
Koja je nominalna veličina dijela. Velika enciklopedija nafte i gasa
Stranica 1
Stvarne dimenzije se razlikuju od nominalnih zbog nemogućnosti postizanja apsolutne točnosti u izradi dijelova. Dakle, ako je nazivni promjer osovine 80 mm, a najveće dopušteno odstupanje (tolerancija) je minus 0,06 mm, tada stvarne dimenzije promjera osovine mogu imati bilo koje vrijednosti od 80 do 79,94 mm.
Stvarne dimenzije se određuju direktnim mjerenjem konstrukcije.
| Tolerancije, razmaci i smetnje. |
Stvarna veličina se dobiva mjerenjem proizvoda.
Stvarna veličina je veličina određena mjerenjem sa datim stepenom greške. Granične veličine su dvije paralelne vrijednosti veličine između kojih mora biti stvarna veličina. Veća od njih naziva se najveća granična veličina, a manja naziva se najmanja granična veličina. Razlika između veličine i njene nominalne vrijednosti naziva se odstupanje veličine - pozitivno ako je veličina veća od nominalne, a negativna ako je manja od nominalne. Razlika između najveće granične veličine i nominalne veličine naziva se gornja granična devijacija, a razlika između najmanje granične veličine i nominalne veličine naziva se donja granična devijacija. Maksimalno odstupanje se smatra pozitivnim ako je maksimalna veličina veća od nominalne veličine; negativan ako je granična veličina manja od nominalne veličine; jednak nuli ako su ove veličine iste.
Stvarna veličina je između dva maksimalne dimenzije. Razlika između najveće i najmanje granične veličine naziva se tolerancija veličine. Zasjenjena traka visine BC, jednake toleranciji veličine, naziva se polje tolerancije veličine. Gornje odstupanje je razlika između najveće i nominalne veličine. Donja devijacija je razlika između najmanjih i nominalnih veličina. Stvarno odstupanje naziva se razlika između stvarne i nominalne veličine. Crteži obično ukazuju nominalne veličine, gornja i donja odstupanja.
| Tolerancije i slijetanja. |
Stvarna veličina je stvarna veličina dijela dobivena mjerenjem nakon obrade. Tačnost mjerenja mora odgovarati klasi tačnosti.
Stvarna veličina je veličina elementa određena mjerenjem.
Stvarna veličina ne bi trebala prelaziti dozvoljene granice ovih dimenzija. Za provjeru tačnosti izvedenih dimenzija koriste se različiti mjerni instrumenti. Prilikom mjerenja vanjskih dimenzija, čeljust se drži unutra desna ruka, i, dovodeći ga do radnog predmeta (dio), palcem pomičite pokretni okvir dok čeljusti ne dođu u kontakt sa površinom koja se mjeri. Nakon toga, zategnite vijak za zaključavanje i odmaknite čeljust od dijela uz malo trenje.
Stvarna veličina je veličina utvrđena mjerenjem sa dozvoljenom greškom.
Stvarna veličina je veličina utvrđena mjerenjem sa dozvoljenom greškom.
Što je manja površina mjernih površina neprolaznog mjernog instrumenta, to je manja stvarna veličina. Ove odredbe objedinjuje Taylorov princip: pri kontroli slijetanja, prolazna strana se provjerava za parenje, strana koja ne prolazi, naprotiv, provjerava se stvarnim dimenzijama svih njegovih pojedinačnih parametara koji su neovisni jedan o drugom. Nadalje, nije primjenjiv za oblike koji su povezani s ugaonim veličinama, ako potonje moraju biti ograničene posebnom tolerancijom, na primjer u čunjevima.
Stvarna veličina neprolazne strane nije kontrolirana. Prilikom provjere potrebno je osigurati ispravan položaj krajnje površine čepa ili prstena s navojem prilikom uvrtanja u proizvod ručno ili pomoću motora.
Kratki put http://bibt.ru
Vrste veličina. Nazivne i maksimalne dimenzije.
