilističkom metodom, tolerancija završne karike:
 , (9.11)
, (9.11)
gdje je t ∆ faktor rizika preuzet iz tabele 9.1.
Tabela 9.1 - Koeficijent rizika
|
Koeficijent t ∆ |
Za dimenzionalne lance sa paralelnim karikama (linearne dimenzionalne lance) ξ 2 j =1.
Koeficijent λ 2 j= 1/9 sa normalnom raspodjelom devijacija (Gaussov zakon).
Sa raspodjelom odstupanja prema zakonu trougla (Simpsonov zakon) λ 2 j = 1/6.
Sa raspodjelom odstupanja prema zakonu jednake vjerovatnoće λ 2 j = 1/3.
Ponekad se u proračunima dimenzionalnih lanaca koristi relativni koeficijent raspršenja K j= t ∆λ j .
Sa najčešće korišćenim procentom rizika od 0,27 imamo, prema tabeli 9.1, t ∆ = 3 i, uzimajući u obzir vrednosti koeficijenta λ 2 j relativni koeficijent raspršenja K j je:
To j= 1 prema zakonu Gaussove raspodjele;
To j\u003d 1.22 sa Simpsonovim zakonom raspodjele;
To j=1,73 prema zakonu raspodjele jednake vjerovatnoće.
Koristeći relativni faktor raspršenja, jednačina 9.11 postaje jednostavnija za lance linearnih dimenzija sa procentom rizika od 0,27
 . (9.12)
. (9.12)
Prosječna vrijednost tolerancije sastavnih karika izračunava se po formulama:
kada se računa metodom maksimum - minimum
 (11.13)
(11.13)
kada se računa na probabilistički način
 (11.14)
(11.14)
Za lance linearnih dimenzija, formule (11.13) i (11.14) poprimaju jednostavniji oblik kada se rješavaju metodom jednake tolerancije:
prilikom izračunavanja maksimum-minimum
 ; (9.15)
; (9.15)
kada se računa probabilističkom metodom
 .
(9.16)
.
(9.16)
Rješavajući dimenzionalni lanac metodom jedne kvalifikacije, odredite broj jedinica tolerancije u toleranciji veličine (faktor tačnosti):
sa potpunom zamjenjivosti (do maksimuma ili minimuma)
 (9.17)
(9.17)
sa nekompletnom zamenljivošću (verovatni proračun)
 (9.18)
(9.18)
Prilikom rješavanja dimenzionalnog lanca metodom kompenzacije, izračunava se najveća moguća kompenzacija V K:
V K \u003d T "A ∆ -TA ∆, (11.19)
gdje je T "A ∆ \u003d ∑TA j- proizvodna tolerancija završne karike, jednaka zbiru produženih tolerancija karika dimenzionalnog lanca.
Broj stupnjeva fiksnih kompenzatora:
 , (9.20)
, (9.20)
gdje je T komp. odobrenje za proizvodnju fiksnog kompenzatora.
P
Slika 9.3
Napravite dimenzionalni lanac i odredite:
Nominalna vrijednost završne karike;
Gornje i donje odstupanje glavne veze;
Tolerancija i granične dimenzije završne karike.
Obračun se vrši na dva načina:
a) na max - min; b) probabilistički metod sa rizikom od 0,27%, distribucija veličina prema normalnom zakonu sa K j = 1; α j = 0.
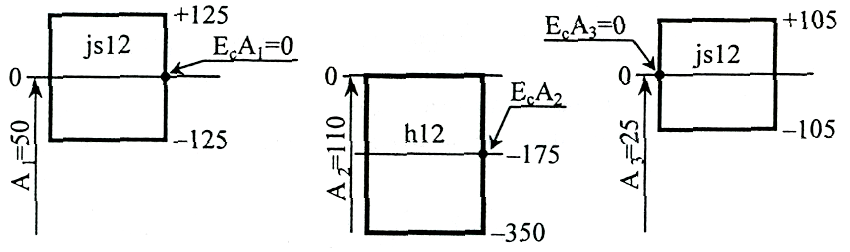
Početni podaci: A 1 = 50js12; A 2 \u003d 110h12; I 3 = 25jsl2.
