
Šta je slip fit? Fitingi sa zagarantovanim smetnjama
Izbor zasada se vrši pomoću jedne od tri metode.
Metoda presedana ili analoga. Prilagođavanje se bira po analogiji sa uklapanjem u jedinicu koja pouzdano radi. Složenost metode leži u procjeni i upoređivanju uslova rada sletanja u projektovanoj jedinici i njenom analogu.
Metoda sličnosti - razvoj metode presedana. Zasadi se biraju na osnovu preporuka iz industrijskih tehničkih dokumenata i literarnih izvora. Nedostatak metode je, po pravilu, nedostatak tačnih kvantitativnih procjena uslova rada interfejsa.
Metoda kalkulacije je najrazumnija metoda za odabir zasada. Slijetanja se izračunavaju na osnovu polu-empirijskih zavisnosti. Međutim, formule ne uzimaju uvijek u obzir složenu prirodu fizičkih pojava koje se javljaju zajedno.
U svakom slučaju, prije puštanja u masovnu proizvodnju, novi prototipovi proizvoda prolaze kroz niz testova na osnovu kojih se mogu prilagoditi individualno uklapanje. Kvalifikacije projektanta su, posebno, određene time da li su bila potrebna prilagođavanja uklopa u jedinici koju je razvio.
Primjena sletanja sa odobrenjem. Slijetanja H/h- „klizanje“. Najmanji razmak u slijetanjima je nula. Ugrađuju se u čitavom rasponu tačnosti parnih veličina (4...12. razred). U preciznim spojnicama se koriste kao centriranje, odnosno osiguravaju visok stepen podudarnosti centra osovine sa središtem otvora koji se s njim spaja. Omogućava sporu rotaciju i uzdužno kretanje, najčešće se koristi za podešavanja i podešavanja.
Slijetanje H7/h6* koristi se u fiksnim spojevima sa visokim zahtjevima za preciznost centriranja često rastavljanih dijelova: zamjenjivi zupčanici na vratilima, glodala na trnovima, kućišta za centriranje kotrljajućih ležajeva, zamjenjive čahure za bušenje itd. Za pomične spojeve vreteno se montira u bušilicu telo mašine.
Slijetanja H8/h7*, H8/h8* imaju približno istu svrhu kao sletanje H7/h6 , ali ih karakteriziraju šire tolerancije, što olakšava proizvodnju dijela.
Slijetanja H/h in grublji tipovi (od 9. do 12.) su namenjeni za fiksne i pokretne veze niske preciznosti. Koriste se za montažu spojnica, lančanika, remenica na vratila, za nekritične šarke, valjke itd.
Slijetanja H/g,G/h - „pokreti“. Imaju minimalni zagarantovani razmak u poređenju sa drugim doskocima. Instaliran samo u tačnim kvalifikacijama od 4. do 7. Koriste se za glatke, najčešće povratne pokrete, omogućavajući sporu rotaciju pri malim opterećenjima.
Slijetanja H6/g5, H7/g6* koristi se u parovima klipa i kalema, u vretenu razdjelne glave itd.
Slijetanja N/f,F/h - „trčanje“. Karakterizira ga umjereni zajamčeni zazor. Koriste se za obezbeđivanje slobodne rotacije u kliznim ležajevima opšte namene u lakim i srednjim radnim uslovima pri brzinama ne većim od 150 rad/s i u translatornim ležajevima.
Slijetanja H7/f7*, N8/f8 koristi se u kliznim ležajevima mjenjača raznih alatnih mašina, u sučeljima klip-cilindar u kompresorima, u hidrauličnim presama itd.
Slijetanja N/e, E/h - "lagano". Imaju značajan zagarantovani klirens, dvostruko veći tekuća sletanja. Prijavite se besplatno rotaciono kretanje pri povećanim režimima rada sa brzinama većim od 150 rad/s, kao i za kompenzaciju grešaka u ugradnji i deformacija koje nastaju tokom rada.
Slijetanja H7/f8*, N8/e8* Koristi se za fluidne tarne ležajeve turbogeneratora, velikih električnih mašina, rukavaca radilice.
Slijetanja H/d,D/h - “široki hod”. Odlikuju se velikim zajamčenim razmakom, koji omogućava kompenzaciju značajnih odstupanja u mjestu spajanja površina i temperaturnih deformacija i osigurava slobodno kretanje dijelova ili njihovo podešavanje i montažu.
Slijetanja H8/d9*, N9/d9* koristi se za spojeve sa niskim zahtjevima za preciznošću, za ležajeve osovine prijenosa, za klipove u cilindrima kompresora.
Slijetanje H11/d11* koristi se za poklopce ležajeva i odstojnike u kućištima, za šarke i valjke na osovinama.
Upotreba prelaznih sletanja.
Prijelazni spojevi se koriste samo u preciznim razredima - od 4. do 8., koriste se kao centrirajući i namijenjeni su za fiksne ali odvojive spojeve, jer omogućavaju laku montažu i demontažu, a po pravilu zahtijevaju dodatno pričvršćivanje spojenih dijelova sa ključevima, iglama, zavrtnjima itd.
Slijetanja H/j s ;J s /H - „gusto“. Vjerovatnoća dobivanja interferencije je N ≈ 0,5...5%, te se stoga na međusklopu formiraju pretežno praznine. Omogućava jednostavnu montažu.
* - željeno pristajanje
Slijetanje H7/j s 6* koristi se za spajanje čašica ležaja sa kućištima, malim remenicama i ručnim kotačima sa osovinama.
Slijetanja H/k , K/h- "napeto". Vjerovatnoća dobivanja interferencije N ≈ 24…68%. Međutim, zbog utjecaja odstupanja oblika, posebno kod velikih dužina spojeva, praznine se u većini slučajeva ne osjećaju. Omogućava dobro centriranje. Montaža i demontaža se izvode bez značajnog napora, na primjer pomoću ručnih čekića.
Slijetanje H7/k6*široko se koristi za uparivanje zupčanici, remenice, zamašnjaci, spojnice sa vratilima.
Slijetanja N/m; M/h - "tesno". Verovatnoća dobijanja interferencije N ≈ 60...99,98%. Possess visok stepen centriranje. Montaža i demontaža zahtijeva znatan trud. U pravilu se rastavljaju samo tokom popravki.
Slijetanje N7/t6 koristi se za spajanje zupčanika, remenica, zamašnjaka, spojnica sa vratilima, za ugradnju tankozidnih čahura u kućišta, bregasta na bregastu osovinu.
Slijetanja N/n;N/h-"gluh". Verovatnoća dobijanja interferencije N ≈ 88…100%. Imaju visok stepen centriranosti. Montaža i demontaža se izvode uz znatan napor: koriste se prese. U pravilu se rastavljaju samo tokom velikih popravki.
Slijetanje N7/p6* koristi se za spajanje jako opterećenih zupčanika, spojnica, radilica sa vratilima, za ugradnju trajnih provodnih čaura u kućišta vodiča, klinova itd.
