
Šta znači dozvola? Tolerancije i naleganja. Merni alati
Pretraživanje cijelog teksta:
Početna > Sažetak >Industrija, proizvodnja
Poglavlje 1. Sistem rupa i sistem osovine. posebnosti,
razlike, prednosti………………………………………………………………………….3
1.1. Koncepti “vrata” i “rupa”………………………………………………………………………………3
1.2. Proračun parametara uklapanja i kalibara za uparivanje
Sistemi rupa i osovina………………………………………………………………………….6
Poglavlje 2. Tolerancije i naleganja spojeva sa ključem……………...10
2.1 Tolerancije navoja………………………………………………………………………15
2.2. Tolerancija veličine. Polje tolerancije……………………………………………..18
2.3. Formiranje polja tolerancije i slijetanja………………………………..19
Poglavlje 3. Tolerancija i sistemi slijetanja……………………………………………………………………..21
3.1. Raspored tolerancijskih polja za standardna sučelja……….23
Spisak korištene literature………………………………………………………..30
Poglavlje 1. Sistem rupa i sistem osovine. Karakteristike, razlike, prednosti
1.1. Koncepti "vrata" i "rupe"
Strukturno, bilo koji dio se sastoji od elemenata (površina) različitih geometrijskih oblika, od kojih su neki u interakciji (formiraju se i spajaju) s površinama drugih dijelova, a ostali elementi su slobodni (ne spajaju se). U terminologiji tolerancija i nasjedanja, dimenzije svih elemenata dijelova, bez obzira na njihov oblik, konvencionalno se dijele u tri grupe: dimenzije osovine, dimenzije otvora i dimenzije koje se ne odnose na osovine i rupe.
Osovina je termin koji se konvencionalno koristi za označavanje vanjskih (muških) elemenata dijelova, uključujući necilindrične elemente, i, shodno tome, dimenzije za spajanje.
Rupa je termin koji se konvencionalno koristi za označavanje unutrašnjih (obuhvatajućih) elemenata dijelova, uključujući necilindrične elemente, i, shodno tome, dimenzije za spajanje.
Za spojne elemente dijelova, na osnovu analize radnih i montažnih crteža, a po potrebi i uzoraka proizvoda, ženske i muške površine spojnih dijelova i, samim tim, pripadnost spojnih površina u „vratu“ i „ formiraju se grupe rupa.
Za elemente koji se ne spajaju, uspostavljanje osovine ili rupe vrši se po tehnološkom principu da ako se pri obradi sa osnovne površine povećava veličina elementa, onda je to rupa, a ako je veličina elementa se smanjuje, onda je ovo osovina.
Sastav grupe dimenzija i elemenata dijelova koji se ne odnose ni na osovine ni na rupe je relativno mali (na primjer, ivice, polumjeri zaokruživanja, ugaonice, izbočine, udubljenja, razmaci između osa (itd.).
Prilikom montaže, dijelovi koji se spajaju dolaze u dodir jedan s drugim putem odvojenih površina, koje se nazivaju spojne površine. Dimenzije ovih površina nazivaju se spojne dimenzije (na primjer, prečnik otvora za čahuru i prečnik osovine na kojoj je čaura postavljena). Razlikuju se ženske i ženske površine, odnosno muške i ženske dimenzije. Ograđena površina se obično naziva rupa, a muška površina se naziva osovina.
Sučelje ima jednu nominalnu veličinu za rupu i osovinu, a maksimalne veličine su obično različite.
Ako stvarne (izmjerene) dimenzije proizvedenog proizvoda ne prelaze najveće i najmanje maksimalne dimenzije, onda proizvod ispunjava zahtjeve crteža i ispravno je izrađen.
Izvedbe tehničkih uređaja i drugih proizvoda zahtijevaju različite kontakte spojnih dijelova. Neki dijelovi moraju biti pokretni u odnosu na druge, dok drugi moraju formirati fiksne veze.
Priroda spajanja dijelova, određena razlikom između promjera rupe i osovine, stvarajući veću ili manju slobodu njihovog relativnog kretanja ili stupanj otpornosti na međusobno pomicanje, naziva se uklapanjem.
Postoje tri grupe slijetanja: pokretno (sa zazorom), fiksno (sa smetnjama) i prijelazno (mogući razmak ili smetnja).
Razmak nastaje kao rezultat pozitivne razlike između dimenzija promjera rupe i osovine. Ako je ova razlika negativna, onda će uklapanje biti uklapanje s interferencijom.
Postoje najveće i najmanje praznine i smetnje. Najveći zazor je pozitivna razlika između najveće veličine granične rupe i najmanje granične veličine osovine
Najmanji zazor je pozitivna razlika između najmanje veličine granične rupe i najveće granične veličine osovine.
Najveća interferencija je pozitivna razlika između najveće maksimalne veličine osovine i najmanje maksimalne veličine rupe.
Minimalna interferencija je pozitivna razlika između najmanje maksimalne veličine osovine i najveće maksimalne veličine rupe.
Kombinacija dva polja tolerancije (rupa i osovina) određuje prirodu naleganja, tj. prisustvo praznine ili smetnje u njemu.
Sistem tolerancija i uklapanja utvrđuje da u svakom spoju jedan od dijelova (glavni) ima bilo koje odstupanje jednako nuli. U zavisnosti od toga koji od spojnih delova je prihvaćen kao glavni, pravi se razlika između uklapanja u sistem rupa i uklapanja u sistem osovine.
Fitingi u sistemu rupa su okovi kod kojih se različiti zazori i napetosti dobijaju spajanjem različitih osovina na glavni otvor.
Fitingi u sistemu šahtova su podesti u kojima se dobijaju različiti zazori i smetnje spajanjem različitih rupa na glavno okno.
Poželjna je upotreba sistema rupa. Sistem vratila treba koristiti tamo gdje dizajn ili ekonomska razmatranja to opravdavaju (na primjer, ugradnja više čahura, zamašnjaka ili točkova sa različitim pristajanjem na jedno glatko vratilo).
1.2. Proračun parametara uklapanja i mjerača za spajanje u sistemima rupa i osovina
1. Odstupanja rupe i osovine prema GOST 25347-82:
ES = +25 µm, es = -80 µm
EI = 0; ei = -119 µm
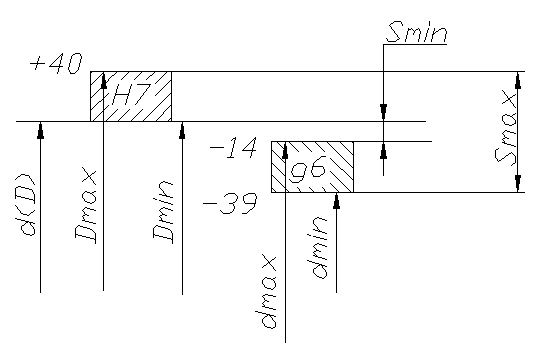
Fig.1. Raspored polja tolerancije sletanja
2. Granične dimenzije:
3. Tolerancije rupa i osovine:
4. Odobrenja:
5. Prosječni klirens:
6. Tolerancija zazora (pristajanje)
7. Označavanje maksimalnih odstupanja dimenzija na projektnim crtežima:
a) simbol tolerancijskih polja

b) numeričke vrijednosti maksimalnih odstupanja:
c) simbol tolerancijskih polja i numeričke vrijednosti maksimalnih odstupanja:
8. Označavanje dimenzija na radnim crtežima:

9. Proračun mjerača za kontrolu rupa i osovina.
Tolerancije i odstupanja kalibara prema GOST 24853-81:
a) za utikače
Z = 3,5 µm, Y = 3 µm, H = 4 µm;
b) za mjerače stezaljki
Z 1 = 6 µm, Y 1 = 5 µm, H 1 = 7 µm;

Rice. 2 Raspored polja tolerancije kalibra
Mjerači za ispitivanje provrta
Plug PR
Executive utikač veličina PR:
Prosječno vjerovatno habanje  µm;
µm;
Radnici mogu nositi utikač do sljedeće veličine:
Nošenje utikača od strane inspektora trgovine je dozvoljeno do sljedeće veličine:
Cork NOT
Veličina Executive utikača NE:
Mjerači za ispitivanje osovine
Izvršna veličina zagrada PR:
Prosječno vjerovatno habanje  µm;
µm;
Radničko nošenje nosača je dozvoljeno do sljedeće veličine:
Nošenje nosača od strane inspektora trgovine je dozvoljeno do sljedeće veličine:
Executive veličina spajalica NE
Poglavlje 2. Tolerancije i naleganja ključnih spojeva
Veza sa ključem je jedna od vrsta veza između osovine i čahure pomoću dodatnog strukturnog elementa (ključa) dizajniranog da spriječi njihovu međusobnu rotaciju. Najčešće se ključ koristi za prijenos obrtnog momenta u spojevima između rotirajuće osovine i zupčanika ili remenice, ali su moguća i druga rješenja, na primjer, zaštita osovine od rotacije u odnosu na stacionarno kućište. Za razliku od zateznih spojeva, koji obezbeđuju međusobnu nepokretnost delova bez dodatnih konstruktivnih elemenata, spojevi sa ključem su odvojivi. Oni omogućavaju rastavljanje i ponovno sastavljanje strukture sa istim učinkom kao i prilikom početnog sastavljanja.
Priključak ključa uključuje najmanje tri spoja: čahuru vratila (centralni spoj), žljeb za ključ osovine i žljeb za ključ čahure. Preciznost centriranja dijelova u spoju s ključem osigurana je nalijeganjem čahure na osovinu. Ovo je konvencionalni glatki cilindrični spoj koji se može instalirati s vrlo malim zazorima ili smetnjama, stoga se preferiraju prijelazni spojevi. U vezi ( dimenzionalni lanac) po visini ključa posebno je predviđen nazivni zazor (ukupna dubina žljebova čahure i osovine je veća od visine ključa). Moguća je i druga veza - duž dužine ključa, ako se paralelni ključ sa zaobljenim krajevima postavi u slijepi žljeb na osovini.
Priključci sa ključem mogu biti pomični ili fiksirani u aksijalnom smjeru. U pokretnim spojevima često se koriste ključevi za vođenje i pričvršćeni su za osovinu vijcima. Zupčanik (blok) se obično kreće duž osovine sa ključem za navođenje. zupčanici), poluspojnica ili drugi dio. Ključevi pričvršćeni za čahuru također mogu poslužiti za prijenos obrtnog momenta ili za sprječavanje rotacije čaure dok se kreće duž stacionarne osovine, kao što se radi u nosaču teške police za mjerne glave kao što su mikrokatori. U ovom slučaju, vodilica je osovina sa utorom za ključ.
Prema svom obliku ključevi se dijele na prizmatične, segmentne, klinaste i tangencijalne. Standardi predviđaju različite dizajne nekih tipova ključeva.
Paralelni ključevi omogućavaju dobijanje i pokretnih i fiksnih veza. Segmentni i klinasti ključevi se u pravilu koriste za formiranje fiksnih spojeva. Oblik i dimenzije presjeka ključeva i žljebova se standardiziraju i biraju u zavisnosti od prečnika osovine, a tip ključnog spoja je određen uslovima rada spoja.
Maksimalna odstupanja dubina utora na osovini t1 i u čahuri t2 data su u tabeli br. 1:
Tabela br. 1
Širina b – h9;
Visine h – h9, a za h preko 6 mm – H21.
Ovisno o prirodi (tipu) priključka utora, standard utvrđuje sljedeća tolerancijska polja za širinu žljeba:
Da bi se osigurala kvaliteta veze ključa, koja ovisi o točnosti položaja ravnina simetrije žljebova osovine i čahure, dodijeljene su i naznačene tolerancije simetrije i paralelizma u skladu s GOST 2.308-79.
Numeričke vrijednosti lokacijskih tolerancija određene su formulama:
T = 0,6 T sp
T = 4,0 T sp,
gdje je T sp – tolerancija za širinu utora za ključ b.
Izračunate vrijednosti su zaokružene na standardne vrijednosti prema GOST 24643-81.
Hrapavost površina utora se bira u zavisnosti od granica tolerancije dimenzija utora (Ra 3,2 µm ili 6,3 µm).
Simbol za paralelne ključeve sastoji se od:
Riječi "Spline";
Oznake verzije (verzija 1 nije naznačena);
Dimenzije presjeka b x h i dužina ključa l;
Standardne oznake.
Primjer oznake simbola za ključ od pera, verzija 2, dimenzija b = 4 mm, h = 4 mm, l = 12 mm
Ključ 2 - 4 x 4 x 12 GOST 23360-78.