Odluka.
Problem je inverzan i ima jedinstveno rješenje. Nacrtavamo dijagram dimenzionalnog lanca. Završna karika ovog dimenzionalnog lanca je aksijalna dimenzija, koja je posljednja dobivena kao rezultat proizvodnje. Ova dimenzija je aksijalna dimenzija zadebljanja zrna. Dijagram lanca dimenzija prikazan je na slici 9.4.
Prema GOST 25346-89 (Tabele A.2 - A.4), nalazimo vrijednosti tolerancija i odstupanja veza i primjenjujemo ih na dijagram: A 1 = 50 jsl2 (± 0,125); A 2 = 110hl2 (-0,35); A 3 = 25 jsl2 (± 0,105).
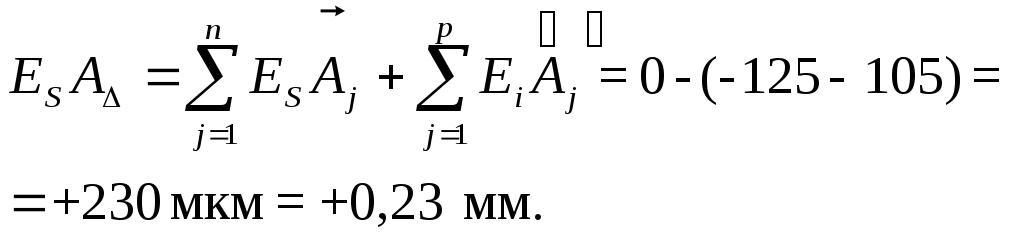
Identifikujemo rastuće i opadajuće karike dimenzionalnog lanca. Postavite smjer završne karike strelicom ulijevo (slika 9.5).
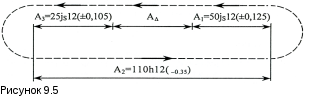
Koristeći pravilo zaobilaznice zatvorene petlje, utvrđujemo da su veze A 1 i A 3 opadajuće (smjer zaobilaznih strelica duž konture poklapa se sa smjerom strelice završne karike), a veza A 2 raste.
Metoda "a" (proračun za max - min)
Nominalna vrijednost završne karike nalazi se po formuli (9.2)
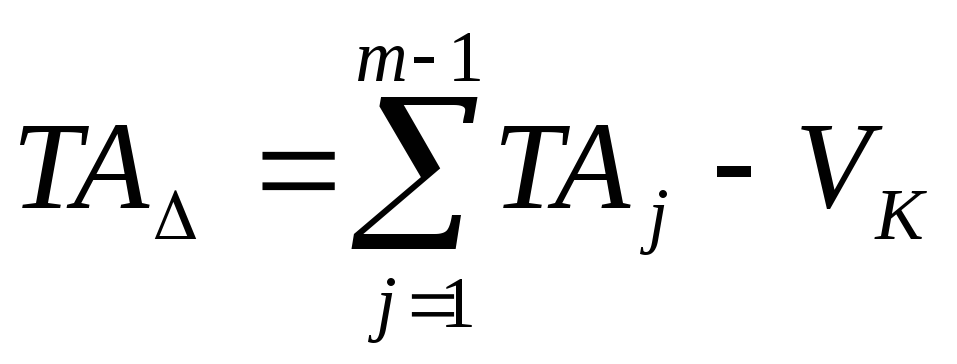
Tolerancija završne karike (formula 9.3), uzimajući u obzir činjenicu da je za lance linearnih dimenzija |ξ j | = 1:
Gornje odstupanje glavne veze (formula 9.7)
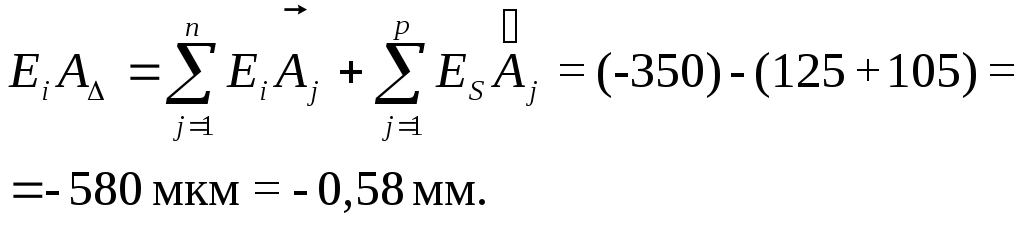
Donja devijacija glavne veze (formula 9.8)
pregled:

Odstupanja su ispravno identifikovana.