Primena interferentnih spojeva. Koriste se za prijenos momenta i aksijalnih sila bez dodatnog pričvršćivanja, a ponekad i za stvaranje prednapregnutog stanja u dijelovima koji se spajaju.
Podeste su predviđene za fiksne i trajne veze. Relativna nepokretnost dijelova osigurava se silama trenja koje nastaju na dodirnim površinama zbog njihove elastične deformacije nastale smetnjama pri sastavljanju spoja.
Prednost uklapanja je odsustvo dodatnog pričvršćivanja, što pojednostavljuje konfiguraciju dijelova i njihovu montažu. Dosjedi osiguravaju veliku nosivost zgloba, koja se naglo povećava s povećanjem promjera spoja.
U isto vrijeme, čvrstoća i kvaliteta parenja ovise o materijalu dijelova koji se spajaju, hrapavosti njihovih površina, obliku, načinu montaže (prešavanje ili metoda termičke deformacije) itd.
Slijetanja H/p,P/h- “pritisnuto svjetlo”. Imaju minimalnu zagarantovanu napetost. Imaju visok stepen centriranosti. Obično se koriste uz dodatno pričvršćivanje.
Slijetanje N7/r6* koristi se za spajanje jako opterećenih zupčanika, čahura, montažnih prstenova sa vratilima i za ugradnju tankozidnih čaura i prstenova u kućišta.
Slijetanja N/r,H/s, N/t,R/h,S/h,T/h-"mediji za štampu". Imaju umjerenu zagarantovanu interferenciju unutar N ≈ (0,0002…0,0006)D. Koriste se sa i bez dodatnog pričvršćivanja. Kada dođe do parenja, u pravilu dolazi do elastičnih deformacija.
Slijetanja H7/r6*, H7/s6* koristi se za spajanje zupčanika i pužnih točkova sa osovinama u uslovima velikih udarnih opterećenja sa dodatnim pričvršćivanjem (za standardne klizne ležajeve predviđeno je pričvršćivanje H7/rb ).
Slijetanja H/u,H/x,H/z iU/h- “pritisnuti jako”. Imaju veliku zagarantovanu smetnju unutar N ≈ (0,001…0,002)D. Dizajniran za veze podložne velikim opterećenjima, uključujući dinamička opterećenja. Koriste se, u pravilu, bez dodatnog pričvršćivanja dijelova koji se spajaju. U konjugaciji se javljaju elastično-plastične deformacije. Dijelovi moraju biti testirani na čvrstoću.
Slijetanja H7/u7, H8/u8 najčešći od teških sletanja. Primjeri primjene: kotači na osovinama, bronzani pužni naplatci na čeličnim glavčinama, ekscentrični klinovi i radilice sa diskovima.
Odabir i primjena slijeta
Sadnice se biraju na sljedeće metode:
− metoda presedana;
− metoda sličnosti;
− način obračuna.
Metod presedana leži u činjenici da projektant u novoprojektovanoj strukturi koristi spojeve naznačene na crtežima slične mašine koja je prethodno projektovana i koja je prošla operativno ispitivanje. Ova metoda je prihvatljiva ako su geometrijski i drugi parametri i radni uslovi projektovane veze i prototipa potpuno identični.
Metoda sličnosti je da ako projektovani spoj i prototip nisu potpuno identični u pogledu projektnih parametara i uslova rada, projektant mora utvrditi kriterijume za njihovu sličnost i prilagoditi uklapanje. Međutim, zbog poteškoće pri odabiru kriterija sličnosti, postavljeni cilj možda neće biti postignut, što će dovesti do pogrešnog izbora uklapanja.
Metoda kalkulacije leži u tome što projektant, poznavajući uslove i trajanje rada mašine, izračunava maksimalne funkcionalne zazore i napetosti i odabire standardno uklapanje sa određenim faktorom sigurnosti.
Slijetanja sa klirensom
Slijetanja H/h- „klizanje“. Najmanji (zagarantovani) zazor u spojevima je nula. Ugrađuju se u čitavom rasponu tačnosti veličina parenja (4…12 razreda). U finim vrstama se koriste kao centriranje, tj. osigurati visok stepen podudarnosti centra osovine sa centrom otvora koji se spaja s njim. Omogućava sporu rotaciju i uzdužno kretanje, najčešće se koristi za podešavanja i podešavanja.
H7/h6 fit se koristi u fiksnim spojevima s visokim zahtjevima za preciznost centriranja često rastavljenih spojeva: zamjenjivi zupčanici na vratilima, glodala na trnovima, kućišta za centriranje kotrljajućih ležajeva, zamjenjive čahure za alatne mašine itd. Za pomične spojeve koristi se namještanje, na primjer, vretena u tijelu mašine za bušenje.
Fit H8/h7, H8/h8 ima približno istu namjenu kao i prethodni uklop, ali je karakteriziran širim tolerancijama, što olakšava proizvodnju dijelova.
H/h naleganja u grubljim klasama (9...12) koriste se za fiksne i pokretne spojeve niske preciznosti: naleganja spojnica, lančanika i remenica na vratilima, za nekritične šarke i valjke itd.
Slijetanja H/g- „pokreti“. Imaju mali zagarantovani razmak u odnosu na druga sletanja. Koriste se samo u preciznim nagibima (4...7) za glatke, najčešće povratne pokrete, omogućavajući sporu rotaciju pri malim opterećenjima.
Fitingi H6/g5 (nije poželjno), H7/g6 se koriste u parovima klipa i kalema, u vretenu razdjelne glave itd.
Slijetanja H/f- „trčanje“. Karakterizira ga umjereni zajamčeni zazor. Koriste se za obezbeđivanje slobodne rotacije u kliznim ležajevima opšte namene u lakim i srednjim radnim uslovima sa ugaonim brzinama ne većim od 150 rad/s i u translatornim ležajevima.
Priključci H7/f7, H8/f8 (nije poželjno) koriste se u kliznim ležajevima mjenjača raznih alatnih mašina, u klipno-cilindarskim vezama u kompresorima, u hidrauličnim presama itd.
Zasadi H/e- "lagano". Imaju značajan zajamčeni razmak, dvostruko veći od onog za trčanje. Koriste se za slobodno rotaciono kretanje u povišenim radnim uslovima sa ugaonim brzinama većim od 150 rad/s, kao i za kompenzaciju grešaka u ugradnji i deformacija koje nastaju tokom rada.
Priključci H7/e8, H8/e8 se koriste za fluidne tarne ležajeve turbogeneratora, velikih mašina i rukavaca radilice.
Slijetanja H/d- “široki hod”. Odlikuju se velikim zajamčenim razmakom, koji omogućava kompenzaciju značajnih odstupanja u mjestu spajanja površina i temperaturnih deformacija i osigurava slobodno kretanje dijelova ili njihovo podešavanje i montažu.
Priključci H8/d9, H9/d9 se koriste za spojeve sa niskim zahtjevima za preciznošću, za ležajeve prijenosnog vratila i za klipove cilindara kompresora.
Fitingi H11/d11 se koriste za poklopce ležajeva i odstojnike u kućištima, za šarke i valjke na osovinama.