Paralelne vođice su pričvršćene u žljebovima osovine vijcima. Rupa sa navojem koristi se za istiskivanje ključa tokom demontaže. Primjer simbola za prizmatičnu vodilicu verzija 3 s dimenzijama b = 12 mm, h = 8 mm, l = 100 mm Ključ 3 - 12 x 8 x 100 GOST 8790-79.
Segmentni ključevi se po pravilu koriste za prenos malih obrtnih momenta. Dimenzije segmentnih ključeva i utora za ključeve (GOST 24071-80) odabiru se ovisno o promjeru osovine.
Ovisnost tolerancijskih polja širine žljeba segmentnog ključnog spoja o prirodi spoja ključa:
Za termički obrađene dijelove dozvoljena su maksimalna odstupanja širine utora osovine prema H11, a širina žljeba čahure je D10.
Standard uspostavlja sljedeća polja tolerancije za veličine ključeva:
Širina b – h9;
Visine h (H2) - H21;
Prečnik D - H22.
Simbol za segmentne ključeve sastoji se od riječi “Ključ”; oznake izvršenja (verzija 1 nije naznačena); dimenzije presjeka b x h (H2); standardne oznake.
Klinasti ključevi se koriste u fiksnim spojevima kada su zahtjevi za poravnanje dijelova koji se spajaju niski. Dimenzije klinastih ključeva i utora za ključeve standardizirani su GOST 24068-80. Dužina utora na osovini za konusni ključ dizajna 1 je jednaka 2l za ostale izvedbe, dužina žljeba je jednaka dužini l ugrađenog ključa.
Maksimalna odstupanja dimenzija b, h, l za klinaste ključeve su ista kao i za prizmatične ključeve (GOST 23360-78). Prema širini ključa b, standard uspostavlja veze po širini utora vratila i čahure pomoću polja tolerancije D10. Dužina utora osovine L je H15. Maksimalna odstupanja dubine t1 i t2 odgovaraju odstupanjima za paralelne ključeve. Granična odstupanja ugla nagiba gornje ivice ključa i utora ± AT10/2 prema GOST 8908-81. Primjer simbola za klinasti ključ, verzija 2, dimenzija b = 8 mm, h = 7 mm, l = 25 mm: Ključ 2 - 8 x 7 x 25 GOST 24068-80.
Provjera spojnih elemenata s ključem pomoću univerzalnih mjernih instrumenata je značajno otežana zbog malih poprečnih dimenzija. Stoga se kalibri naširoko koriste za njihovu kontrolu.
U skladu s Taylorovim principom, mjerač prolaza za provjeru otvora s utorom za ključ je osovina s ključem jednakim dužini utora za ključ ili dužini utora za ključ. Ovaj kalibar pruža sveobuhvatnu kontrolu svih veličina, oblika i lokacija površina. Set mjerača zabrane kretanja dizajniran je za kontrolu element-po-element i uključuje mjerač zabrane kretanja za praćenje otvora za centriranje (glatki zabranjeni čep punog ili djelomičnog profila) i šablone za kontrolu element-po-element širine i dubine utora za ključeve.
Mjerač prolaza za provjeru osovine s utorom za klin je prizma („jahač“) sa izbočenim ključem jednakim dužini utora za ključ ili dužini utora za ključ. Set merača zabravljivanja je dizajniran za kontrolu element po element i uključuje zabranu merača-držača za praćenje dimenzija centralne površine osovine i šablone za kontrolu širine i dubine element po element utora za ključeve.
2.1. Tolerancije navoja
Veza između vijka i matice ovisi o preciznosti njihovih navoja. Svi navoji prihvaćeni u mašinstvu, sa izuzetkom navoja cevi, imaju praznine duž vrhova i dna, a uz pravilno izvođenje navojnog spoja, vijak i matica su u kontaktu samo sa bočnim stranama (Sl. 167, a) Za potpuni kontakt bočnih strana profila svih zavoja navoja koji su uključeni. S tim u vezi, glavna važnost je tačno izvođenje (u određenim granicama) dimenzija srednjeg prečnika navoja vijka i matice, koraka ove niti i ugao njenog profila. Točnost vanjskog i unutrašnjeg promjera vijka i matice je manje važna, jer nema kontakta između površina navoja duž ovih promjera.
Ako je razmak duž prosječnog promjera prevelik, dolazi do kontakta zavoja navoja samo s jedne strane (Sl. 167, b). Ako je zazor duž prosječnog promjera premali za spajanje navojnih dijelova, od kojih jedan ima pogrešan korak navoja, potrebno je da se zavoji jednog od dijelova preseku u zavoje drugog. Na primjer, ako je nagib vijka veći od očekivanog ili, kako kažu, "rastegnut", tada da bi se takav vijak spojio s maticom s ispravnim navojem, zavoji matice moraju se urezati u zavoje vijak (sl. 167, V). To je očigledno nemoguće, a mogućnost uvrtanja ovih delova može se postići samo smanjenjem prosečnog prečnika zavrtnja (Sl. 167, d) ili povećanjem prosečnog prečnika delova sa navojem, od kojih jedan ima nepravilan korak navoja potrebno je da se zavoji jednog od dijelova preseku u zavoje drugog. Na primjer, ako je nagib vijka veći od očekivanog ili, kako kažu, "rastegnut", tada da bi se takav vijak spojio s maticom s ispravnim navojem, zavoji matice moraju se urezati u zavoje vijak (sl. 167, V). To je očigledno nemoguće, a sastav ovih delova može se postići samo smanjenjem prosečnog prečnika zavrtnja (Sl. 167, d) i ili povećanjem prosječnog prečnika matice. U tom slučaju može se dogoditi da samo jedan vanjski zavoj matice dodirne odgovarajući zavoj vijka, a ne duž cijele njegove bočne površine.
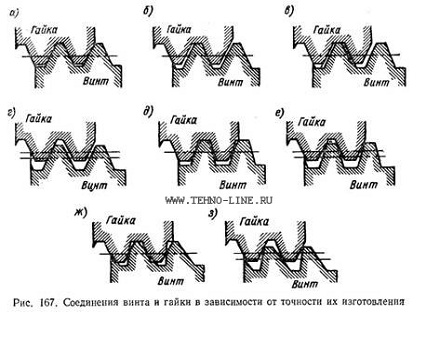
Na isti način možete osigurati mogućnost uvrtanja navoja dijelova ako ugao profila jednog od njih ili položaj ovog profila nije ispravan. Na primjer, ako je ugao profila vijka manji od očekivanog, što isključuje mogućnost da se vijak zašrafi zajedno sa odgovarajućom maticom (Sl. 167, d), onda smanjenjem prosječnog prečnika ovog zavrtnja ovi dijelovi mogu biti spojeni (Sl. 167, e). U tom slučaju dolazi do kontakta navoja i matice samo duž gornjih dijelova bočne strane profila navoja i duž donjih dijelova profila navoja matice.
Smanjenjem prosječnog prečnika vijka sa nepravilnim položajem profila (Sl. 167, i) Moguće je postići i mogućnost uvrtanja datog vijka sa navrtkom, međutim i u ovom slučaju kontaktna površina navoja vijka i matice može biti nedovoljna za kvalitetan navojni spoj (Sl. 167, h).
Konstrukcija tolerancija navoja. Poteškoće povezane s provjerom navoja koji se reže nastaju uglavnom pri mjerenju njegovog koraka i profila. Zaista, ako se sva tri promjera vanjskih navoja mogu provjeriti s dovoljnom preciznošću u većini slučajeva prakse korištenjem mikrometara, onda da se u skladu s tim provjeri nagib i ugao profila navoja (u smislu tačnosti), složeniji mjerni instrumenti, pa čak i instrumenti su potrebno. Stoga se pri proizvodnji dijelova s navojem postavljaju tolerancije samo za promjere navoja; dozvoljene greške u nagibu i profilu uzimaju se u obzir u toleranciji za srednji prečnik, jer, kao što je gore prikazano, greške u nagibu i profilu se uvek mogu eliminisati promenom prosečnog prečnika jednog od navojnih delova.
Tolerancija na prosječni promjer je postavljena tako da se uz male greške u kutu nagiba ili profila, vijak i matica zašrafljuju bez ugrožavanja čvrstoće navojne veze.
Tolerancije na vanjskom i unutrašnjem promjeru vijka i matice su dodijeljene tako da se dobije razmak između vrha profila navoja i odgovarajućeg korijena navoja matice.
Pretpostavlja se da su numeričke vrijednosti ovih tolerancija velike, koje premašuju otprilike dvostruke tolerancije za prosječni prečnik.
Tolerancije metričkih i inčnih navoja. Za metričke navoje s velikim i malim nagibom za prečnike od 1 do 600 mm, prema GOST 9253-59, uspostavljene su tri klase tačnosti: prva (kl./), sekunda (Kl. 2) i treće (cl. 3), a za navoje sa malim korakom takođe klasa 2a (Kl. 2a). Ove oznake su naznačene na ranije objavljenim crtežima. U novom GOST 16093-70, klase tačnosti su zamijenjene ocjenama tačnosti, kojima su dodijeljene oznake: h, g, e I d za vijke i N I G za orahe.
Za inčne i cijevne navoje uspostavljene su dvije klase tačnosti - druga (Kl. 2) i treće (Kl. 3).
Tolerancije trapeznih navoja. Za trapezoidne navoje ustanovljene su tri klase tačnosti, označene: klasa 1, kl. 2, klasa 3, kl. ZH.
2.2. Tolerancija veličine. Polje tolerancije
Tolerancija veličine je razlika između najveće i najmanje granične veličine ili algebarska razlika između gornjeg i donjeg odstupanja. Tolerancija se označava sa IT (International Tolerance) ili TD - tolerancija rupe i Td - tolerancija osovine.
Tolerancija veličine je uvijek pozitivna. Tolerancija veličine izražava rasprostranjenost stvarnih dimenzija u rasponu od najvećih do najmanjih graničnih dimenzija, ona fizički određuje veličinu zvanično dozvoljene greške u stvarnoj veličini elementa tokom njegovog procesa proizvodnje.
Polje tolerancije je polje ograničeno gornjim i donjim odstupanjima. Polje tolerancije je određeno veličinom tolerancije i njenim položajem u odnosu na nominalnu veličinu. Uz istu toleranciju za istu nominalnu veličinu, mogu postojati različita polja tolerancije.
Za grafički prikaz tolerancijskih polja, koji vam omogućava da shvatite odnos između nominalnih i maksimalnih dimenzija, maksimalna odstupanja i tolerancije, uveden je koncept nulte linije.
Nulta linija je linija koja odgovara nazivnoj veličini, od koje se pri grafičkom prikazu tolerancijskih polja iscrtavaju maksimalna odstupanja dimenzija. Ako se nulta linija nalazi vodoravno, tada se na konvencionalnoj skali pozitivna odstupanja polažu prema gore, a negativna odstupanja od nje. Ako se nulta linija nalazi okomito, tada se pozitivna odstupanja iscrtavaju desno od nulte linije.
Tolerancijska polja rupa i osovina mogu zauzimati različite lokacije u odnosu na nultu liniju, što je neophodno za stvaranje različitih naleganja.
Postoji razlika između početka i kraja polja tolerancije. Početak polja tolerancije je granica koja odgovara najvećem volumenu dijela i omogućava razlikovanje odgovarajućih dijelova od neodgovarajućih dijelova koji se mogu popraviti. Kraj zone tolerancije je granica koja odgovara najmanjem volumenu dijela i omogućava nam da razlikujemo prikladne dijelove od nepopravljivih neodgovarajućih.
Za rupe, početak polja tolerancije određen je linijom koja odgovara donjem odstupanju, a kraj polja tolerancije linijom koja odgovara gornjoj devijaciji. Za osovine, početak polja tolerancije određen je linijom koja odgovara gornjoj devijaciji, kraj polja tolerancije - linijom koja odgovara donjem odstupanju.
2.3. Formiranje polja tolerancije i sletanja
Polje tolerancije formira se kombinacijom jedne od glavnih relacija sa tolerancijom za jednu od kvalifikacija, stoga se simbol polja tolerancije sastoji od simbola glavnog odstupanja (slova) i broja kvalifikacije.
Preferirana polja tolerancije su obezbeđena reznim alatima i kalibrima prema normalnom nizu brojeva, a preporučena su obezbeđena samo kalibrima. Dodatna polja tolerancije su područja ograničene primjene i koriste se kada upotreba glavnih tolerancijskih polja ne dozvoljava ispunjenje zahtjeva za proizvod.
ESDP predviđa sve grupe uklapanja: sa odobrenjem, ometanjem i prijelaznim. Naleganja nemaju nazive koji odražavaju strukturna, tehnološka ili operativna svojstva, već su predstavljeni samo u simbolima kombinovanih tolerancijskih polja rupe i osovine.