Granične dimenzije završne karike (formule 9.9 i 9.10):
veličina glavne veze 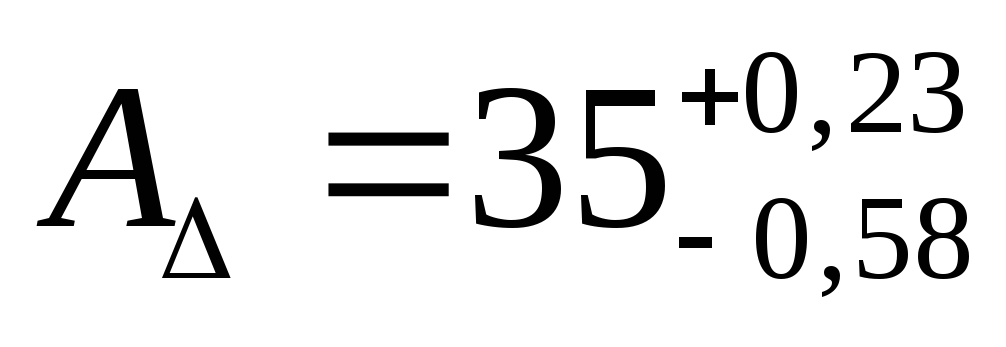 mm.
mm.
Metoda "b" (vjerovatni proračun)
Nazivna vrijednost zaporne karike A ∆ izračunata je po formuli (9.2) i određena je iznad A = 35 mm.
Tolerancija završne karike nalazi se po formuli (9.12) uzimajući u obzir vrijednost K j= 1 odgovara normalnom zakonu distribucije
Nađimo koordinatu sredine polja tolerancije završne karike (jednačina 9.4), nakon što smo prethodno odredili koordinate sredine polja tolerancije sastavnih karika.
Šeme tolerancijskih polja za dimenzije koje čine lanac prikazane su na slici 9.6.
Slika 9.6
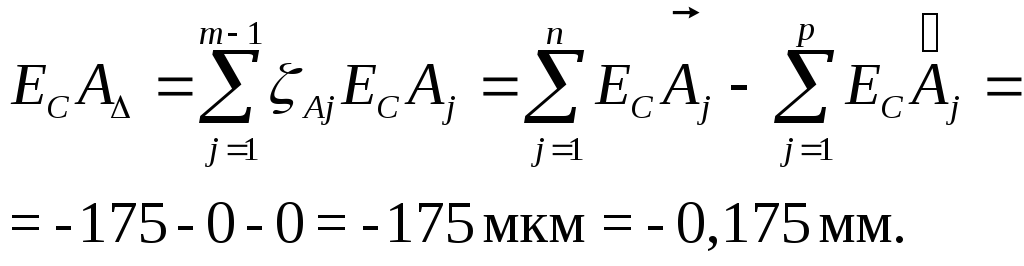
Gornji otklon glavne karike (jednačina 9.5):
Donja devijacija zatvaranja (jednačina 9.6):
Granične dimenzije glavne veze (jednačine 6.9 i 6.10)
veličina glavne veze 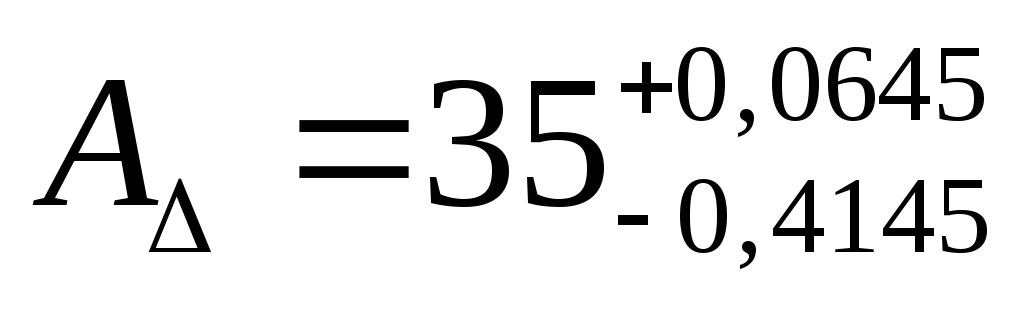 mm.