Prijelazne sadnje
Slijetanja H/js- „gusto“. Vjerovatnoća dobivanja interferencije P(N) je 0,5...5%, stoga se u spoju formiraju pretežno praznine. Omogućava jednostavno sastavljanje.
H7/js6 spoj se koristi za spajanje čašica ležaja na kućišta, malih remenica i ručnih kotača na vratila.
Slijetanja H/k- "napeto." Verovatnoća dobijanja interferencije P(N) je 24...68%. Međutim, zbog utjecaja odstupanja oblika, posebno kod velikih dužina spoja, praznine se u većini slučajeva ne osjećaju. Omogućava dobro centriranje. Montaža i demontaža se izvode bez značajnog napora, na primjer, pomoću ručnih čekića.
H7/k6 fit se široko koristi za spajanje zupčanika, remenica, zamašnjaka, spojnica i vratila.
Slijetanja H/m– „tesno“. Verovatnoća dobijanja interferencije P(N) je 60...99,98%. Imaju visok stepen centriranosti. Montaža i demontaža zahtijeva znatan trud. U pravilu se rastavljaju samo tokom popravki.
Naleganje H7/m6 (nije poželjno) se koristi za spajanje zupčanika, remenica, zamašnjaka, spojnica sa vratilima, za ugradnju tankih čaura u kućišta i bregastih osovina.
Slijetanja H/n- "gluh." Verovatnoća dobijanja interferencije P(N) je 88...100%. Imaju visok stepen centriranosti. Montaža i demontaža se izvode uz znatan napor pomoću presa. U pravilu se rastavljaju samo tokom velikih popravki.
Priključak H7/n6 se koristi za spajanje jako opterećenih zupčanika, spojnica, radilica sa vratilima, za ugradnju klinova, trajnih čahura provodnika u kućišta provodnika itd.
Preference odgovara
Slijetanja H/p- “pritisnuto svjetlo”. Imaju minimalno zagarantovane (najniže) smetnje. Imaju visok stepen centriranosti. Obično se koriste uz dodatno pričvršćivanje.
Priključak H7/p6 koristi se za spajanje jako opterećenih zupčanika, čaura, montažnih prstenova sa vratilima, te za ugradnju tankih čaura i prstenova u kućišta.
Slijetanja H/r, H/s, H/t- “medij za štampu”. Imaju umjerenu zagarantovanu interferenciju u granicama od N = (0,0002…0,0006)D. Koriste se sa i bez dodatnog pričvršćivanja. U pravilu dolazi do elastičnih deformacija u spoju.
Priključci H7/r6, H7/s6 se koriste sa dodatnim pričvršćivanjem za spajanje zupčanika i pužnih točkova na vratila u uslovima velikih udarnih opterećenja (za standardne čaure kliznog ležaja predviđen je okov H7/r6).
Slijetanja H/u, H/x, H/z- “pritisnuti jako”. Imaju veliku garantovanu interferenciju u granicama od N = (0,001…0,002)D. Dizajniran za veze podložne velikim opterećenjima, uključujući dinamička opterećenja. Koriste se, u pravilu, bez dodatnog pričvršćivanja dijelova koji se spajaju. U spoju se javljaju elastično-plastične deformacije. Dijelovi moraju biti testirani na čvrstoću.
Slijetanja H7/u7, H8/u8 su najčešći od teških doskoka. Primjeri primjene: kotači na osovinama, bronzani naplatci na čeličnim glavčinama pužnih kotača, ekscentrični klinovi i radilice sa diskovima.
Navedimo konkretne primjere upotrebe zasada.
Primjeri slijetanja s razmakom:
− repno pero tokarilice za rezanje vijaka – f 75H6/h5;
− poklopac ležaja mjenjača – f 80H7/h7;
− ležaj motora sa unutrašnjim sagorevanjem – f 50H6/e7;
− poluga ventila na vratilu – f 16H8/e8;
− par klipova – f 25H7/g6
− međuzupčanik na osovini – f 40H7/d8;
− ruda parne mašine – f 180D8/h8;
− fluidni tarni ležaj valjaonica – f 350H6/d6.
Primjeri smetnji:
− centralni stub dizalice na krak – f 300H7/s6;
− trajna čaura uređaja – f 20H7/p6;
− klipnjača i čahura kompresora – f 105H7/s6;
− iglica i vodilica – f 60H7/r6.
Primjeri prijelaznih slijetanja:
− bregovi osigurani ključem na držaču – f 50H7/m6;
− kvačilo osigurano ključem na vratilu – f 12H7/k6;
− zupčanik osiguran ključem na osovini mjenjača – f 40H7/k6;
− klip u čauri – f 38H6/k5;
− uljni klin na osovini mjenjača – f 50H7/k6;
− glavčina ventilatora na osovini – f 16H7/n6.
Sistem rupa.
Karakteristike i primjeri primjene nekih preferiranih slijetanja
za veličine 1...500mm, u mikronima.
Slijetanja sa klirensom .
TABELE TOLERANCIJA I FITINGA POGLEDAJTE
Klizna zasadi se uglavnom koriste:
1. ako trebate lako pomicati ili rotirati dijelove prilikom postavljanja i podešavanja
2. u fiksnim spojevima sa čestom demontažom radi zamjene dijelova
3. za centriranje dijelova, koji će se zatim nepomično spojiti
H6- Posebno precizno centriranje, na primjer kod alatnih mašina.
h5
H7- U mašinama za zamjenjive zupčanike, u spojevima sa kratkim radnim hodovima, za spojeve gdje
h6 dijelovi će se lako pomicati prilikom zatezanja, kada se uzvraćaju za precizno
Upute za centriranje kućišta za kotrljajuće ležajeve.
N 7 - U vezama sa kratkim radnim potezima ovo sletanje, u poređenju sa ostalima, karakteriše minimalno
g6 veličina garantovanog jaza. Koristi se u pokretnim spojevima za postizanje nepropusnosti,
U preciznim vodičima, kratkim potezima. To mogu biti: pneumatski kalemi za alat,
Ventili, klipnjača - priključci radilice, izmjenjivi provodnici. U posebno preciznim mehanizmima
Primijenite zasade H6 I H5
g5 g4
H8 - Centriranje površina sa smanjenim zahtjevima za poravnanje.
h7
H8 , H9 , H9 - Mehanizmi sa niskim zahtjevima preciznosti za fiksno povezane dijelove kada
h8 h8 h9 mala opterećenja i potrebu da se osigura laka montaža. To mogu biti: spojnice, remenice,
Zupčanici i drugi dijelovi montirani na osovine pomoću ključa. Kućišta ležajeva
Kotrljajni elementi, centrirni elementi prirubničkih spojeva, pokretni spojevi sa sporim ili
Rijetko rotacijsko ili translacijsko kretanje. To mogu biti: zupčaste spojnice,
Pomicanje nazubljenih ušiju.
H11 - Za grubo centrirane fiksne veze. To mogu biti: neodgovorne šarke, fiksacija
h11 nadzemni provodnici, centriranje poklopaca prirubnica.