Prilikom proizvodnje dijelova, praktički je nemoguće postići apsolutnu točnost dimenzija, kao što je ranije spomenuto, ali to nije neophodno. Poznato je da ako odstupanja dimenzija ne prelaze određene vrijednosti, tada će svi dijelovi takvih dimenzija biti podjednako pogodni za upotrebu u strojevima ili mehanizmima. U mnogim slučajevima nema potrebe za postizanjem visoke preciznosti obrade, jer to povećava njenu cijenu i, osim toga, oduzima puno vremena.
Postoje utvrđena ograničenja za odstupanja od dimenzija dijela naznačenih na crtežu. Ako su dijelovi proizvedeni u suprotnosti sa ovim odstupanjima, tada se neće postići zamjenjivost i ispravna povezanost dijelova u odgovarajućim mašinama ili mehanizmima.
Dimenzije navedene na crtežima su nominalne i marginalne.
Nazivna veličina je glavna (proračunata) veličina prikazana na crtežu. Obično je na crtežu naznačen cijelim brojevima od milimetra, ali ponekad se nađu i dijelovi milimetra.
Stvarna veličina je veličina gotovog dijela određena direktnim mjerenjem.
Prirodna veličina gotovi dio uvijek će se razlikovati od veličine naznačene na crtežu (nominalna). Štoviše, veličina ovog odstupanja ovisit će o načinu proizvodnje dijela, vrsti mjernog alata i kvalifikacijama radnika. Najčešće je stvarna veličina veća ili manja od nominalne veličine. Međutim, razlika između nominalnih i stvarnih dimenzija ne može prelaziti određenu vrijednost, jer će u suprotnom biti potrebna dodatna obrada osovine (ako je, na primjer, prečnik otvora koji se spaja s njim premali) ili se ova osovina ne može koristiti uopće (ako je prečnik otvora koji se spaja s njim prevelik). Stoga su za utvrđivanje granica obrade utvrđene maksimalne dimenzije.
Granične veličine su one veličine između kojih stvarna veličina varira. Jedna od graničnih veličina (gornja granica) naziva se najveća granična veličina, a druga (donja granica) naziva se najmanja granica ograničenja. Stvarna veličina ne bi trebala biti veća od najveće granice veličine i manja od ograničenja najmanje veličine.
Ako je dio proizveden s preciznošću koja spada u određene granice veličine, ispunit će tehničke zahtjeve.
1. Osnovni pojmovi i definicije: nazivna veličina, maksimalne dimenzije, maksimalna odstupanja, tolerancija, uklapanje, zazor, smetnje. Dajte dijagram lokacije tolerancijskih polja rupe i osovine za prijelazno uklapanje. Označite na njemu naznačene pojmove i dajte formule za vezu između njih.
Dimenzije se dijele na prave, stvarne, granične, nominalne.
True Size– neke apsolutna vrijednost, čemu težimo unapređenjem kvaliteta naših proizvoda.
Prirodna veličina– veličina elementa utvrđena mjerenjima sa dozvoljenom greškom.
U praksi se koristi stvarna veličina umjesto prave veličine.
Nominalna veličina– veličina u odnosu na koju se određuju maksimalne dimenzije i koja ujedno služi i kao polazna tačka za mjerenje odstupanja. Za dijelove koji se spajaju, nazivna veličina je uobičajena. Određuje se proračunima čvrstoće, krutosti itd., zaokruženih na najveća vrijednost uzimajući u obzir “normalne linearne dimenzije”.
Normalne linearne dimenzije.
Normalne linearne dimenzije se koriste kako bi se smanjila raznolikost dimenzija koje je zadao dizajner sa svim prednostima koje proizilaze (sužavanje raspona materijala, raspona mjerenja, rezanja i merni alat itd.).
Nizovi normalnih linearnih dimenzija su geometrijske progresije sa nazivnikom. Postoji pet vrijednosti u nizu. Ovi odnosi su sačuvani za različite numeričke intervale.