mm.
Proračun dimenzionalnih lanaca kontrolnom metodom
Prilikom proračuna dimenzionalnog lanca ovom metodom, tačnost zatvaranja dimenzionalnog lanca postiže se uvođenjem kompenzacijske karike u dimenzionalni lanac, koja se konstruktivno može izvesti u obliku podmetača ili na drugi način. Svim komponentama dimenzionalnog lanca dodeljene su tolerancije koje su ekonomski prihvatljive za ove proizvodne uslove (proširene tolerancije).
Za takav dimenzionalni lanac, uslov
 , (9.21)
, (9.21)
gdje  - tolerancija završne karike
- tolerancija završne karike
 - usvojene proširene tolerancije komponentnih karika
- usvojene proširene tolerancije komponentnih karika
 - iznos naknade
- iznos naknade
 . (9.22)
. (9.22)
Nominalna veličina kompenzacijske veze:
 (9.23)
(9.23)
gdje  - nominalna veličina završne (početne) karike;
- nominalna veličina završne (početne) karike;
 - nazivne dimenzije rastućih karika;
- nazivne dimenzije rastućih karika;
 - nazivne dimenzije redukcionih karika;
- nazivne dimenzije redukcionih karika;
Nominalna veličina kompenzatora;
n je broj rastućih veza;
p je broj reducirajućih veza.
Znak “+” ispred se prihvata kada se vezu povećava, a znak “-” kada se smanjuje.
Potreban broj kontrolnih koraka:
 . (9.24)
. (9.24)
Dobiveni n se zaokružuje na cijeli broj.
Najmanja debljina zamjenjivih brtvi:
 . (9.25)
. (9.25)
Vrijednost S je zaokružena na najbližu manju standardnu veličinu prema GOST 503-81 (hladno valjana čelična traka od niskougljičnog čelika).
Broj zamjenskih jastučića
 (9.26)
(9.26)
Broj zamjenskih jastučića može se smanjiti korištenjem jastučića različitih debljina. U ovom slučaju uzima se debljina svake sljedeće brtve:
 itd.
itd.
Konačan broj zamjenjivih zaptivki se postavlja prilikom sastavljanja montažne jedinice, ovisno o razlici između dobivene vrijednosti zaporne (početne) veze i tražene vrijednosti ove karike.
Primjer. Nosač za pričvršćivanje osovine mjenjača 1 sastoji se od dva konusna valjkasta ležaja 2; 3 stavljen u staklo 4 (slika 9.7).
Zatezanje unutrašnjih prstenova kotrljajućih ležajeva na osovini u aksijalnom smjeru vrši se kroz odstojni prsten 5 sa navrtkom 6 koja se nalazi na navojnom kraju osovine 1. Matica je blokirana protiv odvrtanja pomoću višelopatičnog blokade. podloška 7 prema GOST 11872-89.