H6 - Precizni spoj koji se koristi za precizne ležajeve, parove kalemova hidrauličnih transmisija
f6 automobili.
H7 - Koristi se u ležajevima pri umjerenim i konstantnim brzinama i opterećenjima, u mjenjačima,
f7 centrifugalne pumpe, za zupčanike koji se slobodno okreću na osovinama, za vodilice
Gurači motora sa unutrašnjim sagorevanjem, zupčanici uključeni kvačilom.
H8 , H8 , H9 - Koristi se za klizne ležajeve sa više oslonaca ili razmaknutih nosača, podest
f 8 f9 f9 spojnice, klipovi u cilindrima parnih mašina, vodilice klipa i kalemova
Šipke, glave cilindra za centriranje, veliki ležajevi, za pomicanje zglobova i
Centriranje sa niskim zahtjevima za poravnanje.
N 7 , H7 , H8 , H8 - Koristi se u ležajevima pri velikim brzinama rotacije. To mogu biti: elektromotori,
e7 e8 e8 e9 prenosni mehanizmi motora sa unutrašnjim sagorevanjem. Koriste se i ove zasade
Kada su oslonci razmaknuti ili kada je dužina parenja duga, kao kod blokova zupčanika
Stankov.
H7 , H8 - Ovi spojevi se koriste za velike ležajeve pri velikim brzinama rotacije.
d8 d8
H8 , H9 - Ovo su grublja sletanja ovog tipa. Koristi se za klipove u kompresoru i parnim cilindrima
d9 d9 automobili Omogućava demontažu kada se formiraju naslage ugljenika i visoke temperature.
H11 - Koristi se za pomicanje spojeva koji rade u uslovima prašine i prljavštine. To mogu biti: čvorovi
d11 poljoprivredne mašine, vagoni, šarke poluga, šipke, poklopci parnih cilindara.
Uvod………………………………………………………………………………………………3
1. Opće odredbe i alat……………………………………………………………………….3
2. Spojevi kalupljenjem i presovanjem…………………………………………………………..7
3. Interferentne veze i njihove tendencije……………………………………………..9
4. Proračun priključaka i izbor interferencije ………………………………………...11
5 Literatura……………………………………………………………………………………22
Uvod
Prilikom ugradnje raznih konstrukcija, mehaničar mora obaviti radove na montaži i demontaži trajnih spojeva – presovanih, zakivanih, lemljenjem, lijepljenjem itd. Demontaža takvih spojeva je povezana s oštećenjem samih spojnih ili spojnih dijelova. Zakovni spojevi su danas u velikoj mjeri zamijenjeni drugim tipovima čvrstih i čvrstih spojeva i rezervirani su za relativno malu klasu proizvoda (kotlovi, dizalice, bageri, montažne konstrukcije itd.). Umjesto zakovnih spojeva, sve više se koriste zavareni spojevi koji se izrađuju električnim ili plinskim zavarivanjem.
Veze u kojima se uvijek postiže interferencija za bilo koju kombinaciju tolerancija osovine i rupe nazivaju se spojevi s zagarantovane smetnje. Takvi spojevi se široko koriste u strojevima i mehanizmima kada je potrebno prenijeti značajne aksijalne sile, momente ili opterećenja. Čvrstoću i relativnu nepokretnost spojeva sa smetnjama osiguravaju sile trenja, ovisno o veličini smetnje. Mogu se izvoditi na više načina. Najčešći su press veze. Za press spojeve, vanjski promjer muškog dijela mora biti veći od promjera otvora ženskog dijela, što osigurava potrebnu interferenciju pri slijetanju. U većini slučajeva takva se slijetanja izvode bez dodatnog pričvršćivanja dijelova koji se spajaju.
1. Opće odredbe i alati.
Prešanje dijelova može se postići primjenom aksijalne sile za utiskivanje jednog dijela u drugi, zagrijavanjem ženskog dijela ili hlađenjem muškog dijela.
U tabeli .1. dato kratke karakteristike i primjere primjene preferiranih spojeva s interferencijom.
Table 1 - kratke karakteristike slijetanja
U tabeli 1 prikazuje kratke karakteristike i približne primjene preferiranih spojeva s interferencijom.
Prije pritiskanja, mehaničar mora pažljivo pregledati površine dijelova koji se spajaju. Ogrebotine, ogrebotine i neravnine moraju se ukloniti. U procesu presovanja potrebno je nanositi površinski premaz raznim mazivima radi zaštite od habanja, smanjenja koeficijenta trenja i smanjenja potrebne sile pritiska. Kraj osovine treba da ima zakošenost pod uglom od 7...10°, a kraj glavčine treba da ima skošenje pod uglom od 30...45°. Prisutnost ivica olakšava centriranje dijelova i štiti ih od slučajnog zaglavljivanja tokom presovanja.
Sitni dijelovi (igle, klinovi, čahure, ključevi) mogu se postaviti ručno pomoću čekića težine 0,25...1,25 kg.
Kod ove metode potrebno je koristiti uređaje koji omogućavaju da se dijelovi spoje precizno centrira.
Veliki dijelovi se prešu pomoću pneumatskih, hidrauličkih, vijčanih ili regalnih presa. Tip prese se određuje na osnovu sile pritiskanja potrebne za montažu, kao i ukupnih dimenzija delova koji se spajaju. Male sile presovanja (do 15 kN) mogu se obezbediti pneumatskim presama, a za velike sile (do 800 kN) koriste se hidraulične i mehaničke prese. Prilikom presovanja dijelova pod presom, da bi se osiguralo čvrsto prianjanje dijela na mjesto, postupak najprije treba izvoditi polako, uz malo napora, a na kraju pritisak na presovani dio treba naglo povećati.
Prilikom prešanja dijelova kao što su čahure, čepovi, čepovi, prstenovi, zupčanici i drugi koriste se preše - ručne, hidraulične i pneumatske. Slika 1a prikazuje dijagram ručne ekscentrične prese. Štampa radi na sljedeći način. Poluga 7, u koju se mora utisnuti čaura 1, postavlja se na sto presa, a čaura se stavlja na kraj klizača 3.
Prilikom utiskivanja malih dijelova u teške, velike kutije na teško dostupnim mjestima, najčešće se koriste vijčani uređaji poput stezaljki ili dizalica.
Utiskivanje osovine ili čahure u velike dijelove može se izvršiti spuštanjem tereta kranom. U tom slučaju, težina tereta može premašiti silu pritiska na presu za 20...25%.
Osim ručnih presa sa ekscentričnim ili regalnim pogonom, za prešanje se koriste hidraulične prese ili dizalice. Jedan od dizajna takve prese prikazan je na slici 3. Do 1. dijela koji bi trebao sadržavati
Čaura 2 se utiskuje, uz pomoć zateznih vijaka 7 klip pritiska 4 se utiskuje kroz potisnu ploču 3.