Prvi red Ra 5 g = 10 = 1,6
0.1; 0.16; 0.25; 0.4; 0.63
1; 1.6; 2.5; 4; 6.3
10; 16; 25; 40; 63
100; 160; 250; 400; 630
Drugi red Ra 10 g = 10 = 1,25
1; 1.25; 1.6; 2.0; 2.5; 3.2; 4.0; 5.0; 6.3; 8.0
Svaki sljedeći red uključuje članove prethodnog.
Treći red Ra 20 g = 10 = 1,12
Četvrti red Ra 40 g = 10 = 1,06
Prilikom odabira nominalnih veličina, prethodni red je poželjniji od sljedećeg.
Nazivna veličina je naznačena za rupe D i osovinu d.
Granične dimenzije: dvije najveće dozvoljene dimenzije elementa, između kojih on mora ležati, ili kojima stvarna veličina može biti jednaka.
Najveća granična veličina: najveća dozvoljena veličina elementa, nominalna je suprotna.
Dmax, Dmin, dmax, dmin
Kako bi se pojednostavilo označavanje maksimalnih dimenzija, na crtežima su uvedena maksimalna odstupanja od nazivne veličine.
Gornja granična devijacija ES(es) je algebarska razlika između najveće granične veličine i nominalne veličine.
EI = dmax –D za rupu
es = dmax – d za osovinu
Donja granična devijacija EI(ei) je algebarska razlika između najmanjeg graničnog odstupanja i nominalne veličine.
EI = dmin – D za rupu
Ei = dmin – d za osovinu
Stvarno odstupanje naziva se algebarska razlika između realne i nominalne veličine.
Vrijednosti odstupanja mogu biti pozitivan ili negativan broj.
Na crtežima mašinstva, linearne, nazivne, maksimalne dimenzije, kao i odstupanja su naznačene u milimetrima.
Ugaone dimenzije i njihova maksimalna odstupanja su naznačene u stepenima, minutama, sekundama sa naznačenim jedinicama.
Ako su apsolutne vrijednosti odstupanja jednake, 42 + 0,2; 120 + 2
Odstupanje jednako nuli nije naznačeno na crtežima samo jedno odstupanje - pozitivno na vrhu, negativno na dnu.
Odstupanje se bilježi do posljednje značajne znamenke. Za proizvodnju nije važnije odstupanje, već širina intervala, koja se zove tolerancija.
Tolerancija je razlika između najveće i najmanje granične veličine ili apsolutna vrijednost algebarske razlike između gornjeg i donjeg odstupanja.
TD = Dmax – Dmin = ES – EI
Td = dmax – dmin = es - ei
Tolerancija je uvijek pozitivna; ona određuje dopušteno polje raspršivanja stvarnih dimenzija dijelova u seriji koji se smatraju prikladnim, odnosno određuje navedenu točnost izrade.
Racionalno dodjeljivanje tolerancije je važan zadatak koji kombinuje ekonomske i kvalitetne zahtjeve proizvodnje.
Kako se tolerancija povećava, kvaliteta proizvoda se u pravilu pogoršava, ali troškovi proizvodnje opadaju.
Prostor na dijagramu ograničen linijama gornjih i donjih devijacija naziva se zona tolerancije.
Pojednostavljeni prikaz tolerancijskih polja, u kojima su uzorci rupe i osovine nijedan.
primjer: Izraditi dijagram lokacije tolerancijskih polja za osovine nominalne veličine 20 i maksimalnih odstupanja
1. es = + 0,02 2. es = + 0,04
ei = - 0,01 ei = + 0,01
T1 = + 0,0,01) = 0,03 mm T2 = 0,04 – 0,01 = 0,03 mm
Komparativna tačnost dijelova 1 i 2 je ista. Kriterijum tačnosti je tolerancija T1 = T2, ali su tolerancijska polja različita, jer se razlikuju po lokaciji u odnosu na nominalnu veličinu.
Indikacija odstupanja na crtežima.
 dmax = d + es
dmax = d + es
Uz koncept zamjenjivosti povezan je i koncept podobnosti dijela. Bilo koji pravi dio će biti prikladan ako:
dmin< dr < dmax
ei< er < es
Na primjer: osovine
dr1 = 20,03 – važi
dr2 = 20,05 – popravljiv kvar
dr3 = 20,0 – neispravan kvar
Koncept sadnje.