D
Slika 9.7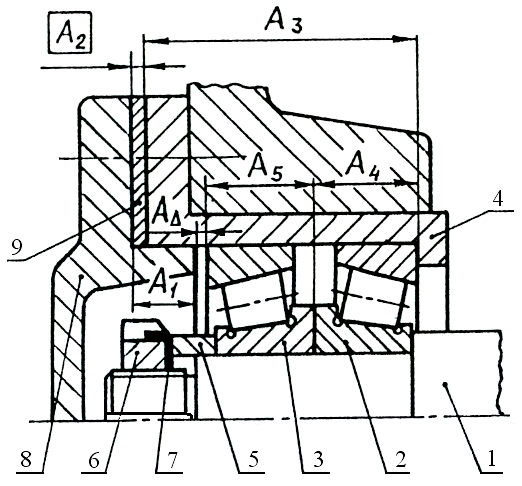
Za ležaj 7210 unutrašnji prsten prečnika d = 50 mm, spoljni prsten D = 90 mm; montažna visina T = 21,75 mm, dozvoljene granice aksijalnog zazora od 50 µm do 100 µm (tabela 8.4), granična odstupanja montažne visine kotrljajućeg ležaja povećane preciznosti: gornja +0,2 mm; niže 0 (tabela A.25).
Napravite dimenzionalni lanac i odredite:
Nazivne i granične dimenzije kompenzacijske veze;
Broj i debljina zamjenskih brtvi.
Odluka.
Zadatak spada u kategoriju pravih linija, koji se predlaže da se riješi metodom regulacije pomoću kompenzatora u obliku seta brtvi. Takvi se problemi obično rješavaju u fazi dizajna proizvoda. Istovremeno, svi dijelovi koji su uključeni u dimenzionalni lanac (osim standardnih) mogu se izrađivati sa proširenim, odnosno ekonomski prihvatljivim tolerancijama za datu proizvodnju. Rješenje ovakvih problema moguće je kako metodom maksimum-minimum tako i metodom vjerovatnoće.
Konstruktivne dimenzije karika prema slici 9.7: A 1 = 14 mm; A 3 = 56 mm.
Dimenzije A 4 i A 5 (visina ugradnje jednorednih konusnih valjkastih ležajeva 7210) su: A 4 = A 5 = 21,75 + 0,2 mm.
Gradimo dijagram dimenzionalnog lanca (slika 9.8).
Povećane i opadajuće karike dimenzionalnog lanca određuju se metodom obilaznice duž zatvorene konture:
 - povećanje veza;
- povećanje veza;  - smanjenje veza.
- smanjenje veza.
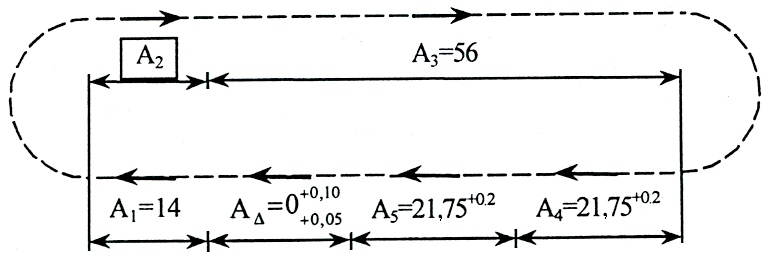
Slika 9.8 - Šema dimenzionalnog lanca
Nazivna vrijednost kompenzatora
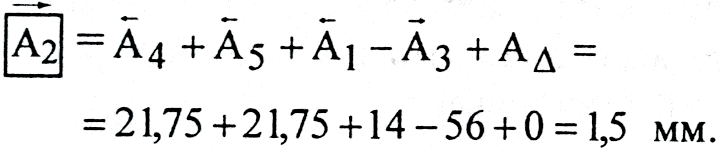
Aksijalni zazor S je aksijalni pomak prstena ležaja iz jednog ekstremnog položaja u drugi krajnji položaj sa stacionarnim uparenim prstenom. Dozvoljene S vrijednosti za ležaj 7210 su od 50 µm do 100 µm (tabela 8.4).
Dakle, dimenzije završne karike
 mm.
mm.
Tolerancija glavne veze
TA ∆ = E S A ∆ - E I A ∆ = +0,1 - 0,05 = 0,05 mm = 50 µm.