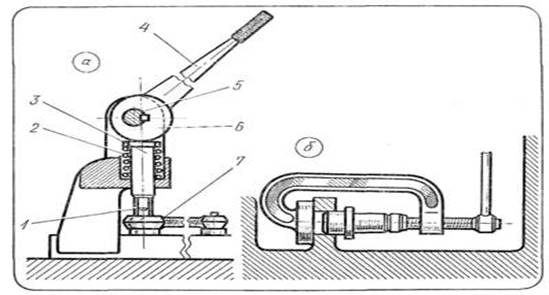 |
Slika 1 - Uređaji za presovanje čaura: a - ekscentrična presa; b – stezaljka
Rice. 2 – Uređaji za presovanje čaura.
Telo prese 5 naslanja se na jednu od šipki za potporu 8. Pritisak tečnosti iz pumpe klipa se prenosi na klip preko priključka 6.
Pogodnost korištenja i stacionarnih i prijenosnih hidrauličnih presa leži u činjenici da se kvalitet montaže, određen silom pritiskanja, lako kontrolira količinom tlaka tekućine u cilindru prese.

Rice. 3 Hidraulična presa
2. Veze kalupljenjem i presovanjem
Kalupovanje se sastoji od kombinovanja metalnih elemenata (armature) sa staklom, plastikom, gumom, legurama cinka, aluminijuma i magnezijuma niskog taljenja, uranjanjem ovih elemenata u oblikovani materijal, koji je u viskoznom tekućem plastičnom ili tekućem stanju. Nakon što se oblikovani materijal stvrdne, formira se trajna veza.
Na ovaj način se dobijaju različite ručke (sl. 6), poklopci, držači terminala, delovi za električne, optičko-mehaničke i elektronske uređaje. Kalupljenje je jedini način da se postigne gasno nepropusna veza između metalnih elektroda i staklenih cilindara elektrovakuum uređaja.
Kalupni spojevi imaju sljedeće prednosti: nije potrebna visoka preciznost i čistoća obrade uronjenih dijelova armature; moguće je dobiti potrebna, često nekompatibilna lokalna svojstva elemenata sklopa - električnu i toplinsku provodljivost armature uz održavanje izolacijskih svojstava sklopa; smanjuje se težina proizvoda, potrošnja metala i troškovi.
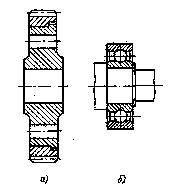
Rice. 4 Vrste lajsni
Prilikom oblikovanja praktički nema prianjanja između armature i oblikovanog materijala. Čvrstoća i gustina spojeva osigurava se izborom odgovarajućih oblika uronjene armature u vidu prstenastih žljebova, udubljenja, izbočina, proširenja, krivina (vidi sliku 4), povećanjem kontaktne površine i sprječavanjem njenog izvlačenja. .
Press-fit spojevi se izvode stvaranjem garantovane napetosti između muške i ženske površine tokom montaže. Nakon montaže, zbog elastičnih i plastičnih deformacija, na dodirnoj površini nastaju specifični pritisak i odgovarajuće sile trenja, koje sprječavaju međusobno pomicanje dijelova.
Montaža kod spajanja presovanjem može se izvesti na jedan od tri načina: presovanje bez grejanja, sa zagrevanjem čahure ili sa hlađenjem osovine. Najčešći spojevi su utisnuti spojevi na cilindričnim površinama. Koriste se za spajanje zupčanika na valjcima, pri spajanju zupčanika pužnog točka na glavčinu. Da bi se olakšala montaža, na dijelovima se izrađuju ivice za vođenje. Montaža sa zagrijavanjem čahure može uzrokovati promjenu strukture i savijanje dijela. Poželjna je montaža sa hlađenjem osovine. Koristi se za hlađenje tečni azot(–196 °C), suvi led (–72 °C).
Za male veličine dijelova koji se spajaju često se koristi utiskivanje na nazubljeni valjak, što značajno smanjuje cijenu spajanja smanjujući točnost izrade površina koje se spajaju. Na osovinu se kotrljaju trokutaste izbočine (šiljci), dok se alatom istiskuje dio materijala osovine i povećava izvorni promjer osovine. Čvrstoća spoja ovisi o dubini uvlačenja nazubljenih zubaca u cilindričnu površinu spojnog dijela. Tokom procesa presovanja, materijal čahure se deformiše i ispunjava šupljine osovine. Rebrasti spoj se koristi za sklapanje čeličnih ili mesinganih valjaka sa aluminijskim ili plastičnim dijelovima. Ova vrsta spoja lošije centrira dijelove od press spojeva, ali ne zahtijeva visoku preciznost i čistoću površinske obrade, a montaža je pojednostavljena.
Što su veći parametri interferencije i hrapavosti površine, to je veća pouzdanost veze. Veze sa zagarantovanim smetnjama uključuju veze koje koriste H7/u7 spojeve; H7/r6; H7/p6 itd. Odabir potrebnog prianjanja vrši se na osnovu uslova čvrstoće na osnovu specifičnog pritiska.
Prednosti press-fit priključaka su: odsustvo dodatnih pričvrsnih elemenata, jednostavnost dizajna, dobro poravnanje spojnih dijelova, mogućnost prijenosa značajnih aksijalnih sila i momenta. Nedostaci veza uključuju: visoku preciznost i cijenu izrade dijelova koji se spajaju, složenost montaže, utjecaj količine smetnji, koeficijenta trenja i radne temperature na čvrstoću spoja.
3. Interferentne veze i njihovi trendovi
Povezivanje dijelova stroja s smetnjama - razlika u dimenzijama slijetanja - vrši se zbog njihove preliminarne deformacije. Zatezanjem se obično spajaju dijelovi s cilindričnim i rjeđe konusnim kontaktnim površinama.
Spoj dijelova s interferencijom je spoj u kojem se prijenos opterećenja s jednog dijela na drugi vrši zbog sila trenja na kontaktnim površinama koje nastaju uslijed elastičnih sila. Kao rezultat toga, veza ima nekrutu fiksaciju dijelova u aksijalnom i obodnom smjeru.
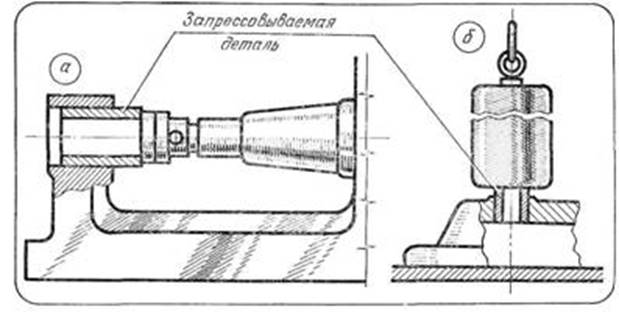
Slika 5 – Interferentni spoj naplatka pužnog točka sa centrom (a) i kugličnog ležaja sa osovinom (b)
Priključci se relativno često koriste za ugradnju na osovine i osovine zupčanika, remenica, lančanika itd.