Fitingi se obično koriste u sistemu rupa (poželjno) ili sistemu osovine.
Sva naleganja u sistemu rupa za date nazivne dimenzije spojnica i njihove kvalitete formiraju se tolerancijskim poljima rupa sa stalnim osnovnim odstupanjima i bez različitih osnovnih odstupanja osovina.
Za spojeve sa zazorom u sistemu, rupe se koriste prema tolerancijama vratila sa glavnim odstupanjima od a do h uključujući.
Za prelazne spojeve u sistemu rupa ne koriste se tolerancije osovine sa glavnim odstupanjima k, t, p.
Za interferencije u sistemu rupa biraju se početna polja vratila sa glavnim odstupanjima od p do zc.
Za uklapanje u sistem vratila za date nazivne veličine i kvalitete spajanja koriste se tolerancijska polja sa stalnim glavnim odstupanjima h osovine i različitim glavnim odstupanjima rupa.
Za zazore u sistemu osovine, biraju se polja tolerancije rupa sa glavnim odstupanjima od A do H uključujući.
Za prelazne spojeve u sistemu osovine koriste se polja do otvora rupa sa glavnim odstupanjima Js, K, M, N.
Za opseg od 1 do 500 mm, u sistemu rupa je identifikovano 69 preporučenih naleganja, od kojih je 17 poželjnih, a u sistemu osovine postoji 59 preporučenih naleganja, uključujući 11 poželjnih.
Poglavlje 3. Tolerancija i sistemi slijetanja
Uzimajući u obzir iskustvo upotrebe i zahteve nacionalnih sistema tolerancije, ESDP se sastoji od dva jednaka sistema tolerancija i naleganja: sistema rupa i sistema osovine.
Identifikacija imenovanih sistema tolerancija i slijeta uzrokovana je razlikom u metodama formiranja slijeta.
Sistem rupa - sistem tolerancija i naleganja u kojem maksimalne dimenzije rupa za sve dosjede za datu nominalnu veličinu dH spoja i kvaliteta ostaju konstantne, a traženi nasjedi se postižu promjenom maksimalnih dimenzija osovine.
Sistem vratila je sistem tolerancija i naleganja u koji maksimalne dimenzije osovina za sva naleganja za datu nominalnu veličinu i kvalitet spoja ostaju konstantni, a tražena naleganja se postižu promjenom maksimalnih dimenzija otvora.
Sistem rupa ima širu primjenu u odnosu na sistem osovine, što je posljedica njegovih tehničkih i ekonomskih prednosti u fazi izrade projekta. Za obradu rupa različitih veličina potrebno je imati različite setove alata za sečenje (bušilice, upuštače, razvrtači, provlačenje itd.), a osovine se, bez obzira na njihovu veličinu, obrađuju istim rezačem ili brusnim točkom. Dakle, sistem rupa zahtijeva znatno niže troškove proizvodnje kako u procesu eksperimentalne obrade parenja tako iu uvjetima masovne ili masovne proizvodnje.
Sistem osovine je poželjniji od sistema rupa, kada osovine ne zahtevaju dodatnu obradu obeležavanja, ali se mogu montirati nakon tzv. praznih tehnoloških procesa.
Sistem osovine se koristi i u slučajevima kada sistem rupa ne dozvoljava da se izvedu potrebni spojevi prema datim projektnim rješenjima.
Prilikom odabira sistema za slijetanje potrebno je uzeti u obzir tolerancije za standardne dijelove i komponente proizvoda: kod kugličnih i valjkastih ležajeva nasjedanje unutrašnjeg prstena na osovinu vrši se u sistemu rupa, a naleganje vanjski prsten u tijelu proizvoda je u sistemu osovine.
Dio čije se dimenzije ne mijenjaju za sve dopune, uz nepromijenjenu nazivnu veličinu i kvalitet, obično se naziva glavnim dijelom.
U skladu sa šablonom formiranja nalega, u sistemu rupa glavni deo je rupa, a u sistemu osovine glavni deo je osovina.
Glavno vratilo je osovina čije je gornje odstupanje nula.
Glavna rupa je rupa čije je donje odstupanje nula.
Tako će u sistemu rupa neglavni dijelovi biti osovine, u sistemu osovina - rupe.
Položaj tolerancijskih polja glavnih dijelova mora biti konstantan i nezavisan od položaja tolerancijskih polja neglavnih dijelova. U zavisnosti od položaja tolerancijskog polja glavnog dela u odnosu na nazivnu veličinu spojnice, razlikuju se ekstremno asimetrični i simetrični sistemi tolerancije.
ESDP je krajnje asimetričan sistem tolerancije, u kojem je Tolerancija postavljena “u tijelo” dijela, tj. plus - u smjeru povećanja veličine od nominalne za glavnu rupu i minus - u smjeru smanjenja veličine od nominalne za glavnu osovinu.
Ekstremno asimetrični sistemi tolerancije i uklapanja imaju neke ekonomske prednosti u odnosu na simetrične sisteme, što je povezano sa obezbeđivanjem glavnih delova ekstremnih kalibara.
Takođe treba napomenuti da se u nekim slučajevima koriste nesistemski naleganja, tj. rupa je napravljena u sistemu osovine, a osovina je napravljena u sistemu rupa. Konkretno, nesistemsko uklapanje se koristi za strane ravnih spojeva.
3.1. Raspored tolerancijskih polja za standardna sučelja
1 Glatka cilindrična veza
|
Parametar |
Značenje |
|
Td = dmax - dmin = es – ei = |
|
|
TD = Dmax – Dmin = ES - EI = |
|
|
Smax = Dmax - dmin = |
|
|
Smin= Dmin – dmax = |
|
|
Scp = (Smax + Smin) / 2 = |
|
|
TS= Smax – Smin = |
|
|
Priroda uparivanja |
|
|
Sistem za sletanje |
Glavna rupa |
|
Parametar |
Značenje |
|
Td = dmax - dmin = es – ei = |
|
|
TD = Dmax – Dmin = ES - EI = |
|
|
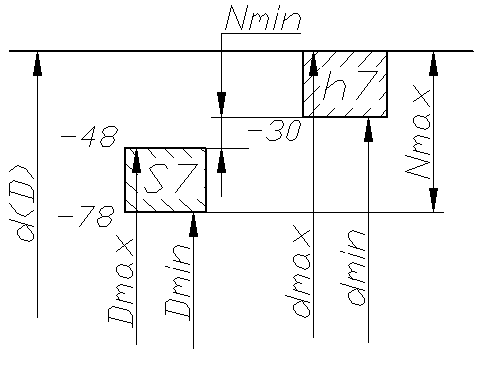
Nmin = dmin - Dmax |
|
|
Nmax = dmax - Dmin |
|
|
Ncp = (Nmax + Nmin) / 2 = |
|
|
TN = Nmax – Nmin = |
|
|
Priroda uparivanja |
|
|
Sistem za sletanje |
Glavna osovina |
|
Parametar |
Značenje |
|
Td = dmax - dmin = es – ei = |
|
|
TD = Dmax – Dmin = ES - EI = |
|
|
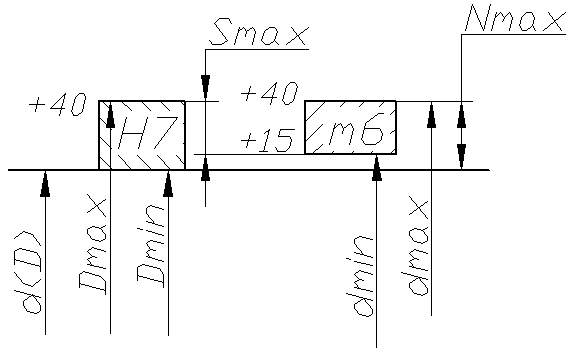
Smax = Dmax - dmin = |
|
|
Nmax = dmax - Dmin = |
|
|
Scp = (Smax + Smin) / 2 = |
|
|
TS = Smax – Smin = |
|
|
Priroda uparivanja |
Prijelazni |
|
Sistem za sletanje |
Glavna rupa |
Za kombinovano uklapanje, određujemo verovatnoću formiranja interferencija i naleganja. Proračun ćemo izvršiti sljedećim redoslijedom.
Izračunajmo standardnu devijaciju jaza (preference), µm
definirajmo granicu integracije
tabelarna vrijednost funkcije F(z)= 0,32894
Vjerovatnoća interferencije u relativnim jedinicama
P N " = 0,5 + F(z) = 0,5 + 0,32894 = 0,82894
Vjerovatnoća napetosti u procentima
P N = P N " x 100% = 0,82894*100%= 82,894%
Vjerojatnost klirensa u relativnim jedinicama
P Z "= 1 – P N = 1 - 0,82894 = 0,17106
Vjerovatnoća jaza u postocima
P Z = P Z "x 100% = 0,17103*100% = 17,103%

Spisak korišćene literature
1. Korotkov V.P., Taits B.A. “Osnove metrologije i teorije tačnosti mjernih uređaja.” M.: Izdavačka kuća standarda, 1978. 351 str.
2. A. I. Yakushev, L. N. Vorontsov, N. M. Fedotov. “Zamjenjivost, standardizacija i tehnička mjerenja”: – 6. izdanje, revidirano. i dodatne – M.: Mašinstvo, 1986. – 352 str., ilustr.
3. V. V. Boytsova “Osnove standardizacije u mašinstvu”. M.: Izdavačka kuća standarda. 1983. 263 str.
4. Kozlovsky N.S., Vinogradov A.N. Osnove standardizacije, tolerancije, uklapanja i tehnička mjerenja. M., „Mašinstvo“, 1979
5. Tolerancije i uklapanja. Imenik. Ed. V.D. Myagkov. T.1 i 2.L., "Mašinstvo", 1978
Kombinacija glavnog odstupanja i kvaliteta formira tolerancijsko polje veličine dijela . Na primjer:
e8, k6, r6 – tolerancijska polja osovine (tabela 1.2);
D10, M8, R7 – tolerancijska polja rupa (tablica 1.3).
Priključci na crtežima su označeni razlomkom: polje tolerancije rupe je upisano u brojiocu, a polje tolerancije osovine je napisano u nazivniku.
Spusti su predviđeni u dva sistema: sistem za sletanje u glavnu rupu i sistem za sletanje na glavnom oknu.
Sistem sletanja u glavnu rupu ili jednostavno sistem rupa - ovo je skup nasjedanja kod kojih su maksimalna odstupanja rupa ista (sa istom nazivnom veličinom i kvalitetom), a različita naleganja se postižu promjenom maksimalnih odstupanja osovina.
Glavna rupa - ovo je rupa koja je označena slovom H i čije je donje odstupanje nula (EI = 0). Prilikom označavanja naleganja u sistemu rupa, brojilac će uvijek sadržavati glavnu rupu “H”, a nazivnik će uvijek sadržavati odstupanje glavne osovine namijenjeno za formiranje određenog uklapanja.
Na primjer:
– postaviti rupu u sistemu sa garantovanim razmakom;
– uklapanje u sistem rupa, prelazni;
– postavite rupu u sistem sa zagarantovanim smetnjama.
Sistem sletanja na glavnom vratilu ili jednostavno sistem osovine - ovo je skup nasjedanja kod kojih su maksimalna odstupanja osovina ista (sa istom nazivnom veličinom i istim kvalitetom), a različita naleganja se postižu promjenom maksimalnih odstupanja otvora.
Glavna osovina - ovo je okno, koje je označeno slovom “ h» i čije je gornje odstupanje nula (es = 0).
Prilikom označavanja uklapanja u sistem osovine, nazivnik (gdje je uvijek napisano polje tolerancije osovine) će uključivati glavno vratilo “ h“, a u brojniku je glavno odstupanje rupe namijenjeno formiranju određenog pristajanja.
Na primjer:
– uklapanje u sistem osovine sa garantovanim zazorom;
– sletanje u sistem šahta, prelazno;
– uklapanje u sistem osovine sa zagarantovanim smetnjama.
Standard dozvoljava bilo koju kombinaciju polja tolerancije za rupe i osovine, na primjer: ; i sl.
Istovremeno, utvrđena su preporučena pristajanja za sve raspone veličina, a za veličine 1 – 500 mm identificirana su poželjna pristajanja, na primjer: H7/f7; H7/n6 itd. (vidi tabele 1.2 i 1.3).
Objedinjavanje sletišta omogućava da se osigura ujednačenost projektnih zahtjeva za priključke i olakša rad projektantima u određivanju svrhe sletanja. Kombinacijom različitih opcija za željena tolerancijska polja osovina i rupa, možete značajno proširiti sposobnost sistema za kreiranje različitih naleganja bez povećanja seta alata, mjerača i druge tehnološke opreme.