Pristajanje je priroda spoja dijelova, određena veličinom zazora ili smetnje.
Razmak je razlika između veličina rupe i osovine, ako je veličina rupe veća veličina osovina
Pokretne zglobove karakterizira prisustvo praznina.
Prednost je razlika između dimenzija osovine i rupe prije montaže, ako je veličina osovine veća od veličine rupe.
Fiksne veze obično karakteriše prisustvo smetnji.
Postoje tri vrste nasjedanja: sa zazorom, interferencija i privremena.
Prelazna sletanja.
Prijelazni - naleganja u kojima je moguće dobiti i zazor i interferencija u spojevima (tolerancija polja rupe i osovine se preklapaju djelomično ili potpuno).
Fiksne veze.
Prelazna slijetanja se računaju na Smax i Nmax.
Smax = Dmax – dmin = ES – ei
Nmax = dmax – Dmin =es – EI
2. Odstupanja od paralelizma, okomitosti i nagiba površina i osa, njihova normalizacija i primjeri označavanja na crtežu.
Odstupanja lokacije na površini.
Odstupanje stvarne lokacije površine od njene najmanje lokacije.
Vrste lokacijskih devijacija.
 Odstupanje od paralelizma– razlika između najvećeg i najmanjeg rastojanja između ravnina unutar normalizovanog područja.
Odstupanje od paralelizma– razlika između najvećeg i najmanjeg rastojanja između ravnina unutar normalizovanog područja.
Odstupanje od okomitosti ravnina- odstupanje ugla između ravnina od pravog ugla, izraženo u linearnim jedinicama po dužini standardizovanog preseka.
 Odstupanje od poravnanja– najveća udaljenost (Δ1, Δ2) između ose razmatrane površine rotacije i zajedničke ose rotacije.
Odstupanje od poravnanja– najveća udaljenost (Δ1, Δ2) između ose razmatrane površine rotacije i zajedničke ose rotacije.
 Odstupanje od simetrije u odnosu na referentnu ravan– naziva se najveća udaljenost između ravnine simetrije elementa koji se razmatra i ravnine simetrije osnovnog elementa unutar normalizirane površine.
Odstupanje od simetrije u odnosu na referentnu ravan– naziva se najveća udaljenost između ravnine simetrije elementa koji se razmatra i ravnine simetrije osnovnog elementa unutar normalizirane površine.
Za kontrolu poravnanja koriste se posebni uređaji.
 Stoga se odstupanja oblika moraju isključiti iz odstupanja lokacije odstupanja lokacije(od paralelnosti, okomitosti, koaksijalnosti itd.) mjere se od susjednih pravih linija i površina, reprodukovanih uz pomoć dodatnih sredstava: ravnih rubova, valjaka, kvadrata ili posebnih uređaja.
Stoga se odstupanja oblika moraju isključiti iz odstupanja lokacije odstupanja lokacije(od paralelnosti, okomitosti, koaksijalnosti itd.) mjere se od susjednih pravih linija i površina, reprodukovanih uz pomoć dodatnih sredstava: ravnih rubova, valjaka, kvadrata ili posebnih uređaja.
![]()
Za kontrolu poravnanja koriste se posebni uređaji:
As univerzalni lijekovi Za kontrolu odstupanja široko se koriste mašine za koordinatno mjerenje.
3. Metode mjerenja i njihove razlike.
Prema načinu dobijanja rezultata mjerenja dijele se na:
Direktno mjerenje– ovo je mjerenje u kojem se željena vrijednost veličine pronalazi direktno iz eksperimentalnih podataka.
Indirektno mjerenje– željena vrijednost se nalazi iz poznatog odnosa između željene vrijednosti i količina određenih direktnim mjerenjem
 y=f(a, b,c..h)
y=f(a, b,c..h)
Određivanje gustine homogenog tijela njegovom masom i geometrijskim dimenzijama.