Dva načina povezivanja:
1) Prilikom mehaničkog sklapanja, muški dio se ugrađuje u ženski dio pomoću prese ili obrnuto. Ova metoda se koristi za relativno male napetosti.
2) Metoda termičkog povezivanja se koristi za visoke napetosti i izvodi se zagrevanjem ženskog dela na temperaturu od 300°C u uljnom kupatilu ili hlađenjem muškog dela u tečnom azotu. Izbor metode ovisi o omjeru mase i konfiguraciji dijelova.
Trenutno su takozvane termomehaničke veze s elementima za pamćenje oblika sve raširene. Ovo svojstvo je svojstveno legurama koje prolaze kroz reverzibilnu martenzitnu transformaciju, a karakterizira se kao sposobnost materijala deformiranog u martenzitnom stanju da potpuno ili djelomično povrati svoj oblik tokom naknadnog zagrijavanja.
Za konstrukcijske elemente sa memorijom oblika koristi se legura nikl-titanijuma sa temperaturama martenzitne transformacije od -80 - 150 °C i temperaturama povratka oblika od -140 - 60 °C. Legura gotovo u potpunosti obnavlja zadatu deformaciju i razvija naprezanje u uvjetima suprotstavljanja procesu obnavljanja oblika do 200-400 MPa.
Kako bi se spriječilo brzo zagrijavanje, dio se ugrađuje montažnim kliještima, čije su čeljusti ili izrađene od materijala većeg toplinskog kapaciteta, na primjer, bakra, ili imaju pamučnu podlogu koja upija tekući dušik. Montaža takvim kliještima je dozvoljena u roku od 2-3 minute.
Zagrijavanje dijela toplinom okoline dovodi do vraćanja njegovih prethodnih dimenzija i stvaranja smetnji.
Prednosti zateznih spojeva su očigledne: relativno su jeftini i jednostavni za implementaciju, pružaju dobro centriranje spojnih dijelova i mogu izdržati značajna statička i dinamička opterećenja. Područja primjene takvih spojeva se stalno šire.
Nedostaci veza : visok radni intenzitet montaže s velikim napetostima; teškoća rastavljanja i mogućnost oštećenja površina za sjedenje; visoka koncentracija stresa; podložnost kontaktnoj koroziji zbog neizbježnih aksijalnih mikro-miješavina dijelova dijelova u blizini rubova spoja i, kao posljedica, smanjene čvrstoće spojeva pod promjenjivim opterećenjima; nedostatak krute fiksacije dijelova.
4. Proračun priključaka i izbor uklapanja.
Glavni zadatak proračuna je odrediti potrebnu interferenciju i odgovarajuće uklapanje u skladu sa GOST 25347-82 za prijenos datog posmičnog opterećenja od momenta ili aksijalne sile.
Mogu postojati slučajevi kada se zbog uvjeta čvrstoće (obično ženski dio) uklapanje ne može implementirati u konstrukciju.
Stoga se pri projektovanju spojeva moraju osigurati kako zahtjevi za međusobnu nepokretnost spojnih dijelova, tako i uvjeti za čvrstoću dijelova.
Stanje nepokretnosti spojnih dijelova. Matematički izražava jednadžbu ravnoteže: kada se prenosi vanjsko opterećenje, dijelovi koji se povezuju moraju biti međusobno nepomični.
Slika 6 – Proračunski dijagram interferentne veze
Razmotrimo zateznu vezu dijelova 1 (u skladu sa slikom 23) i 2 pod djelovanjem posmične sile, na primjer, aksijalne F a. Međusobno pomicanje dijelova u spoju ograničeno je deformacijama zbog adhezivnih sila koje nastaju uslijed kontaktnih naprezanja q od napetosti.
Ako pretpostavimo da je sila trenja τ vezana za kontaktnu površinu proporcionalna kontaktnom naprezanju q onda između dijelova koji se spajaju
Gdje f- koeficijent trenja.
Uslov za međusobnu nepokretnost spojnih dijelova pod djelovanjem posmičnog opterećenja imat će oblik

Gdje d I l- prečnik i dužina površine za sjedenje.
Hajde da uvedemo nazivne kontaktne napone
 ; Onda
; Onda Iz nejednakosti proizlazi da je nosivost spoja određena nazivnim kontaktnim naponima i stanjem dodirnih površina. Naponi zavise od smetnji u priključku i radnih uslova.
Priključni dijelovi će biti međusobno nepomični ako se prosječna kontaktna naprezanja
Gdje k- koeficijent rezerve prianjanja, uzimajući u obzir moguće rasipanje vrijednosti koeficijenta trenja, greške u obliku dodirnih površina i savijanja dijelova koji slabe njihovu adheziju.
Za spojeve podložne savijanju, na primjer, spojeve vratila i zupčanika mjenjača, uzmite vrijednost k= 3,0–4,5, čime se smanjuje osjetljivost spojeva na koroziju. U drugim slučajevima k= I.5?2.0 Vrijednost koeficijenta adhezije u formuli treba uzeti kao minimalnu ili ustanoviti eksperimentalno.
Nosivost spoja može se povećati i povećanjem koeficijenta trenja između dijelova. Efikasno je nanošenje tankog sloja bor karbida B 4 C ili čestica silicijum karbida SiC na površinu osovine. Takav sloj povećava koeficijent trenja u spoju s interferencijom na 0,7 zbog efekta mikro-zahvata i kao rezultat toga povećava nosivost veze nekoliko puta uz konstantnu interferenciju.

Slika 7 – Vanjske sile koje djeluju na spoj
Smična sila može biti aksijalna, tj.
ili obodna (tangencijalna), tj.
Uz kombinovano djelovanje aksijalne sile i momenta, uzmi
Jednačina izražava vezu između vanjskih i unutrašnjih faktora sile. Da bi se riješio problem, kontaktna naprezanja treba izraziti u smislu pomaka tačaka dijelova.
Uslov za kompatibilnost kretanja dijelova koji se spajaju. Pretpostavimo da je ženski dio 2 pritisnut na muški dio 1. Tada će, kao rezultat deformacije, tačke površina dijelova 1 i 2 dobiti radijalne pomake u 1 i u 2, a radijalnu interferenciju δ biće nadoknađeno ovim pokretima, tj.
gdje je Δ = d B - d A- dijametralna napetost dijelova.
Jednačina odražava geometrijsku stranu problema. Da bi se to riješilo, potrebno je pomake u jednadžbi izraziti preko kontaktnih napona.
Odnos između pomaka i kontaktnih napona u spoju. Kontaktni stres q u općem slučaju, raspoređeni su značajno neravnomjerno po dužini spoja, jer izbočeni dijelovi dijelova sprječavaju jednoliku deformaciju. Odnos između pomaka i dodirnih pritisaka ima oblik
 - funkcija utjecaja koja pokazuje kretanje kontaktnih tačaka u presjeku z= c od jedinične radijalne sile primijenjene u presjeku z=ζ; i= 1; 2 - kataloški broj.