Dodjeljujemo tačnost proizvodnih dimenzija A 1 i A 3. Ove dimenzije neka budu napravljene prema 10. razredu. Tada imamo: IT 10 14 = 70 µm = 0,07 mm; IT10 56 = 120 µm = 120 mm (Tabela A.2).
Dimenzije karika A 1 i A 3 se ne odnose ni na osovine ni na rupe, stoga maksimalna odstupanja dodjeljujemo kao simetrična:
A 1 \u003d 14 ± 0,035 mm; A 3 \u003d 56 ± 0,060 mm;
Tolerancije karika A 4 i A 5 (visina ugradnje ležajeva 7210) su poznate i iznose:
TA 4 = TA 5 = 0,2 mm.
Zbir tolerancija sastavnih karika
Potreban iznos naknade

Odredimo koordinate sredine raspona V K kroz koordinate sredine tolerancijskih polja karika:
EsAz = 0; EcA 1 = 0; EcA 5 = +0,1 mm; EcA 4 = +0,1 mm EcA ∆ = +0,075 mm.

Gornji i donji otklon kompenzatora:
Veličina kompenzatora
Provjerite kalkulaciju:
Granične dimenzije kompenzatora:

Veličina  može se uzeti kao debljina trajne zaptivke S stub = 1.505 mm.
može se uzeti kao debljina trajne zaptivke S stub = 1.505 mm.
Broj zamjenjivih brtvi prema formuli:
 .
.
Prihvatamo n = 12 jastučića.
Tada bi debljina zaptivki trebala biti:
Provjeravamo izračun prema formulama:
Moguće je prihvatiti čeličnu traku za brtve prema GOST 503-81 sa povećanom preciznošću proizvodnje (tabela 9.2):
S = 0,05 -0,011 mm.
Tabela 9.2 - Granična odstupanja debljine hladno valjane čelične trake od niskolegiranih čelika (prema GOST 503 - 71)
|
Preciznost proizvodnje |
Granična odstupanja, mm, sa debljinom trake, mm |
||||||
|
Normalno | |||||||
|
Povećano | |||||||
|
Bilješka. Debljinu trake odaberite između nekoliko brojeva: 0,05; 0,06; 0,07; 0,08; 0,09; 0,10; 0,11; 0,12; 0,15; 0,18; 0,20; 0,22; 0,25; 0,28; 0,30; 0,32; 0,35; 0,40; 0,45; 0,50; 0,55; 0,57; 0,60; 0,65; 0,70; 0,75; 0,80; 0,85; 0,90; 0,95; 1.00; 1.05; 1.10; 1.15 |
|||||||
Komplet zaptivki će se sastojati od jedne trajne zaptivke S i 12 zamjenskih. Ovisno o stvarnim dimenzijama dijelova, broj brtvi će se razlikovati od pronađenih.
Za proizvodnju zaptivki koristi se i bakrena folija prema GOST 5638 - 75 (tabela 9.3) i mesingani limovi i trake prema GOST 931 - 78 (tabela 9.4).
Za smanjenje broja zamjenjivih brtvi koristimo zaptivke različitih debljina. U tom slučaju će se uzeti debljina svake sljedeće brtve:
 .
0,05 + 0,1 + 0,2 + 0,4 > 0,75
.
0,05 + 0,1 + 0,2 + 0,4 > 0,75
Dakle, kompenzator može imati jednu stalnu podlošku 1,505 mm i četiri podloška 0,05 mm, 0,1 mm, 0,2 mm, 0,4 mm. Konačan broj brtvi se postavlja prilikom sastavljanja montažne jedinice.
Tabela 9.3 - Rola bakrene folije za tehničke svrhe (prema GOST 5638 - 75)
Tabela 9.4 - Mesingani listovi i trake (prema GOST 931 - 78)
|
Debljina, mm |
Granična odstupanja, mm |
Debljina, mm |
Granična odstupanja, mm |
|
|
Povećana preciznost |
normalna preciznost |
|||
|
1,2; 1,3; 1,35; 1,4; 1,5 | ||||
Primjer.