Iz ekonomskih razloga, slijetanja bi trebala biti propisana uglavnom u sistemu rupa i rjeđe u sistemu okna. Ovo smanjuje raspon alata za rezanje i mjerenje dizajniranih za obradu i nadzor rupa. Precizne rupe se obrađuju skupim alatima za sečenje (upuštači, razvrtači, provlačenje). Svaki od njih se koristi za obradu samo jedne veličine s određenim rasponom tolerancije. Osovine, bez obzira na njihovu veličinu, obrađuju se istim rezačem ili brusnim točkom. U sistemu su rupe različitih maksimalnih veličina manje nego u sistemu osovine, pa je i opseg reznih alata potrebnih za obradu rupa manji.
Međutim, u nekim slučajevima, iz dizajnerskih razloga, potrebno je koristiti sistem osovine, na primjer, kada je potrebno naizmjenično spojiti nekoliko rupa iste nominalne veličine, ali s različitim nasjedima na istom vratilu, ili utičnici u kućište za ugradnju ležaja se izrađuje prema sistemu osovine.
Kod preporučenih i poželjnih naleganja preciznog kvaliteta za veličine od 1 do 3150 mm, tolerancija rupe je u pravilu za jedan ili dva kvaliteta veća od tolerancije osovine, jer je preciznu rupu tehnološki teže dobiti od tačne osovine. , zbog lošijih uvjeta odvođenja topline, nedovoljne krutosti, povećanog trošenja i poteškoća u vođenju reznog alata do obrade rupa.
Tolerancije za dimenzije do 500 mm
|
Nazivna veličina, mm |
Kvaliteta |
|||||||||||||||
|
Oznaka tolerancije |
||||||||||||||||
|
Tolerancija, µm |
||||||||||||||||
|
6 – 10 |
||||||||||||||||
|
10 – 18 |
||||||||||||||||
|
18 – 30 |
||||||||||||||||
|
30 – 50 |
||||||||||||||||
|
50 – 80 |
||||||||||||||||
|
80 – 120 |
||||||||||||||||
Jedinstveni sistem prijema i sletanja (USDP) razvijen je u skladu sa sveobuhvatnim programom i preporukama međunarodnih standarda. Proširuje se na spajanje glatkih cilindričnih elemenata i elemenata ograničenih paralelnim ravnima.
Svi delovi koji čine spojeve, sklopove, sklopove i mašine karakterišu geometrijske dimenzije. Dimenzije izražavaju numeričku vrijednost linearnih veličina (prečnik, dužina, širina itd.) i dijele se na nominalne, realne i granične. U mašinstvu, dimenzije su naznačene u milimetrima. U spoju elemenata dvaju dijelova, jedan od njih je unutrašnji (ženski), drugi je vanjski (muški).
U sistemu tolerancija i naleganja za glatke spojeve svaki vanjski (muški) element se konvencionalno naziva osovina i označava se malim slovima latinice, a unutrašnji (obuhvatni) element se naziva rupa i označen je velikim slovima latinice. Osnovni pojmovi i definicije utvrđeni su GOST 25346-89. Nominalna veličina - veličina. koja služi kao polazna tačka za odstupanja i u odnosu na koju se određuju maksimalne dimenzije. Određeno nominalne veličine rupe – Dn (D), osovina – dn (d).
Nominalna veličina - je glavna veličina dijela ili njihovih spojeva (veza uključuje dva dijela - rupu i osovinu). Propisuje se na osnovu proračuna dijelova za čvrstoću, otpornost na habanje, krutost itd. i na osnovu dizajnerskih, tehnoloških i operativnih razmatranja. Kada su spojeni, dva dijela imaju zajedničku nazivnu veličinu. Vrijednosti nominalnih veličina dobivene proračunom treba zaokružiti (u pravilu, naviše).
Prirodna veličina – veličina utvrđena mjerenjem sa dozvoljenom greškom. Ovaj termin je uveden jer je nemoguće proizvesti dio sa apsolutno tačnim potrebnim dimenzijama i izmjeriti ih bez unošenja greške. Stvarna veličina je naznačena za rupu Dd. a za okno - dd.
Granične dimenzije dijela – dvije najveće dozvoljene veličine, između kojih stvarna veličina odgovarajućeg dijela mora biti ili može biti jednaka. Ograničenja veličine, tj. raspon disperzije stvarnih veličina određen je najmanjim graničnim dimenzijama (Dmin, dmin) i najvećim graničnim dimenzijama (Dmax, dmax) / Poređenje stvarne veličine sa graničnim omogućava procjenu prikladnosti dijela.
Radi pojednostavljenja crteža uvedena su maksimalna odstupanja od nominalne veličine . Maksimalno odstupanje veličine- ovo je algebarska razlika između maksimalne i nominalne veličine.
Razlikovati odstupanja gornje i donje granice, koristeći kratki rokovi– gornje i donje odstupanje.
Gornje odstupanje (ES – za rupu, es – za osovinu) - algebarska razlika između najveće granične i nazivne dimenzije: ES = Dmax – Dn, es = dmax – dn
Donja devijacija (EI – za rupu, ei – za osovinu) je algebarska razlika između najmanje granice i nazivne dimenzije:
EI= Dmin – Dn, ei = dmin – dn
Stvarno odstupanje naziva se algebarska razlika između realne i nominalne veličine. Odstupanje je pozitivno ako je granična ili stvarna veličina veća od nominalne veličine, a negativno ako su navedene dimenzije manje od nominalne veličine.
Na crtežima mašinstva, nazivne i maksimalne linearne dimenzije i njihova odstupanja su naznačene u milimetrima bez navođenja jedinice, na primer 58 +0,013, 42 -0,024, 70±0,2; ugaone dimenzije i njihova maksimalna odstupanja - u stepenima, minutama ili sekundama koje označavaju jedinicu, na primjer 0 0 30’40”, 120 o ±20’. Odstupanje jednako nuli nije naznačeno na crtežima; samo jedno odstupanje je naznačeno - pozitivno na mjestu gornjeg ili negativno na mjestu odstupanja donje granice, na primjer 200 -0,2, 200 +0,2. Maksimalna odstupanja u tablicama tolerancija su naznačena u mikrometrima.
Razlika između najveće i najmanje granične veličine ili apsolutne vrijednosti algebarske razlike između gornjeg i donjeg odstupanja naziva se tolerancija veličine. Tolerancija je označena slovom T, zatim za rupu - TD, za osovinu - Td: TD=Dmax - Dmin; Td = dmax – dmin.
Radi pojednostavljenja, tolerancije se mogu grafički prikazati u obliku polja tolerancije. U ovom slučaju, os proizvoda je uvijek pozicionirana prema dijagramu. Polje tolerancije – polje ograničeno gornjim i donjim odstupanjima. Tolerancijska polja su određena vrijednošću tolerancije i njenim položajem u odnosu na nominalnu veličinu. U grafičkom prikazu, polje tolerancije je zatvoreno između dvije linije koje odgovaraju gornjoj i donjoj devijaciji u odnosu na nultu liniju.
Nulta linija – linija koja odgovara nazivnoj veličini. od kojih se crtaju odstupanja dimenzija pri grafičkom prikazu tolerancija i uklapanja. Ako se nulta linija nalazi vodoravno, tada se od nje polažu pozitivna odstupanja, a negativna odstupanja.
Da biste izgradili sistem tolerancije, postavite jedinica tolerancije i (I), koji, odražavajući uticaj tehnoloških, dizajnerskih i metroloških faktora, izražava zavisnost tolerancije od nominalne veličine ograničene tolerancijom, i predstavlja mera tačnosti, kao i broja jedinica tolerancije ( A), ovisno o kvaliteti izrade (kvalitetu) a ne ovisno o nominalnoj veličini (u ESDP-u je utvrđeno 19 standarda kvaliteta). Kvaliteta– skup tolerancija koji odgovara istom stepenu tačnosti za sve nazivne veličine. Serijski broj kvaliteta raste sa povećanjem tolerancije: 01; 0; 1; 2….17, toleranciju kvaliteta označava IT sa serijskim brojem, na primjer IT14.
Državni standardi (GOST 25346-89, GOST 25347-82, GOST 25348-89) zamenili su OST sistem tolerancija i sletanja, koji je bio na snazi do januara 1980.
Uslovi su dati prema GOST 25346-89"Osnovni standardi zamjenjivosti. Jedinstveni sistem tolerancija i slijetanja."
Shaft- izraz koji se konvencionalno koristi za označavanje vanjskih elemenata dijelova, uključujući necilindrične elemente;
Rupa- izraz koji se konvencionalno koristi za označavanje unutrašnjih elemenata dijelova, uključujući necilindrične elemente;
Glavna osovina- osovina čije je gornje odstupanje nula;
Glavna rupa- rupa čije je donje odstupanje nula;
Veličina- numerička vrijednost linearne veličine (prečnik, dužina, itd.) u odabranim mjernim jedinicama;
Prirodna veličina- veličina elementa određena mjerenjem sa prihvatljivom tačnošću;
Nominalna veličina- veličina u odnosu na koju se utvrđuju odstupanja;
Devijacija- algebarska razlika između veličine (stvarne ili maksimalne veličine) i odgovarajuće nominalne veličine;
Kvaliteta- skup tolerancija za koje se smatra da odgovaraju istom nivou tačnosti za sve nominalne veličine;
Slijetanje- priroda spajanja dvaju dijelova, određena razlikom u njihovim veličinama prije montaže.
Gap- ovo je razlika između dimenzija rupe i osovine prije montaže, ako je rupa veća veličina osovina;
Preload- razlika između dimenzija osovine i rupe prije montaže, ako je veličina osovine veća od veličine rupe;
Tolerancija uklapanja- zbir tolerancija otvora i osovine koji čine spoj;
Tolerancija T- razlika između najveće i najmanje granične veličine ili algebarska razlika između gornjeg i donjeg odstupanja;
Odobrenje IT standarda- bilo koja od tolerancija utvrđenih ovim sistemom tolerancija i sletanja;
Polje tolerancije- polje ograničeno najvećom i najmanjom graničnom veličinom i određeno vrijednošću tolerancije i njegovim položajem u odnosu na nominalnu veličinu;
Klirens fit- uklapanje koje uvijek stvara prazninu u vezi, tj. najmanja granična veličina rupe je veća ili jednaka najvećoj graničnoj veličini osovine;
Interference fit- naleganje u kojem se uvijek stvara smetnja u spoju, tj. najveća maksimalna veličina rupe je manja ili jednaka najmanjoj maksimalnoj veličini osovine;
Transitional fit- naleganje u kojem je moguće dobiti i zazor i naleganje u spoju, ovisno o stvarnim dimenzijama otvora i osovine;
Slijetanja u sistem rupa- naleganja u kojima se traženi zazori i smetnje dobijaju kombinacijom različitih tolerancijskih polja osovina sa tolerancijskim poljem glavne rupe;
Priključci u sistemu osovine- naleganja u kojima se traženi zazori i smetnje dobijaju kombinovanjem različitih tolerancijskih polja rupa sa tolerancijskim poljem glavnog vratila.
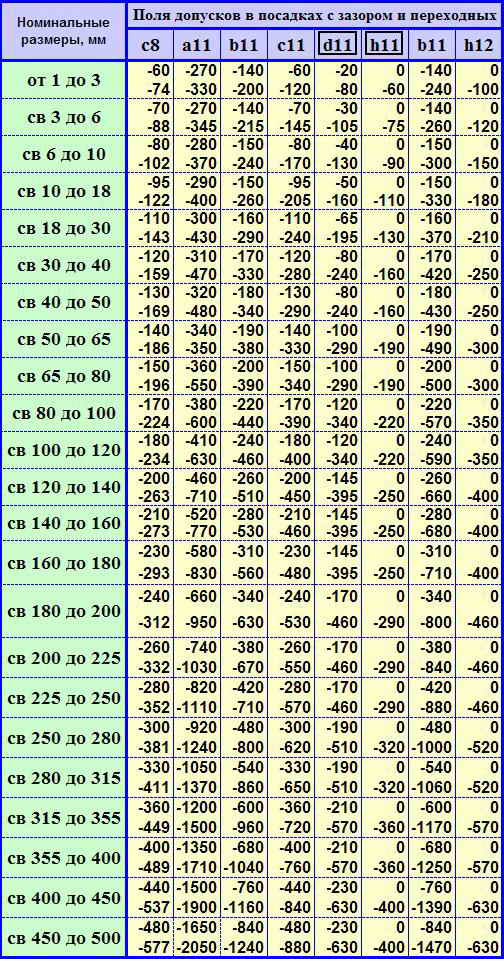
Tolerancijska polja i odgovarajuća maksimalna odstupanja utvrđuju se različitim rasponima nominalnih veličina:
do 1 mm- GOST 25347-82;
od 1 do 500 mm- GOST 25347-82;
preko 500 do 3150 mm- GOST 25347-82;
preko 3150 do 10.000 mm- GOST 25348-82.