- funkcija utjecaja koja pokazuje kretanje kontaktnih tačaka u presjeku z= c od jedinične radijalne sile primijenjene u presjeku z=ζ; i= 1; 2 - kataloški broj. Vrijednosti funkcije λ mogu se dobiti proračunom.
U preliminarnom proračunu pretpostavlja se da su kontaktna naprezanja ista u svim točkama dodirnih površina. Ovo je ekvivalentno pretpostavci da su dva cilindra jednake dužine spojena.

Slika 8 – Proračunski dijagram interferentne veze
Problem spajanja sa zatezanjem dva debelozidna cilindra beskonačne dužine razmatra se u čvrstoći materijala. Utvrđeno je da radijalni pomaci kontaktnih tačaka
;gdje su λ 1 i λ 2 koeficijenti radijalne usklađenosti dijelova 1 i 2; q n - nazivni kontaktni napon.
Bias u 1 se smatra negativnim jer se javlja u smjeru suprotnom od smjera osi r.
Odnosi odražavaju fizičku stranu problema. Radijalni koeficijenti usklađenosti ovise o radijalnim dimenzijama i materijalima dijelova:

Gdje d- prečnik sletanja; E 1 , ν 1 i E 2, ν 2 - modul elastičnosti i Poissonov omjer za muške i ženske dijelove; d 1 - promjer rupe u muškom dijelu; d 2 - vanjski prečnik ženskog dijela.
S obzirom na jednakost, lako je dobiti:

Imajte na umu da je napetost Δ u jednakosti izračunata i odgovara razlici u promjerima slijetanja dijelova sa savršeno glatkim površinama.
Proračun potrebne napetosti. Izračunatu vrijednost smetnje, koja osigurava prijenos vanjskog posmičnog opterećenja spojem, lako je pronaći iz odnosa:

Izračunata interferencija Δ uzima se kao minimalna potrebna interferencija AΔ * (tj. Δ=Δ *) metodom termičke montaže.
Gdje je u R korekcija za smanjenje hrapavosti, µm; u R =5,5(Ra 1 +Ra 2)=1,2(Rz 1 +Rz 2); Ra 1 i Ra 2, Rz 1 i Rz 2 - parametri hrapavosti dijelova.
Ako veza radi na povišenim temperaturama, tada se slabljenje smetnji zbog zagrijavanja uzima u obzir korekcijom za temperaturnu deformaciju:
gdje su α 1 i t 1 koeficijent linearne ekspanzije i radna temperatura pokrivenog dijela; α 2 i t 2 - isti, pokrivni dijelovi.
U spojevima brzorotirajućih dijelova također dolazi do „gubljenja“ smetnji
gdje je ρ gustina materijala; ν - Poissonov omjer materijala dijela; ω - ugaona brzina.
Pri ugaonoj brzini

napetost u vezi će nestati (q n =0).
Uzimajući u obzir ove napomene, minimalna potrebna smetnja : metodom termičke montaže
mehaničkom montažom
Vrijednost minimalne potrebne smetnje, određena uvjetima opterećenja i montaže, koristi se za odabir minimalne interferencije prianjanja (interferencija stola) N min:
Tip slijetanja prema GOST 25347-82 postavljen je na minimum N min i maksimum N max po interferenciji stola. Da biste ga dodijelili, potrebno je postaviti i maksimalnu dozvoljenu vrijednost zatezanja, koja je određena uvjetima čvrstoće.

Proračun maksimalne napetosti. Interferencija uzrokuje radijalna σ r i obodna σ θ naprezanja u dijelovima koji se spajaju (u skladu sa slikom 8).
Naprezanje u muškom dijelu (osovinu)

Naprezanja u ženskom dijelu (glavište)

gdje je d * prečnik presjeka u kojem se izračunavaju naponi.
Karakteristike i područja primjene zasada prema UDDP SME
Na osnovu proučavanja sletanja korišćenih u vezama različitih mašina i njihove racionalne zamene sa ESDP CMEA sletanjima, kao i analize i generalizacije literarnih podataka o iskustvu korišćenja sletanja u SSSR-u i inostranstvu, sledeće preporuke za korištenje sletanja su dobijene.
Slijetanja sa klirensom. Fitingi sa razmakom (videti sliku 3.4) su najčešći. SEV ESDP predviđa 40 preporučljivih sletanja u sistem rupa (od toga je poželjno 11) i 39 mesta u sistemu okna (6 od njih je poželjno).
Vrsta sletanja H/ h- najčešći. Ugrađuju se u sve nivoe koji obezbeđuju preporučena sletanja, odnosno u razrede 4-12 (videti tabelu 3.6). Slijetanja se nazivaju klizanje; Oni su najčvršći od svih labavih spojeva i pružaju minimalne praznine u spoju (zajamčeni minimalni razmak je nula). Klizni spojevi pri srednjim vrijednostima osiguravaju spojeve sa zazorom, pogodni za pomične veze centrirnih čaura, klipova, vodilica itd., koji rade pri malim brzinama. Široko se koriste za centriranje lako odvojivih fiksnih spojeva; ako su zahtjevi za preciznošću centriranja mali, prijenos sila ili momenata se osigurava dodatnim pričvršćivanjem (iglice, ključevi itd.).
Priključci H5/h4 i H6/h5 (visoka preciznost) koriste se za posebno precizno centriranje, na primjer, za spajanje panela na tijelo stražnjeg dijela tokarilice. Rijetko se koriste u općem mašinstvu. H7/h6 uklapanje se koristi za visoke zahtjeve za centriranje za često rastavljene ili podešene veze. Primjeri upotrebe: zamjenjivi zupčanici na vratilima strojeva, kućišta za centriranje kotrljajućih ležajeva, klipnjače u vodilicama, bregaste osovine, glodalice na trnovima; frikcione spojke koje centriraju izbočine u utičnicama. Osim toga, ovo uklapanje se ponekad koristi za pomicanje zglobova s kratkim radnim hodovima, kako bi se poboljšala preciznost smjera umjesto dosjeda sa zajamčenim zazorom H7/g6.
H8/h7 uklapanje se koristi za centriranje površina sa smanjenim zahtjevima za poravnanje. Pruža veću lakoću montaže i podešavanja jedinice.
Fitingi H8/h8, H8/h9, H9/h8, H9/h9 se široko koriste za fiksne dijelove sa niskim zahtjevima za preciznošću mehanizama, malim opterećenjima i potrebom da se osigura laka montaža (remenice, spojnice, zupčanici i drugi dijelovi spojeni na vratilo pomoću ključeva kućišta kotrljajućih ležajeva, prirubnica za centriranje itd.); u pokretnim zglobovima - sa sporim ili rijetkim rotacijskim i translacijskim pokretima (klizači na ključevima mehanizama za omogućavanje, spojnice, klipovi i klipni ventili u cilindrima).