Postoje 2 metode mjerenja: metoda direktne procjene i metoda poređenja sa mjerom.
Metoda direktne procjene– vrijednost količine se određuje direktno iz uređaja za očitavanje mjernog uređaja.
Da biste to učinili, potrebno je da opseg očitavanja skale bude veći od vrijednosti izmjerene vrijednosti.
Metodom direktne procjene (DO), uređaj se podešava na nulu pomoću osnovne površine uređaja. Pod uticajem različitih faktora (promena temperature, vlažnosti, vibracija itd.) može doći do pomeranja nule. Stoga je potrebno periodično provjeravati i prilagođavati se u skladu s tim.
Metoda poređenja– izmjerena vrijednost se upoređuje sa vrijednošću reprodukovanom mjerom. Prilikom mjerenja poređenjem s mjerom rezultat posmatranja je odstupanje izmjerene veličine od vrijednosti mjere. Vrijednost mjerene veličine iz vrijednosti mjere. Vrijednost mjerene veličine dobija se algebarskim zbrajanjem vrijednosti mjere i odstupanja od ove mjere, utvrđene očitanjem uređaja.
L=M+P
 Metoda direktne procjene Metoda poređenja
Metoda direktne procjene Metoda poređenja
DP>L DP>L-M
Izbor metode mjerenja određen je odnosom između opsega očitavanja mjernog instrumenta i vrijednosti mjerene veličine.
Ako je raspon manji od izmjerene vrijednosti, koristite metodu poređenja.
Metoda poređenja se koristi kod merenja i kontrole delova u masovnoj i serijskoj proizvodnji, odnosno kada nema čestih podešavanja mernog uređaja.
Za linearna mjerenja, razlika između ove dvije metode je: - relativna, jer je mjerenje uvijek u suštini poređenje sa jedinicom, koja je na neki način inherentna mjernom instrumentu.
1. Karakteristike sistema tolerancija i naleganja glatkih cilindričnih spojeva: normalna temperatura, jedinica tolerancije, kvalifikacije, formula tolerancije, intervali prečnika i serije tolerancija.
2. Parametri hrapavosti Ra, Rz, Rmax. Standardizacija i primjeri označavanja hrapavosti površine na crtežu pomoću ovih parametara.
3. Smanjeni prečnik spoljašnjeg navoja. Ukupna tolerancija prosječnog prečnika navoja. Uslovi prikladnosti za spoljne navoje duž prosečnog prečnika. Primjer označavanja tačnosti navoja vijka na crtežu.
1. Karakteristike sistema tolerancija i naleganja za glatke cilindrične spojeve: glavna odstupanja osovina i rupa i dijagrami rasporeda, opseg tolerancije i njegova oznaka, preferirani rasponi tolerancija i dijagrami njihovog položaja.
2. Parametri hrapavosti, S i Sm. Normalizacija i primjeri označavanja hrapavosti površine na crtežu pomoću ovih parametara.
3. Klasifikacija zupčanika prema funkcionalnoj namjeni. Primjeri precizne notacije zupčanici.
1. Tri vrste naleganja, raspored tolerancijskih polja i karakteristike ovih naleganja. Primjeri oznaka sadnje na crtežima.
2. Parametar hrapavosti tp. Normalizacija i primjeri označavanja hrapavosti površine na crtežu pomoću ovog parametra.
3. Greške u mjerenju. Klasifikacija komponenti greške mjerenja prema razlozima njihovog nastanka.
1. Tri vrste doskoka u sistemu rupa. Dijagrami rasporeda tolerancijskih polja i primjeri označavanja dosjeda u sistemu rupa na crtežu.
2. Odstupanja u obliku cilindričnih površina, njihova normalizacija i primjeri označavanja na crtežima tolerancija oblika cilindričnih površina.
3. Dat prosječan prečnik unutrašnjeg navoja. Ukupna tolerancija prosječnog prečnika navoja. Uslovi prikladnosti za unutrašnje navoje duž prosečnog prečnika. Primjer oznake točnosti matice na crtežu.