GOST 25346-89 utvrđuje 20 kvalifikacija (01, 0, 1, 2, ... 18). Kvaliteti od 01 do 5 namijenjeni su prvenstveno kalibrima.
Tolerancije i maksimalna odstupanja utvrđena u standardu odnose se na dimenzije dijelova na temperaturi od +20 o C.
Instalirano 27
odstupanja glavnog vratila i 27
odstupanja glavne rupe. Glavno odstupanje je jedno od dva maksimalna odstupanja (gornje ili donje), koje određuje položaj polja tolerancije u odnosu na nultu liniju. Glavno je odstupanje najbliže nulti liniji. Glavna odstupanja rupa označena su velikim slovima latinične abecede, osovine - malim slovima. Dijagram rasporeda glavnih odstupanja s naznakom razreda u kojima se preporučuje njihova upotreba, za veličine do 500
mm je dat u nastavku. Zasjenjeno područje se odnosi na rupe. Dijagram je prikazan u skraćenici.

Termini za sletanje. Slijetanja se odabiru ovisno o namjeni i uvjetima rada opreme i mehanizama, njihovoj tačnosti i uvjetima montaže. U ovom slučaju potrebno je uzeti u obzir mogućnost postizanja točnosti različitim metodama obrade proizvoda. Najprije treba primijeniti željene zasade. Zasadi se uglavnom koriste u sistemima rupa. Naleganja sistema vratila su prikladna kada se koriste neki standardni dijelovi (na primjer, kotrljajni ležajevi) iu slučajevima kada se po cijeloj dužini koristi osovina konstantnog promjera za ugradnju više dijelova s različitim naleganjama na nju.
Tolerancije naleganja otvora i osovine ne bi trebalo da se razlikuju za više od 1-2 stepena. Rupi se obično pripisuje veća tolerancija. Zazori i smetnje treba izračunati za većinu tipova spojeva, posebno za spojeve sa smetnjama, fluidne ležajeve i druge spojeve. U mnogim slučajevima, slijetanja se mogu dodijeliti po analogiji s prethodno dizajniranim proizvodima koji su slični u radnim uvjetima.
Primjeri upotrebe spojeva koji se uglavnom odnose na željene spojeve u sistemu rupa za veličine 1-500 mm.
Slijetanja sa klirensom. Kombinacija rupa N sa osovinom h(klizni spojevi) se uglavnom koriste u fiksnim spojevima kada je potrebno često rastavljanje (zamjenjivi dijelovi), ako je potrebno lako pomicati ili rotirati dijelove jedan u odnosu na drugi prilikom postavljanja ili podešavanja, za centriranje fiksno pričvršćenih dijelova.
Slijetanje H7/h6 primijeniti:
Za zamjenske zupčanike u alatnim strojevima;
- u spojevima sa kratkim radnim hodom, na primjer za drške opružnih ventila u vodilicama (primjenjivo je i H7/g6 uklapanje);
- za spojne dijelove koji se moraju lako pomicati kada su zategnuti;
- za precizno usmjeravanje pri klipnim kretanjima (klipnjača u vodilicama pumpi visokog pritiska);
- za centriranje kućišta kotrljajućih ležajeva u opremi i raznim mašinama.
Slijetanje H8/h7 koristi se za centriranje površina sa smanjenim zahtjevima za poravnanje.
Priključci H8/h8, H9/h8, H9/h9 se koriste za fiksno učvršćene delove sa niskim zahtevima za tačnost mehanizama, malim opterećenjima i potrebom da se obezbedi laka montaža (zupčanici, spojnice, remenice i drugi delovi povezani sa vratilom sa kućišta kotrljajućih ležajeva, centriranje prirubničkih spojeva), kao i kod pomičnih spojeva sa sporim ili rijetkim translatornim i rotacijskim pokretima.
Slijetanje H11/h11 koristi se za relativno grubo centrirane fiksne spojeve (poklopci prirubnica za centriranje, fiksiranje gornjih uboda), za nekritične šarke.
Slijetanje H7/g6 karakteriše minimalni garantovani jaz u odnosu na druge. Koristi se u pokretnim spojevima za osiguravanje nepropusnosti (na primjer, kalem u čahuri pneumatske bušilice), preciznog smjera ili za kratke hodove (ventili u kutiji ventila) itd. Kod posebno preciznih mehanizama koriste se spojnice H6/g5 i čak H5/g4.
Slijetanje N7/f7 koristi se u kliznim ležajevima pri umjerenim i konstantnim brzinama i opterećenjima, uključujući u mjenjačima; centrifugalne pumpe; za zupčanike koji se slobodno okreću na osovinama, kao i za kotače uključene spojnicama; za vođenje potiskivača u motorima sa unutrašnjim sagorevanjem. Tačnije slijetanje ovog tipa - H6/f6- koristi se za precizne ležajeve, distributere hidrauličnih transmisija putničkih automobila.
Slijetanja N7/e7, N7/e8, N8/e8 I N8/e9 koristi se u ležajevima pri velikim brzinama rotacije (u elektromotorima, u zupčanicima motora sa unutrašnjim sagorevanjem), sa razmaknutim osloncima ili velikom dužinom parenja, na primer, za blok zupčanika u alatnim mašinama.
Slijetanja H8/d9, H9/d9 koristi se, na primjer, za klipove u cilindrima parnih strojeva i kompresora, u spojevima ventilskih kutija s kućištem kompresora (za njihovu demontažu potreban je veliki razmak zbog stvaranja čađi i značajne temperature). Precizniji nasjedi ovog tipa - H7/d8, H8/d8 - koriste se za velike ležajeve pri velikim brzinama rotacije.
Slijetanje H11/d11 koristi se za pomične spojeve koji rade u uslovima prašine i prljavštine (sklopovi poljoprivrednih mašina, vagona), u zglobnim spojevima šipki, poluga i sl., za centriranje poklopaca parnih cilindara sa zaptivanje spojeva sa prstenastim brtvama.
Prelazna sletanja. Dizajniran za fiksne spojeve dijelova koji su podvrgnuti montaži i demontaži tokom popravke ili zbog uslova rada. Međusobnu nepokretnost dijelova osiguravaju ključevi, igle, pritisni vijci itd. Manje čvrsto prianjanje propisuje se kada postoji potreba za čestim rastavljanjem zgloba, kada neugodnost zahtijeva visoku preciznost centriranja i kada je podložna udarnim opterećenjima i vibracijama.
Slijetanje N7/p6(slijepi tip) daje najtrajnije veze. Primjeri primjene:
Za zupčanike, spojnice, radilice i druge dijelove pod velikim opterećenjima, udarima ili vibracijama u spojevima koji se obično rastavljaju samo tijekom velikih popravaka;
- postavljanje prstenova za podešavanje na osovine malih i srednjih električnih mašina; c) uklapanje provodnih čaura, montažnih klinova i klinova.
Slijetanje N7/k6(vrsta zatezanja) u prosjeku daje beznačajan zazor (1-5 mikrona) i osigurava dobro centriranje bez potrebe za značajnim naporom za montažu i demontažu. Koristi se češće od ostalih prijelaznih spojeva: za montažu remenica, zupčanika, spojnica, zamašnjaka (sa ključevima), čahure ležaja.
Slijetanje H7/js6(tisni tip) ima veće prosječne zazore od prethodnog i koristi se umjesto njega ako je potrebno radi lakše montaže.
Slijetanja pod pritiskom. Izbor naleganja se vrši na osnovu uslova da se uz najmanje smetnje osigura čvrstoća spoja i prenosa, opterećenja, a uz najveće smetnje osigurana čvrstoća delova.
Slijetanje N7/r6 koristi se za relativno mala opterećenja (na primjer, postavljanje o-prstena na osovinu, koji fiksira položaj unutrašnjeg prstena ležaja u dizalicama i vučnim motorima).
Slijetanja H7/g6, H7/s6, H8/s7 koristi se u spojevima bez pričvrsnih elemenata pri malim opterećenjima (na primjer, čahura u glavi klipnjače pneumatskog motora) i sa spojnim elementima pod velikim opterećenjem (ugradnja na ključ zupčanika i spojnica u valjaonicama, opremi za bušenje ulja, itd.) .
Slijetanja H7/u7 I N8/u8 koristi se u spojevima bez pričvršćivača pod značajnim opterećenjima, uključujući naizmjenična opterećenja (na primjer, spajanje klina s ekscentrikom u aparatima za rezanje poljoprivrednih strojeva za žetvu); sa spojnim elementima pod vrlo velikim opterećenjima (ugradnja velikih spojnica u pogone valjaonica), pod malim opterećenjima, ali kratkim spojnim dužinama (sjedište ventila u glavi cilindra kamiona, čaura u poluzi za čišćenje kombajna).
Visoko precizne smetnje N6/r5, N6/g5, H6/s5 koristi se relativno rijetko iu spojevima koji su posebno osjetljivi na fluktuacije napetosti, na primjer, postavljanje dvostepene čahure na armaturno vratilo vučnog motora.
Tolerancije nepodudarnih dimenzija. Za nepodudarne dimenzije, tolerancije se dodjeljuju ovisno o funkcionalnim zahtjevima. Tolerancijska polja se obično nalaze:
- u "plus" za rupe (označene slovom H i brojem kvaliteta, na primjer NZ, H9, H14);
- “minus” za osovine (označeno slovom h i brojem kvaliteta, na primjer h3, h9, h14);
- simetrično u odnosu na nultu liniju ("plus - minus pola tolerancije" označava se, na primjer, ±IT3/2, ±IT9/2, ±IT14/2). Simetrična tolerancijska polja za rupe mogu se označiti slovima JS (na primjer, JS3, JS9, JS14), a za osovine - slovima js (na primjer, js3, js9, js14).
Tolerancije prema 12-18 -te kvalitete karakterišu nekonjugirajuće ili konjugirajuće dimenzije relativno niske tačnosti. Više puta ponovljena maksimalna odstupanja u ovim kvalitetama dozvoljeno je da se ne naznače u dimenzijama, već da se navedu u opštem unosu u tehničkim zahtevima.
Za veličine od 1 do 500 mm
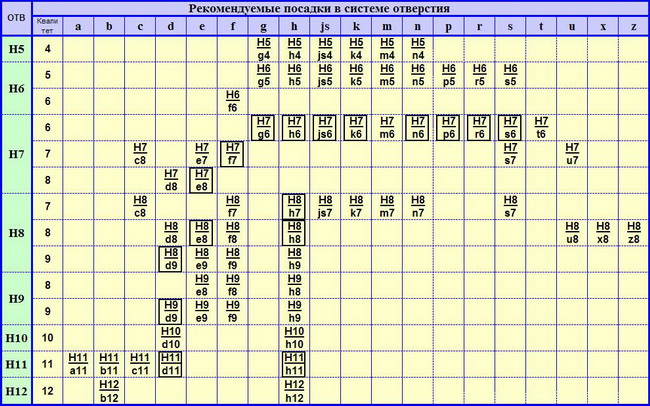
Preferirane zasade se postavljaju u okvir.
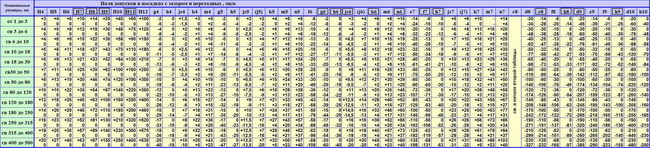
Elektronska tabela tolerancija za rupe i osovine sa naznakom polja prema starom OST sistemu i prema ESDP-u.
Kompletna tabela tolerancija i uklapanja za glatke spojeve u sistemima rupa i osovina, sa naznakom tolerancijskih polja prema starom OST sistemu i prema ESDP-u:
Povezani dokumenti:
Tablice tolerancije ugla
GOST 25346-89 "Osnovne norme zamenljivosti. Jedinstveni sistem tolerancija i sletanja. Opšte odredbe, serije tolerancija i osnovna odstupanja"
GOST 8908-81 "Osnovni standardi zamenljivosti. Normalni uglovi i tolerancije uglova"
GOST 24642-81 "Osnovni standardi zamenljivosti. Tolerancije oblika i položaja površina. Osnovni pojmovi i definicije"
GOST 24643-81 "Osnovne norme zamjenjivosti. Tolerancije oblika i položaja površina. Numeričke vrijednosti"
GOST 2.308-79 "Jedinstveni sistem projektne dokumentacije. Indikacija na crtežima tolerancija oblika i položaja površina"
GOST 14140-81 "Osnovni standardi zamjenjivosti. Tolerancije za lokaciju osi rupa za pričvršćivače"
Tolerancije dimenzija, naleganja i tolerancije naleganja.