Na slici 9.9 prikazano je vratilo mjenjača male brzine s odgovarajućim dimenzijama, označenim slovima sa indeksima. Nazivna vrijednost ovih dimenzija je uzeta sa crteža određene montažne jedinice. Neka nominalne dimenzije za ovaj primjer budu: A 1 = 20 mm, A 2 = 164 mm, A 3 = 20 mm, A 4 = 24 mm, A 6 = 248 mm, A 8 = 24 mm. Ležajevi 210.
Odluka.
Potrebno je odrediti tolerancije svih dimenzija komponenti i broj zamjenjivih brtvi.
Normalni radni uvjeti montažne jedinice prikazane na slici 9.9 bit će mogući ako su kotrljajući ležajevi opremljeni aksijalnim zazorima preporučenim u Odjeljku 8 ovog rada (aksijalni zazor ležajeva).
Za određivanje dozvoljenih vrijednosti aksijalnog zazora ležaja 210, sa unutrašnjim prečnikom prstena d = 50 mm, prema tabeli 8.6, utvrđujemo da radijalni zazori takvog ležaja mogu imati vrijednosti g r min = 12 µm i g r max = 29 µm.
Prema nomogramu sa slike 8.6 određujemo vrijednost 2S / g r. Za g r min = 12 µm nalazimo 2S/g r = 12, tada je aksijalni zazor 2S = 12 12 = 144 µm = 0,144 mm.
Za g r max = 29 µm nalazimo 2S/g r = 7,2. Tada je aksijalni zazor 2S = 7,2 0,029 = 0,209 mm.
Dakle, za ležaj 210, aksijalni zazor može varirati od 0,144 do 0,209 mm.
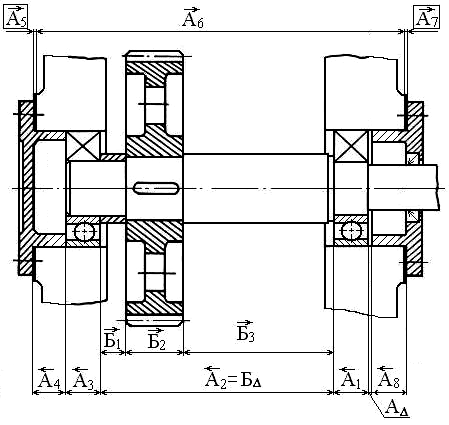
Slika 9.9 - Vratilo mjenjača sa sporim brzinama
Sastavljamo glavni dimenzionalni lanac (slika 9.10)
AT
Slika 9.10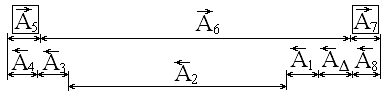
Dimenzije glavne veze:
 mm.
mm.
Karike numeriramo, počevši od završne karike u smjeru koji odgovara strelicama rastućih i opadajućih karika. Koristeći metodu zaobilaženja zatvorene petlje, utvrđujemo da se veze A 5, A 6, A 7, koje se povećavaju (dovode do povećanja veličine završne karike kada rastu), a sve ostale smanjuju. U razmatranom dimenzionalnom lancu ukupna vrijednost  je kompenzator.
je kompenzator.
Određujemo nominalnu vrijednost kompenzatora prema formuli
24 + 20 + 164 + 20 + 24 – 248 = 4.
Iznos naknade raspoređujemo između i:
Pretpostavljamo da će dijelovi mjenjača uključeni u ovaj dimenzionalni lanac biti proizvedeni prema 11 - kvaliteti. Određujemo tolerancije i dimenzije uključene u lanac dimenzija prema GOST 25346 - 89 (tabele A.2 - A.4) i postavljamo odstupanja. Dozvoljena odstupanja za širinu prstenova ležaja (linkovi A3, A2) biće dodeljena u skladu sa GOST 520-2002 (tabela A.24).