Fitingi N10/h9, HI0/h10, H1l/h1l, H12/h12 (smanjena tačnost) se koriste za neprecizne spojeve, centriranje prirubnica i poklopaca, spajanje fitinga, za poklopce pumpe, za poklopce uljnih zaptivki u kućištima, za lančanike od vučni lanci i lančani pogoni na osovinama, za nezavisno spajanje odstojnih čaura sa vratilima, za spojeve za zakivanje, lemljenje, zavarivanje. U pokretnim spojevima - za spajanje valjaka na osovinama, za uklapanje s velikom dužinom parenja, na primjer, vretena-čahura glave vretena automatskog struga.
Vrsta sletanja H/ g garantuju mali zazor koji se menja sa povećanjem prečnika. To su slobodno pristajanje, osiguravajući međusobno aksijalno pomicanje spojenih dijelova uz održavanje visoke preciznosti centriranja; Vrlo su osjetljivi na povećanje zazora, pa se koriste samo u preciznim nagibima. Postoje tri preporučena uklapanja u sistem rupa: H5/g4, H6/g5 i H7/g6, pri čemu je ovo drugo poželjnije.
Naleganje H6/g5 je skupo, stoga, u slučajevima kada se mogu smanjiti zahtjevi za preciznošću centriranja pokretnih dijelova, zamjenjuje se ugradnjom H7/g6, koja je relativno jednostavna za implementaciju. Koristi se u pokretnim spojevima za osiguranje nepropusnosti (kalem u čahuri pneumatske bušilice), preciznog smjera ili za kratke hodove (ventili u ventilskoj kutiji); za ugradnju izmjenjivih ubočnih čahura i zazora na montažne klinove uređaja, klipova u cilindrima (pneumatski i dr.), vretena preciznih alatnih mašina i razdjelnih glava u vodilice; za centriranje spojeva pokretnih elemenata u kalupima, pokretnih zupčanika na vratilima mjenjača.
Vrsta sletanja H/ f garantovati razmak dovoljan da se dijelovi koji se spajaju rotiraju prosječnom brzinom.
H7/f7 kroj je tipičan kroj za trčanje i namijenjen je za pomicanje zglobova gdje se zahtijeva lako postizanje visokog kvaliteta. U sistemu ESDP CMEA, ovo sletanje je poželjno. Tipične primjene za ovo uklapanje: klizni ležajevi za sve lake i srednje mašine, na primjer ležajevi u mjenjačima; ležajevi zupčanika i remenica koji se slobodno rotiraju na osovinama; Ležajevi centrifugalne pumpe; glavni ležajevi u motorima sa unutrašnjim sagorevanjem i klipnim kompresorima.
U ostalim razredima, ova dosjeda se preporučuju u sljedećim kombinacijama: H6/f6 - u pokretnim spojevima: povećani zahtjevi za preciznost centriranja. Ako su zahtjevi za preciznost centriranja smanjeni, tada se koriste nastavci H8/f7, H8/f8, H8/f9, H9/f8, H9/f9, na primjer, za vođenje klipnjača i klipnjača u uljnim brtvama, poklopcima cilindara za centriranje, u kliznim ležajevima koji rade u tečnom ili polutečnom režimu trenja.
Fitingi tip N/e - free, mogu se koristiti u 6, 7, 8, 9 kvalifikacijama u zavisnosti od intenziteta režima, tačnosti centriranja, relativnog radnog intenziteta obrade potrebnih dosednih površina rupe i osovine
trajnost.
Optimalno uklapanje odgovara kombinaciji tolerancijskih polja H8/e8. Poželjan je u CMEA ESDP i koristi se kao spoj koji se lako pomiče, pružajući lako pokretljivu vezu koja omogućava radijalno pomicanje bez značajnih razlika (na primjer, u podupiračima udaljenim jedan od drugog) i izvlačenje površina za spajanje (za na primjer, u ležajevima osovina s više nosača). Koristi se i u mehanizmima niske preciznosti: kako u kliznim ležajevima koji rade u tečnom ili polutečnom režimu trenja, tako i u vodilicama aksijalnih pomaka, u osloncima vratila turbogeneratora i centrifugalnih pumpi, u ležajevima glavnih rukavaca radilice.
Smanjene preciznosti N8/e9, N9/e8 i N9/e9 koriste se u kliznim ležajevima nekritičnih mašina.
Vrsta sletanja H/ d Omogućuju lako pomične spojeve za opštu upotrebu koji omogućavaju radijalno pomeranje i kompenzuju greške u relativnom položaju trljajućih površina zbog neusklađenosti i otklona osovine, greške oblika u aksijalnom i radijalnom presjeku, ekscentricitete nosača i rukavaca vratila u višestrukim potporne strukture. Koriste se u slučajevima kada je potrebno nadoknaditi greške pri montaži ili temperaturne deformacije. Precizno uklapanje H7/d8, H8/d8 imaju ograničenu upotrebu. Koriste se za precizne spojeve koji rade pri značajnim temperaturnim razlikama i teškim radnim uslovima, na primjer u ležajevima turbina, valjcima valjaonica itd.
Priključci H8/d9 i H9/d9 (poželjno) se koriste za ugradnju pogonskih vratila u ležajeve, za spajanje proreznih remenica na vratila iu drugim sličnim slučajevima.
U slučaju nepreciznih pomičnih spojeva koriste se spojevi niske preciznosti H10/dl0, Hll/dll.
Vrste sadnje N/a, N/b, N/s karakterišu veoma veliki garantovani zazori. Koriste se uglavnom u grubim vrstama (11. i 2.), pa su fluktuacije u zazorima vrlo velike. Koriste se za grube spojeve koji zahtijevaju slobodnu montažu, kako bi se osiguralo relativno kretanje dijelova u prljavim uvjetima, za kompenzaciju grešaka pri montaži i | temperaturne deformacije.
Slijetanja pod pritiskom. Interferencija (vidi sliku 3.5) u cilindričnim spojevima se koristi za formiranje fiksnih spojeva bez dodatnih pričvršćivanja i sa dodatnim pričvršćivanjem ključevima, klinovima i drugim sredstvima. Nepokretnost spoja postiže se naprezanjima koja nastaju u materijalu spojnih dijelova uslijed deformacije dodirnih površina. Izbor naleganja se vrši pod uslovom da se uz najmanje smetnje osigura čvrstoća spojeva za prenošenje opterećenja, a sa najvećom čvrstoća delova preporučuje se eksperimentalno testiranje, posebno u masovnoj proizvodnji. Specifičnosti izbora smetnji za spajanje delova malih, srednjih i velikih dimenzija opisane su u radu "es":["q9oXLQ9FU5o"],"pt":["eNy-V4OVKPg","qTdPtahGgWU"],"it" :[" ZJz1IZFew40"],"bg":["jtrIW5m2ayc","oQyoEakWEOc"],"ro":["bS4NZb2GAi4"])
- Usekovanje glave Jovana Krstitelja: istorija
- Osvećenje hrama na Dubrovki Hram u čast svetih ravnoapostolnih Metodija i Kirila na Dubrovki
- Jedinstvene kupole - hram kneza Igora Černigovskog u Peredelkinu Crkva Preobraženja Gospodnjeg u Peredelkinu raspored službi
- Poslednji ispovednik kraljevske porodice Zvanični ispovednici ruskih careva