Za početak, točnost izrade dijela karakterizira tolerancija. I što je manji, teže je obraditi dio. To je zbog povećanih zahtjeva za preciznošću mašina, alata, uređaja i kvalifikacija radnika. Važno je znati da nerazumno veća tolerancija smanjuje pouzdanost i kvalitet proizvoda.
Zona tolerancije je polje ograničeno gornjim i donjim odstupanjima. Polje tolerancije je određeno veličinom tolerancije i njenim položajem u odnosu na nominalnu veličinu. U grafičkom prikazu zaključuje se između linija koje odgovaraju gornjoj i donjoj devijaciji nulte linije.
Prilikom crtanja dimenzija sa gornjim i donjim odstupanjima na crtežima, moraju se poštovati određena pravila:
Gornja ili donja odstupanja jednaka nuli nisu naznačena.
Broj znakova u gornjem i donjem odstupanju se izjednačava ako je potrebno, da bi se održao jedan broj znakova, nule se dodaju desno, na primjer Æ .
Gornje i donje odstupanje se evidentiraju u dva reda, pri čemu je gornja devijacija postavljena iznad donje; visina cifara odstupanja je približno polovina od cifara nominalne veličine;
U slučaju simetričnog položaja polja tolerancije u odnosu na nultu liniju, tj. kada je gornje odstupanje po apsolutnoj vrijednosti jednako donjem odstupanju, ali suprotno predznaku, njihova vrijednost se označava iza znaka ± u brojevima jednakim po visini brojevima nazivne veličine;
Polje tolerancije karakteriše ne samo veličinu tolerancije, već i njenu lokaciju u odnosu na nominalnu veličinu ili nultu liniju. Može se nalaziti iznad, ispod, simetrično, jednostrano i asimetrično u odnosu na nultu liniju. Radi jasnoće, na crtežima dijelova iznad dimenzionalne linije nakon nazivne veličine, uobičajeno je da se gornja i donja odstupanja u milimetrima označavaju njihovim znakovima, a radi jasnoće, dijagrami lokacije tolerancijskog polja osovine ili rupe u odnosu na nultu liniju su nacrtane; u ovom slučaju, gornja i donja odstupanja su postavljena u mikrometrima, a ne u milimetrima.
Pristajanje je priroda spoja dijela, određena veličinom nastalih praznina ili smetnji. Postoje tri vrste zasada:
Sa razmakom
- sa smetnjama
- prelazni.
Imajte na umu da osovina i otvor koji formiraju spoj imaju istu nominalnu veličinu i razlikuju se u gornjim i donjim odstupanjima. Iz tog razloga, na crtežima iznad kotne linije, uklapanje je označeno nakon nazivne veličine razlomkom, u čijim su brojnicima upisana maksimalna odstupanja za rupu, au nazivniku - slični podaci za osovinu.
Razlika između dimenzija osovine i rupe prije montaže, ako je veličina osovine veća od veličine rupe, naziva se smetnje N. Interference fit – Ovo je naleganje koje stvara smetnje u spoju, a tolerancija otvora se nalazi ispod tolerancije osovine.
Najmanje Nmin i najveći Nmax interferentni spoji imaju važna značenja za interferenciju:
- N min se javlja u spoju ako je u rupi s najvećom graničnom veličinom Dmax osovina najmanje maksimalne veličine će biti pritisnuta dmin ;
- N max se javlja pri najmanjoj graničnoj veličini rupe Dmin i najveća maksimalna veličina osovine d max .
Razlika između veličina rupe i osovine prije montaže, ako je veličina rupe veća od rupe osovine, naziva se jaz S. Naleganje koje obezbeđuje zazor u spoju, a tolerancija otvora se nalazi iznad tolerancije osovine naziva se zazor. Odlikuje se najmanjim Smin i najveći Smax dozvole:
- S min nastaje na spoju rupe sa osovinom i nastaje ako je u rupi najmanje granične veličine Dmin, ugradit će se osovina najveće granične veličine dmax;
- S max se javlja pri najvećoj graničnoj veličini rupe Dmax i najmanja maksimalna veličina osovine dmin .
Razlika između najvećeg i najmanjeg zazora ili zbroj tolerancija otvora i osovine koji čine spoj naziva se dozvola za sletanje.
A slijetanje u kojem je moguće dobiti i razmak i smetnje se zove prelazno sletanje. U tom slučaju se tolerancijska polja rupe i osovine preklapaju djelomično ili potpuno.
Zbog neizbježne fluktuacije dimenzija osovine i rupe od najveće do najmanjih vrijednosti, pri sastavljanju dijelova dolazi do fluktuacija zazora i smetnji. Najveći i najmanji razmaci, kao i smetnje, izračunavaju se pomoću formula. I što je manja fluktuacija praznina ili smetnji, to je veća preciznost uklapanja.
Princip zamjenjivosti
Svojstvo dizajna sastavnog dijela proizvoda koje omogućava da se on koristi umjesto drugog bez dodatne obrade, uz zadržavanje specificirane kvalitete proizvoda čiji je dio, naziva se zamjenjivost. Uz potpunu zamjenjivost, slični dijelovi i proizvodi, na primjer, vijci, svornjaci, mogu se proizvesti i instalirati na „svojim mjestima“ bez dodatne obrade ili pred-montaže.
Uz potpunu zamjenjivost, dozvoljeno je sastavljanje proizvoda metodama nepotpune i grupne zamjenjivosti, podešavanja i uklapanja.
Nepotpuna zamjenjivost uključuje sklapanje proizvoda zasnovano na teorijskim i vjerojatnosnim proračunima.
Uz grupnu zamjenjivost, dijelovi proizvedeni na uobičajenim alatnim mašinama sa tehnološki ispunjenim tolerancijama sortiraju se po veličini u nekoliko grupa veličina; zatim provjerite sklop dijelova istog broja grupe.
Metoda regulacije podrazumijeva montažu sa regulacijom položaja ili dimenzija jednog ili više pojedinačnih, unaprijed odabranih dijelova proizvoda, zvanih kompenzatori.
Način ugradnje je montaža proizvoda sa ugradnjom jednog i sklopljenih dijelova. Zamjenjivost osigurava visoku kvalitetu proizvoda i smanjuje njihovu cijenu, a istovremeno doprinosi razvoju napredne tehnologije i mjerne tehnologije. Bez zamjenjivosti, moderna proizvodnja je nemoguća. Zamjenjivost se zasniva na standardizacija- pronalaženje rješenja za ponavljajuće probleme u oblasti nauke, tehnologije i ekonomije, u cilju postizanja optimalnog stepena uređenosti u određenoj oblasti. Standardizacija ima za cilj poboljšanje upravljanja nacionalnom ekonomijom, povećanje tehničkog nivoa i kvaliteta proizvoda, itd. Glavni zadatak standardizacije je stvaranje sistema normativne i tehničke dokumentacije koja utvrđuje zahtjeve za objekte standardizacije, obavezne za upotrebu u određenim oblasti aktivnosti. Najvažniji regulatorno-tehnički standardizacijski dokument je standard razvijen na osnovu dostignuća domaće i strane nauke, tehnologije i napredne tehnologije i pruža rješenja koja su optimalna za ekonomski i društveni razvoj zemlje.
Tolerancije i slijetanja su standardizovani državnim standardima koji su uključeni u dva sistema: ESDP – “Jedinstveni sistem tolerancija i slijetanja” i ONV – “Osnovni standardi zamjenjivosti”. ESDP se odnosi na tolerancije i naleganja u dimenzijama glatkih elemenata dijelova i na naleganja koja nastaju pri spajanju ovih dijelova. ONV reguliše tolerancije i naleganja spojeva sa ključem, klinastih, navojnih i konusnih spojeva, kao i zupčanika i točkova.
Tolerancije i naleganja su naznačeni na crtežima i skicama tehnološke karte iu drugoj tehnološkoj dokumentaciji. Na osnovu tolerancija i naleganja razvijaju se tehnološki procesi za izradu delova i kontrolu njihovih dimenzija, kao i montažu proizvoda.
Na radnom crtežu dijelovi su označeni dimenzijama koje se nazivaju nazivne, maksimalna odstupanja dimenzija i simboli polja tolerancije. Nazivna veličina rupe je označena sa D, a nazivna veličina osovine je d. U slučajevima kada osovina i rupa čine jednu vezu, nazivna veličina spoja uzima se kao ukupna veličina osovine i rupe, označena d(D). Nazivna veličina se bira iz niza normalnih linearnih dimenzija prema GOST 6636-69. ograničavanje broja korištenih veličina. Za veličine u asortimanu 0,001-0,009 mm instaliran red: 0,001; 0,002; 0,003;..0,009 mm. Postoje četiri glavna reda normalnih veličina (Ra5; Ra10; Ra20; Ra40) i jedan red dodatnih veličina. Poželjni su redovi sa većom gradacijom veličina, tj. red Ra5će smanjiti da preferira red Ra10 itd.
Gotovo je nemoguće obraditi dio točno do njegove nominalne veličine zbog brojnih grešaka koje utječu na obradbenu mrežu. Dimenzije radnog komada se razlikuju od navedene nazivne veličine. Stoga su ograničeni na dvije granične veličine, od kojih se jedna (veća) naziva najveća maksimalna veličina, a druga (manja) naziva se najmanja maksimalna veličina. Najveća maksimalna veličina rupe je označena sa Dmax, osovina d max; odnosno najmanja maksimalna veličina rupe Dmin, i osovina dmin .
Mjerenje rupe ili osovine s dozvoljenom greškom određuje njenu stvarnu veličinu. Dio je prikladan ako je njegova stvarna veličina veća od najmanje granične veličine, ali ne prelazi najveću graničnu veličinu.
Na crtežima, umjesto maksimalnih dimenzija, pored nazivne veličine su naznačena dva maksimalna odstupanja, npr. .
Devijacija je algebarska razlika između dimenzija i odgovarajuće nominalne veličine. Dakle, nazivna veličina služi i kao polazna tačka za odstupanja i određuje položaj nulte linije.
Realno odstupanje je algebarska razlika između stvarne i nominalne veličine.
Maksimalno odstupanje- algebarska razlika između realnih i nominalnih veličina. Jedno od dva maksimalna odstupanja naziva se gornje, a drugo donje.
Gornja i donja odstupanja mogu biti pozitivna, tj. sa znakom plus, negativan, tj. sa predznakom minus i jednak nuli.
Nulta linija je linija koja odgovara nazivnoj veličini, od koje se crtaju odstupanja dimenzija kada se grafički prikazuju tolerancije i uklapanja (GOST 25346-82). Ako se nulta linija nalazi vodoravno, tada se od nje polaže pozitivno odstupanje, a dolje se postavlja negativno.