1. Tri vrste uklapanja u sistem osovine. Dijagrami rasporeda tolerancijskih polja i primjeri označavanja spojeva u sistemu osovine na crtežu.
2. Odstupanja u obliku ravnih površina. Njihova standardizacija i primjeri označavanja na crtežu tolerancija za oblik ravnih površina.
3. Standardizacija tačnosti zupčanika i zupčanika. Princip kombinovanja nivoa preciznosti. Primjeri oznaka točnosti zupčanika.
1. Slijetanja sa razmakom. Šeme za lokaciju tolerancijskih polja u sistemu rupa i osovinskom sistemu. Primjena slobodnih sletanja i primjeri označavanja na crtežima.
2. Principi standardizacije odstupanja oblika i označavanja tolerancija oblika na crtežima. Odstupanja u obliku površina, osnovne definicije.
3. Slučajne greške mjerenja i njihova evaluacija.
1. Preferirano uklapanje. Šeme za lokaciju tolerancijskih polja u sistemu rupa i vratila. Primjena smetnji i primjeri označavanja na crtežima.
2. visinski parametri hrapavosti površine. Standardizacija i primjeri označavanja hrapavosti površine na crtežima pomoću visinskih parametara.
3. Standardizacija metričke tačnosti navoja. Primjeri oznaka na crtežima za spojeve navojnih spojeva sa zazorom.
1. Prelazna sletanja. Šeme za lokaciju tolerancijskih polja u sistemu osovine i rupe. Primena prelaznih sletanja i primeri označavanja na crtežu.
2. Parametri koraka hrapavosti površine. Standardizacija i primjeri označavanja hrapavosti površine na crtežu pomoću parametara koraka.
3. Kinematička tačnost zupčanika i zupčanika, njena standardizacija. Primjer oznake preciznosti zupčanika za referentne zupčanike.
2. Parametar oblika hrapavosti. Standardizacija i primjeri označavanja hrapavosti površine na crtežima pomoću parametra oblika.
3. Sistematske greške mjerenja, metode za njihovo otkrivanje i otklanjanje.
2. Označavanje hrapavosti površine na crtežima. Primjeri označavanja hrapavosti površine, vrste obrade koju nije odredio projektant; obrađeno uklanjanjem sloja materijala; čuvano u stanju isporuke; obrađen bez skidanja sloja materijala.
3. Glavna odstupanja prečnika navoja za zazore i dijagrami njihovog rasporeda. Primjeri označavanja metričkih navoja uklapaju se u crteže.
1. Slijetanja sa zazorom. Šeme za lokaciju tolerancijskih polja za slijetanje s prazninom u sistemu rupa. Pokažite kako će se Smax, Smin, Sm, Ts promijeniti kada se tolerancije dijelova koji se spajaju promijene za jedan stepen. Primjeri označavanja na crtežima sletanja s razmakom u sistemu rupa.
2. Odstupanja u položaju površina, njihova normalizacija i primjeri označavanja na crtežima tolerancije položaja površina.
3. Kontakt zuba u zupčaniku i njegova normalizacija. Primjer oznake preciznosti zupčanika za prijenos snage.
1. Interferencija naleganja, dijagrami rasporeda tolerancijskih polja za interferenciju u sistemu rupa. Pokažite kako će se Nmax, Nmin, Nm, TN promijeniti kada se tolerancije dijelova koji se spajaju promijene za jedan stepen. Primjeri označavanja na crtežima smetnji u sistemu rupa.
2. Hrapavost površine, razlozi za njenu pojavu. Standardizacija hrapavosti površine i primjeri označavanja na crtežima.
3. Izbor mjernih instrumenata.
1. Prijelazni dosjedi, dijagrami rasporeda tolerancijskih polja za prijelazne dosjede u sistemu rupa. Pokažite kako će se Smax, Smin, Sm(Nm), TSN promijeniti kada se tolerancije dijelova koji se spajaju promijene za jedan stepen. Primjeri označavanja na crtežima prijelaznih spojeva u sistemu rupa.