Sve informacije o karikama dimenzionalnog lanca sumiramo u tabeli 9.5. Treba napomenuti da ako se veličina odnosi na pokriveno, tada je njegova gornja granica odstupanja nula, a donja vrijednost tolerancije, uzeta sa predznakom minus. Ako je veličina ograđujuća, tada je njena donja granica odstupanja nula, a gornja granica je vrijednost tolerancije, uzeta sa znakom plus. Za ostale dimenzije (koje se ne odnose ni na ženske ni na muške), odstupanja su dodijeljena simetrično (±IT / 2).
Tabela 9.5
|
Veličine linkova |
Nazivna vrijednost, mm |
Priroda karike u lancu |
Gornje odstupanje, mikroni |
Donja devijacija, mikroni |
Tolerancija, mikroni |
Bilješke |
|
Smanjenje Smanjenje Smanjenje Smanjenje Kompenzator uveličavanje Kompenzator Smanjenje trailing |
GOST 520-2002 GOST 520-2002 |
Potreban iznos naknade (jednačina 9.22):
 .
.
gdje je: TA ∆ = 65 - tolerancija mikrona završne karike;
 - zbir tolerancija sastavnih karika
- zbir tolerancija sastavnih karika
Broj kontrolnih koraka (jednačina 9.24)
Najmanja debljina brtvi nalazi se po formuli 9.25
Prihvatamo najmanju debljinu prve brtve S 1 prema GOST 503-81 (tabela 9.2) S 1 = 0,06 mm.
Potreban broj habajućih jastučića (jednačina 9.26)
prihvatiti n = 16.
Trajno polaganje
![]()

Naredni jastučići:
Zbir debljina svih podmetača u setu
S max ≥ V K 0,06 + 0,12 + 0,24 + 0,48 + 0,96 > 0,975 µm.
Dakle, kompenzator može imati jednu stalnu podlošku 3,025 mm i pet podmetača 0,06 mm, 0,12 mm, 0,24 mm, 0,48 mm, 0,96 mm. Konačan broj brtvi se postavlja prilikom sastavljanja montažne jedinice.
Izračunavanje derivacionog dimenzionalnog lanca (slika 9.11) preporučuje se izvršiti metodom potpune zamjenjivosti. U ovom dimenzionalnom lancu, veličina A 2 = 164 -0,25 mm je zatvaranje, a dužina ramena B 3 = 84 mm, širina glavčine zupčanika B 2 = 60 mm i širina odstojni prsten B 1 \u003d 20 mm su sastavne veze.
Potrebno je odrediti tolerancije i granična odstupanja za sve spojeve komponenti.
S obzirom na veliku razliku između nazivnih dimenzija sastavnih karika, treba primijeniti proračun po metodi jednog kvaliteta tačnosti.
Kada se koristi metoda jednog kvaliteta tačnosti, prosječan broj tolerancijskih jedinica u dimenzionalnom lancu određujemo prema formuli (9.18)
Prema broju jedinica tolerancije, potrebna kvalifikacija utvrđuje se prema tabeli 3.2
Vrijednosti  može se uzeti prema tabeli 9.6.
može se uzeti prema tabeli 9.6.
Tabela 9.6
|
Intervali veličina, mm Iznad - prije | ||||||||||||
|
i vrijednost, µm |
Za izvod dimenzionalnog lanca primjera koji se razmatra:
Prema tabeli 3.2 utvrđujemo da je rezultirajuća vrijednost jedinice tolerancije k je između 9 i 10 kvalifikacija. Stoga se dio karika dimenzionalnog lanca može izraditi prema 9. razredu, a dio prema 10. razredu.
Kao rezultat toga, za naznačene nazivne veličine i pronađene kvalifikacije prema tabeli A2 imamo:
IT9 60 = 74 µm; IT9 84 = 87 µm; IT10 20 = 84 µm.
Dimenzije karika sa odstupanjima:
B 2 \u003d 60 -0,074 mm; B 3 \u003d 84 -0,087 mm; B 1 \u003d 20 -0,084 mm.
Ako su standardne tolerancije dodijeljene karikama lanca (bez korekcije), onda je to dozvoljeno  od (5 ... 6)% .
od (5 ... 6)% .