ESDP standardi se primjenjuju na elemente koji se glatko spajaju i koji se ne spajaju dijelova nominalnih dimenzija do 10.000 mm (Tabela 1)
Table 1 ESDP standardi
Ime | ||||||||||||||||||||||||||||||||||||||
ESDP. Opšti položaj, serija tolerancija za glavna odstupanja | ||||||||||||||||||||||||||||||||||||||
ESDP. Redovi tolerancija, glavna odstupanja i tolerancijska polja za veličine preko 3150 mm | ||||||||||||||||||||||||||||||||||||||
ESDP. Tolerancijska polja za plastične dijelove | ||||||||||||||||||||||||||||||||||||||
ON JE IN. Maksimalna odstupanja dimenzija sa nespecificiranim tolerancijama | Klase (nivoi, stepeni) tačnosti u ESDP-u nazivaju se kvalifikacijama, što ih razlikuje od klasa tačnosti u OST sistemu. Kvaliteta(stepen tačnosti) - nivo gradacije vrednosti tolerancije sistema. Tolerancije u svakom razredu se povećavaju sa povećanjem nazivnih dimenzija, ali odgovaraju istom nivou tačnosti, određenom razredom (njegov serijski broj). Za datu nazivnu veličinu, tolerancija za različite vrste nije ista, jer svaki razred određuje potrebu za korištenjem određenih metoda i sredstava za preradu proizvoda. ESDP uspostavlja 19 kvalifikacija, označenih serijskim brojem: 01; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; jedanaest; 12; 13; 14; 15; 16 i 17. Najveća tačnost odgovara kvalitetu 01, a najniža - kvalitetu 17. Preciznost se smanjuje sa kvaliteta 01 na kvalitet 17. Tolerancija kvaliteta se konvencionalno označava velikim latiničnim slovima IT sa brojem kvaliteta, na primer IT6 - 6. tolerancija kvaliteta. U daljem tekstu, reč tolerancija se odnosi na toleranciju sistema. Kvalitete 01, 0 i 1 daju se za ocenjivanje tačnosti ravni paralelnih blokova merača, a kvalifikacije 2, 3 i 4 - za procenu glatkih merača utikača i klamerica. Dimenzije dijelova visokopreciznih kritičnih spojeva, na primjer, kotrljajućih ležajeva, rukavaca radilice, dijelova spojenih na kotrljajuće ležajeve visoke klase tačnosti, vretena preciznih i preciznih metalorezačkih mašina i drugih izvode se prema 5. i 6. kvalifikacije. Kvaliteti 7 i 8 su najčešći. Predviđene su za dimenzije preciznih kritičnih spojeva u instrumentaciji i mašinstvu, na primer delova motora sa unutrašnjim sagorevanjem, automobila, aviona, mašina za rezanje metala i mernih instrumenata. Dimenzije delova dizel lokomotiva, parnih mašina, mehanizama za dizanje i transport, štamparskih, tekstilnih i poljoprivrednih mašina uglavnom se izvode prema 9. kvalifikaciji. Kvalitet 10 je namijenjen za dimenzije nekritičnih spojeva, na primjer, za dimenzije dijelova poljoprivrednih mašina, traktora i vagona. Dimenzije dijelova koji formiraju nekritične veze, u kojima su dozvoljeni veliki zazori i njihova kolebanja, na primjer, dimenzije poklopca, prirubnica, dijelova dobivenih lijevanjem ili štancanjem, određuju se prema 11. i 12. kvalifikaciji. Kvaliteti 13-17 su namenjeni za nekritične dimenzije delova koji nisu uključeni u veze sa drugim delovima, tj. slobodne veličine, kao i za interoperativne dimenzije. Tolerancije u kvalifikacijama 5-17 određuju se općom formulom: 1Tq = ai, (1) Gdje q- broj kvalifikacija; A- bezdimenzionalni koeficijent utvrđen za svaki kvalitet i ne zavisi od nazivne veličine (naziva se „broj jedinica tolerancije“); і - jedinica tolerancije (µm) - množitelj u zavisnosti od nazivne veličine; za veličine 1-500 µm
za veličine St. 500 do 10.000 mm
Gdje D sa- geometrijska sredina graničnih vrijednosti
Gdje Dmin I Dmax– najmanja i najveća granična vrijednost raspona nazivnih veličina, mm. Za dati kvalitet i raspon nazivnih veličina, vrijednost tolerancije je konstantna za osovine i rupe (njihova tolerancijska polja su ista). Počevši od 5. kvalifikacije, tolerancije pri prelasku na susjednu manje tačnu kvalifikaciju povećavaju se za 60% (imenilac geometrijske progresije je 1,6). Nakon svakih pet kvalifikacija, tolerancije se povećavaju 10 puta. Na primjer, za dijelove nominalnih veličina St. 1 do 3 mm 5. kvalifikacijski prijem IT5 = 4 µm; nakon pet kvalifikacija se povećava 10 puta, tj. IT1O =.40 µm itd. Intervali nominalnih veličina u rasponima St. 3 do 180 i sv. 500 do 10000 mm u OST i ESDP sistemima su isti. U OST sistemu do 3 mm Utvrđuju se sljedeći intervali veličina: do 0,01; Sv. 0,01 do 0,03; Sv. 0,03 do 0,06; Sv. 0,06 do 0,1 (izuzetak); od 0,1 do 0,3; Sv. 0,3 do 0,6; Sv. 0,6 do 1 (izuzetak) i od 1 do 3 mm. Interval St. 180 do 260 mm podijeljena na dva srednja intervala: sv. 180 do 220 i sv. 220 do 260 mm. Interval -260 do 360 mm podijeljeno na intervale: sv. 260 do 310 i sv. 310 do 360 mm. Interval St. 360 do 500 mm podijeljeno na intervale: sv. 360 do 440 i sv. 440 do 500 mm. Kada pretvarate klase tačnosti prema OST-u u kvalifikacije prema ESDP-u, morate znati sljedeće. Budući da su u OST sistemu tolerancije izračunate pomoću formula koje su se razlikovale od formula (2) i (3), ne postoji tačna podudarnost tolerancija za klase tačnosti i kvalifikacije. U početku je OST sistem uspostavio klase tačnosti: 1; 2; 2a; 3; 3a; 4; 5; 7; 8; i 9. Kasnije je OST sistem dopunjen preciznijim klasama 10 i 11. U OST sistemu su tolerancije osovina klasa tačnosti 1, 2 i 2a postavljene manje nego za rupe istih klasa tačnosti. To je zbog težine obrade rupa u odnosu na osovine. Glavno odstupanje je jedno od dva odstupanja (gornja ili donja) koja se koriste za određivanje položaja polja tolerancije u odnosu na nultu liniju. Ovo odstupanje je najbliže odstupanje od nulte linije. Za tolerancijska polja osovine (rupa) koja se nalaze iznad nulte linije, glavno odstupanje je donje odstupanje osovine es (za rupu EI) sa znakom plus, a za polja tolerancije koja se nalaze ispod nulte linije, glavno odstupanje je gornje odstupanje osovine es (za rupu ES) sa predznakom minus. Zona tolerancije počinje od glavne granice odstupanja. Položaj druge granice tolerancijskog polja (tj. drugo maksimalno odstupanje) određuje se kao algebarski zbir vrijednosti glavnog odstupanja i tolerancije razreda tačnosti. Postoji 28 glavnih odstupanja za osovine i isti broj glavnih odstupanja za rupe (GOST 25346 - 82). Glavna odstupanja su označena jednim ili dva slova latinične abecede: za osovinu - malim slovima od a do zc, a za rupu - velikim slovima od A do ZC (slika 1, d). Vrijednosti glavnih odstupanja date su u tabelama. Glavna odstupanja vratila od a do g (gornja odstupanja e* sa predznakom minus) i glavna devijacija vratila h (es jednaka nuli) imaju za cilj da formiraju polja tolerancije za osovine u spojevima sa zazorom; od j (j *) do n - u prelaznim naletima od r do zs (manja devijacija eí sa znakom plus) - u interferencijalnim naletima. Slično tome, glavna odstupanja rupa od A do G (donja odstupanja EI sa znakom plus) i glavna devijacija rupe H (za to EI = 0) imaju za cilj formiranje polja tolerancije za rupe u zazornim spojevima; od J (J *) do N - u prelaznim naletima i od P do ZS (gornja odstupanja ES sa predznakom minus) - u interferencijalnim naletima. Slova j * i J * označavaju simetričnu lokaciju tolerancije u odnosu na nultu liniju. U ovom slučaju, numeričke vrijednosti gornjeg es (ÉẐ) i donjeg eí(ÉÍ) devijacije osovine (otvora) su numerički jednake, ali suprotne po predznaku (gornje odstupanje ima znak „plus“, a donja ima znak „minus“). Glavna odstupanja osovine i rupa, označena istoimenim slovom (za dati raspon veličina), jednaka su po veličini, ali suprotna po predznaku; oni se povećavaju sa povećanjem vrijednosti intervala veličine. Kombinacijom tolerancijskih polja osovina i rupa može se dobiti veliki broj naleganja. Pravi se razlika između uklapanja u sistem rupa i u sistem osovine. Fitinzi u sistemu rupa su spojevi u kojima se različiti zazori i smetnje dobijaju spajanjem osovina različitih veličina na jednu glavnu rupu (slika 1, a), čije je polje tolerancije (za dati raspon kvaliteta i veličina) konstantno za ceo set fitova. Polje tolerancije glavne rupe nalazi se uvijek u odnosu na nulu liniju tako da je njena donja devijacija EI = 0 (to je glavno odstupanje H), a gornja devijacija ES sa predznakom + “plus” numerički jednaka toleranciji glavne rupe. Tolerancijska polja osovina u zazornim dosjedima nalaze se ispod nulte linije (ispod tolerancijskog polja glavne rupe), a kod interferencija - iznad polja tolerancije glavne rupe (slika 1, b). Kod prijelaznih naleganja, tolerancijska polja osovina djelomično ili potpuno preklapaju tolerancijsko polje glavne rupe. Fitinzi u sistemu osovine su naleganja u kojima se različiti zazori i smetnje dobijaju spajanjem rupa različitih veličina na jedno glavno vratilo, čiji je raspon tolerancije (za dati raspon kvaliteta i veličina) konstantan za cijeli set dosjeda. Toleranciono polje glavnog vratila nalazi se nepromenljivo u odnosu na nultu liniju tako da je njegovo gornje odstupanje eẑ = 0, a donje odstupanje eí sa predznakom „minus“ numerički je jednako toleranciji glavnog vratila. Tolerancijska polja rupa u zazornim dosjedima nalaze se iznad tolerancijskog polja glavnog vratila, a u interferencijalnim dosjedima - ispod polja tolerancije glavnog vratila. Sistem rupa se odlikuje jednostavnijom tehnologijom izrade proizvoda u odnosu na sistem osovine, te je stoga dobio povlašćenu upotrebu. Sistem vratila povezuje kotrljajuće ležajeve sa rupama čaura ili tela proizvoda, kao i klipnu osovinu sa klipom i klipnjačom itd. U nekim slučajevima, da bi dobili veze s vrlo velikim prazninama, koriste se kombinovane zasade- naleganja formirana od tolerancijskih polja rupa iz sistema osovine i tolerancijskih polja osovina iz sistema rupa. Za nominalne veličine manje od 1 i St. 3150 mm, kao i za razrede 9-12 sa nominalnim veličinama od 1-3150 mm, naleganja se formiraju kombinacijom polja tolerancije za rupe i osovine istog razreda tačnosti, na primjer, H6/p6; H7/e7; E8/h8; N9/e9 i V11/h1. U 6. i 7. razredu sa nazivnim veličinama od 1-3150 mm, iz tehnoloških razloga, preporučuje se odabir polja tolerancije rupe za jedan stepen grublje od polja tolerancije osovine, na primjer, H7/k6; E8/h7. Pored sletanja navedenih u tabelama, u tehnički opravdanim slučajevima, dozvoljeni su i drugi sleti formirani iz tolerancijskih polja ESDP-a. Naleganje mora biti povezano sa sistemom rupa ili osovinskim sistemom, a ako su tolerancije rupe i osovine nejednake, rupa mora imati veću toleranciju. Tolerancije otvora i osovine mogu se razlikovati za najviše dva stepena. Odabir i dodjela tolerancija i nasjedanja vrši se na osnovu proračuna potrebnih zazora ili smetnji, uzimajući u obzir operativno iskustvo takvih spojeva. Neki primjeri upotrebe preferiranog ESDP sletanja za nominalne veličine od 1-500 mm su date u nastavku (odgovarajući nazivi spojeva u OST sistemu su dati u zagradama), a raspored tolerancijskih polja osovina i rupa ovih dosjeda prikazan je na Sl. 2. Naleganja H7/h6 i H8/h7 formirana su tolerancijskim poljima glavne osovine i glavne rupe. Najmanji zazor je nula, a najveći je zbir tolerancija osovine i rupe. Ova sletanja odgovaraju klizna slijetanja OST sistemi, koriste se prvenstveno za fiksne spojeve, često podložni rastavljanju i podešavanju i omogućavaju rotaciju ili uzdužno pomeranje jednog dela u odnosu na drugi (za ugradnju zamenljivih zupčanika u mašine i mehanizme, zamenljive čaure za vođenje, glodalice na trnovima, kućišta za centriranje za kotrljajuće ležajeve, vreteno u kućištu mašine za bušenje). Naleganje H8/h8 se koristi kod ugradnje delova na vratila koja prenose obrtni moment preko klinova i ključeva, za fiksne osovine i klinove u nosačima, za spajanje delova koji se moraju lako pomerati prilikom podešavanja i podešavanja, nakon čega sledi zatezanje u radnom položaju. Fit H11/h11 je male preciznosti i namenjen je za relativno grubo centrirane fiksne spojeve (za centriranje prirubnica poklopaca i tela ventila, za spojeve čiji su delovi podložni zavarivanju; za poklopce uvodnica u kućištima, za spojeve odstojnih čaura itd.) . U fiksnim spojevima, ovi spojevi se koriste za nekritične šarke i valjke. Naleganje H7/g6 (pokretni) koristi se u preciznim pokretnim spojevima, kod kojih je potrebno osigurati zategnutost pri pomicanju jednog dijela u drugi, kao i glatke i točne pomake; za klizne ležajeve posebno preciznih mehanizama pod malim opterećenjima i koji rade na konstantnoj temperaturi; na primjer, vretena preciznih strojeva, mehanizmi i razdjelne glave u njihovim vodilicama, zamjenjive čahure u držačima, pokretni zupčanici na vratilima mjenjača, klip i hidraulički parovi. Odletišta H7/f7 i F8/h6 (hodna) su namijenjena za oslonce vratila koji rotiraju umjerenom ugaonom brzinom (frekvencija do 150 rad/s) pod konstantnim opterećenjem po veličini i smjeru; za nosače s translatornim pomicanjem jednog dijela u odnosu na drugi; za fiksne spojeve sa malom preciznošću centriranja delova, što omogućava njihovu laku montažu i demontažu (klip u hidrauličnom cilindru; zupčanici i spojnice koji se pokreću na vratilima; klizni ležajevi lakih i srednjih mašina, menjači, pumpe itd.) Slijetanja H7/e8, H8/e8 i E9/h8 odlikuju se velikim zazorima, stoga osiguravaju slobodnu rotaciju pri značajnim opterećenjima i ugaonim brzinama (preko 150 rad/s). Koriste se kada su oslonci vratila razmaknuti i dužina oslonaca povećana, na primjer, za klizne ležajeve vratila turbogeneratora i električnih strojeva. Fitingi H11/d11 su namenjeni za male precizne pokretne veze i za stacionarne, grubo centrirane veze koje rade pod opterećenjem i prskanjem. Zasade H7/p6 i P7/h6 karakteriše minimalna zagarantovane smetnje. Namijenjeni su za fiksne spojeve koji prenose relativno male aksijalne dobitke ili male momente, za spajanje vratila sa tankozidnim cijevima koje ne dozvoljavaju velike deformacije, za spajanje dijelova od obojenih metala i lakih legura, za centriranje jako opterećenih vratila sa čaurama uz dodatno pričvršćivanje dijelova koji se spajaju. Priključci H7/s6 H7/r6 (press fits) za fiksne spojeve koji nose srednja opterećenja bez dodatnog pričvršćivanja dijelova koji se spajaju. N7/nb i N7/h6 podloge (koje odgovaraju slijepom uklapanju) daju samo smetnje u spojevima (vjerovatnost da će doći do praznina je izuzetno mala). Ovi nasjedi se koriste za centriranje dijelova u fiksnim spojevima koji apsorbiraju vibracije i udarce. Pouzdano prianjanje zagarantovano je dodatnim pričvršćivanjem delova vijcima, iglama itd. Priključak se retko rastavlja (u toku velikih popravki). Na primjer, zupčanici i spojnice na vratilima, bronzani naplatci pužnih kotača, čahure provodnika u alatnim mašinama, klipni klinovi u glavicama klipa motora, glavčina ventilatora na vratilu. Slijetanja H7/k6 i K7/h6 (napregnuti) pružaju prosječan razmak blizu nule. Vjerovatnoća nastanka praznina i smetnji u vezi je približno ista. Zbog grešaka u obliku površina koje se spajaju, posebno kod dužine spoja preko tri prečnika, praznine se ne osjećaju. Stoga se ovi spojevi koriste za precizno centriranje spojenih dijelova, na primjer, stacionarnih zupčanika na osovinama mašina za rezanje metala, čahure u glavi klipnjače motora traktora; remenice, zamašnjaci i poluge na vratilima; uklonjive spojnice na vratilima. Fitingi H7/j * 6 i Jẑ7/hb (zategnuti) obezbeđuju samo praznine u spojevima (verovatnoća smetnji je mala). Međutim, zbog utjecaja grešaka u obliku i položaju površina, prilikom montaže spojnice potrebno je primijeniti silu pomoću drvenog čekića. Naleganje je propisano za lako demontažne, fiksirane, centrirajuće veze (ručni kotači na vratilima, čašice ležaja u kućištima). Dijelovi se izrađuju prema crtežima, na čijim su dimenzionalnim linijama, nakon nazivnih dimenzija, naznačene tolerancije veličina u vidu gornjih i donjih maksimalnih odstupanja ili simbola tolerancijskih polja. GOST 25346-82 pruža tri opcije za postavljanje tolerancije veličine: ili Æ 40H7/e8) ili na liniju Æ 40N7-e8.U potonjem slučaju prvo se postavljaju oznake koje se odnose na rupu, a nakon crtice - na osovinu. Treća opcija se koristi kada se dodeljuju standardna maksimalna odstupanja za veličine koje nisu uključene u seriju nominalnih linearnih dimenzija [npr. 41.5N8( +0.039 )]; kada se dodjeljuju maksimalna odstupanja koja nisu predviđena GOST 25347-82 i GOST 25348-82 [na primjer, 50x10 ()]. Plastični dijelovi se široko koriste u mašinstvu i izradi instrumenata. Od plastike se izrađuju zupčanici, remenice, zamašnjaci, školjke i čahure ležajeva, poklopci, rezervoari, dijelovi mjernih instrumenata, električni izolacijski dijelovi itd. Međutim, specifičnost plastike kao konstrukcijskog materijala zahtijevala je razvoj sistema tolerancija i naleganja za dijelove napravljene od ovih materijala. Dimenzije plastičnih dijelova značajno se mijenjaju pod utjecajem temperature i vlage. Stoga se tolerancije i maksimalna odstupanja plastičnih dijelova utvrđena GOST 25349-82 primjenjuju na dijelove čije su dimenzije određene na temperaturi od 20 ° C i relativnoj vlažnosti zraka od 65%. Nakon proizvodnje, plastični dio mora se držati 6-12 sati prije nego što počne kontrola dimenzija. Tolerancijska polja za plastične dijelove data su u tabelama; oni su restriktivni izbor iz ukupnog broja tolerancijskih polja u skladu sa GOST 25347-82 i, pored toga, uključuju polja tolerancije predviđena GOST 25349-82. Numeričke vrijednosti maksimalnih odstupanja koje odgovaraju tolerancijskim poljima koja nisu predviđena GOST 25347-82. Preporučljivo je odrediti spojeve plastičnih dijelova sa plastičnim ili metalnim dijelovima prema tabelama. Oblik dijelova, kao što su osovine i rupe za čahure, karakteriziraju različite površine, podijeljene na nominalne i realne. Nazivna površina- idealnu površinu čiji je nazivni oblik određen crtežom ili drugom tehničkom dokumentacijom. Table 2 Standardi za tolerancije oblika i položaja površina
Stvarne površine dijela dobivaju se nakon proizvodnje. Realna površina se razlikuje od nominalne po odstupanju D oblika površine. Odstupanje oblika površine D naziva se odstupanje oblika realne površine od oblika nazivne površine. Uz normalizaciju odstupanja oblika površina, predviđena je i normalizacija profila površine. Površinski profil- linija presjeka površine sa ravninom ili datom površinom. Pravi se razlika između nominalnih i realnih površinskih profila. Nominalni profil- profil nazivne površine, i pravi profil- prava površina. Odstupanje D profila je odstupanje stvarnog profila od nominalnog. Odstupanja oblika površine mjere se od susjedne površine koja ima oblik nazivne površine, u kontaktu je sa stvarnom površinom i nalazi se izvan dijela tako da odstupanje od nje najudaljenije tačke stvarne površine unutar normalizovana površina ima minimalnu vrednost. Na isti način se procjenjuje i odstupanje profila površine. Hrapavost površine se ne uzima u obzir pri određivanju odstupanja oblika. Svaka od veličina koja formira dimenzionalni lanac naziva se karika. Karike dimenzionalnog lanca mogu biti bilo koji linearni ili ugaoni parametri: dijametralne dimenzije, udaljenosti između površina ili osa, praznine, napetosti, preklapanja, zazori, odstupanja u obliku i položaju površina (osi) itd. Svaki dimenzionalni lanac ima jednu početnu (završnu) i dvije ili više sastavnih karika. Početna karika je veza na koju se nameće osnovni zahtjev tačnosti, koji određuje kvalitet proizvoda u skladu sa tehničkim specifikacijama. U procesu obrade ili sklapanja proizvoda, originalna karika se obično dobije posljednja, zaokruživši lanac dimenzija. U ovom slučaju, takva veza se zove veza za zatvaranje. Dakle, karika za zatvaranje se ne izvršava direktno, već je rezultat izvršenja (proizvodnje) svih ostalih karika u lancu. Sve ostale veze se nazivaju komponentama; njihova promjena također mijenja vezu za zatvaranje. Sastavne karike dimenzionalnog lanca podijeljene su u dvije grupe. Prva grupa uključuje veze, s povećanjem u kojem (pod pretpostavkom drugih konstanti) se zatvarajuća veza povećava. Takve veze se nazivaju rastućim vezama. Druga grupa uključuje veze, s povećanjem u kojem se zatvarajuća veza smanjuje. Takve veze se nazivaju reducirajuće veze.
Proračun dimenzionalnih lanaca je neophodna faza u projektovanju, proizvodnji i radu široke klase proizvoda. Koristeći teoriju dimenzionalnih lanaca, mogu se riješiti sljedeći projektni, tehnološki i metrološki problemi:
Dimenzionalni lanci se koriste za rješavanje direktnih i inverznih problema koji se razlikuju po redoslijedu proračuna. Direktan zadatak. Na osnovu date nazivne vrijednosti i tolerancije (odstupanja) početne karike odrediti nazivne dimenzije, tolerancije i maksimalna odstupanja svih sastavnih karika dimenzionalnog lanca. Inverzni problem. Na osnovu utvrđenih nazivnih dimenzija, tolerancija i maksimalnih odstupanja sastavnih karika, odrediti nazivnu veličinu, toleranciju i maksimalna odstupanja zaporne poluge. Ovaj zadatak se odnosi na verifikacioni proračun dimenzionalnog lanca. Rješavanjem inverznog problema provjerava se ispravnost rješenja direktnog problema. Sljedeće metode postoje da bi se postigla specificirana tačnost izvorne veze:
Proračuni dimenzionalnih lanaca mogu se izvršiti:
Klasifikacija metoda koje se koriste za postizanje navedene tačnosti početne veze data je u tabeli. Prilikom odabira metode za postizanje određene točnosti potrebno je uzeti u obzir funkcionalnu namjenu proizvoda, njegove dizajnerske i tehnološke karakteristike, troškove proizvodnje i montaže, operativne zahtjeve, vrstu proizvodnje, njenu organizaciju i druge zahtjeve. Navedena preciznost mora biti postignuta uz najniže tehnološke i operativne troškove. Pod svim ostalim jednakim uslovima, preporučljivo je izabrati, prije svega, takve metode postizanja zadate tačnosti u kojima se montaža vrši bez odabira, podešavanja i podešavanja, a sklopljeni proizvodi ispunjavaju sve zahtjeve zamjenjivosti, tj. koristiti metodu potpune zamjenjivosti ili probabilističku metodu (vidi tabelu 5.). Tabela.5 Klasifikacija metoda za postizanje određene tačnosti početne veze (prema GOST 16319-80)
3.1. Maksimalna odstupanja dimenzija treba navesti odmah iza nazivnih dimenzija. Maksimalna odstupanja linearnih i ugaonih dimenzija relativno niske tačnosti ne mogu biti naznačena neposredno iza nazivnih dimenzija, ali se mogu specificirati opštim unosom u tehničkim zahtevima crteža, pod uslovom da ovaj unos nedvosmisleno definiše vrednosti i znakove maksimalna odstupanja. Opća evidencija maksimalnih odstupanja dimenzija sa nespecificiranim tolerancijama mora sadržavati simbole maksimalnih odstupanja linearnih dimenzija u skladu sa GOST 25346 (za odstupanja po kvalifikacijama) ili u skladu sa GOST 25670 (za odstupanja po klasama tačnosti). Treba označiti simetrična maksimalna odstupanja dodijeljena prema kvalifikacijama ± označavajući kvalifikacioni broj. Oznake jednostranih maksimalnih odstupanja po kvalifikacijama. dodijeljene samo za okrugle rupe i osovine (opcija 4 prema GOST 25670-82) dopunjene su znakom promjera (Æ). Primjeri općih zapisa koji odgovaraju opcijama u skladu sa GOST 25670 za razred 14 i (ili) klasu tačnosti "srednja" dati su u tabeli. 3: Tabela 3
|
- Usekovanje glave Jovana Krstitelja: istorija
- Osvećenje hrama na Dubrovki Hram u čast svetih ravnoapostolnih Metodija i Kirila na Dubrovki
- Jedinstvene kupole - hram kneza Igora Černigovskog u Peredelkinu Crkva Preobraženja Gospodnjeg u Peredelkinu raspored službi
- Poslednji ispovednik kraljevske porodice Zvanični ispovednici ruskih careva