2. Odstupanja od poravnanja i preseka osa, njihova normalizacija i primeri označavanja na crtežima.
3. Standardizacija i označavanje tačnosti vanjskog navoja na crtežima.
1. Slijetanja sa zazorom. Raspored tolerancijskih polja za zazor se uklapa u sistem osovine. Pokažite kako će se Smax, Smin, Sm, Ts promijeniti kada se tolerancije dijelova koji se spajaju promijene za jedan stepen. Primjeri označavanja na crtežima odraštaja s razmakom u sistemu osovine.
2. Odstupanje od simetrije i pozicijsko odstupanje, njihova normalizacija i primjeri označavanja na crtežima.
3. Nesmetan rad zupčanika i zupčanika, njegova normalizacija. Primjer precizne oznake zupčanika za prijenos velike brzine.
1. Interferencija naleganja, dijagrami rasporeda tolerancijskih polja za interferencije u sistemu osovine. Pokažite kako će se Nmax, Nmin, Nm, TN promijeniti kada se tolerancije dijelova koji se spajaju promijene za jedan stepen. Primjeri označavanja na crtežima smetnji u sistemu osovine.
2. Radijalno i aksijalno odstupanje, njihova standardizacija i primjeri označavanja na crtežu.
3. Matematička obrada rezultata posmatranja. Obrazac za prikaz rezultata mjerenja.
1. Prijelazni dosjedi, dijagrami rasporeda tolerancijskih polja za prijelazne spojeve u sistemu osovine. Pokažite kako će se Smax, Smin, Sm(Nm), TSN promijeniti kada se tolerancije dijelova koji se spajaju promijene za jedan stepen. Primjeri označavanja na crtežima prijelaznih spojeva u sistemu osovine.
2. Parametri hrapavosti Ra, Rz, Rmax. Primjeri korištenja ovih parametara za normalizaciju hrapavosti površine.
3. Principi za osiguranje zamjenjivosti navojnih spojeva. Primjeri označavanja tačnosti navojnih spojeva na crtežima.
1. Slijetanja sa razmakom i njihov proračun (izbor). Označavanje slijetanja s prazninom na crtežima. Primjeri primjene željenog zazora.
2. Parametri hrapavosti površine Sm i S. Primjeri upotrebe ovih parametara za normalizaciju hrapavosti površine.
3. Greška mjerenja i njene komponente. Sumiranje grešaka u direktnim i indirektnim mjerenjima.
1. Preference odgovara i njihov proračun (izbor). Označavanje smetnji na crtežima. Primjeri primjene preferiranih spojeva s interferencijom.
2. Parametar hrapavosti tp i primjeri njegove upotrebe za normalizaciju hrapavosti površine.
3. Vrste spajanja zubaca kotača u prijenosu. Primjeri oznaka točnosti zupčanika.
1. Prelazna slijetanja i njihov proračun (izbor). Označavanje prelaznih sletanja na crtežima. Primjeri korištenja preferiranih prijelaznih slijetanja.
2. Princip preferencije, serija preferiranih brojeva.
3. Koncept kontrole, kontrola graničnim kalibrima. Izgled tolerancijskih polja mjerača za pregled rupa. Proračun i označavanje na crtežima izvedbenih dimenzija utikača.
1. Priključci kotrljajućih ležajeva u spojevima sa kućištem i vratilom i rasporedom tolerancijskih polja. Primjeri označavanja kotrljajućih ležajeva na crtežu.
2. Koncept zamjenjivosti i njegove vrste.
3. Standardizacija i označavanje tačnosti unutrašnjeg navoja na crtežima.
1. Izbor podloga za kotrljajuće ležajeve u zavisnosti od vrste opterećenja prstenova i klase tačnosti ležaja. Primjeri označavanja kotrljajućih ležajeva na crtežima.
3. Koncept kontrole, kontrola graničnim kalibrima. Dijagrami rasporeda tolerancijskih polja mjerača za pregled vratila. Proračun i označavanje na crtežima gotovih dimenzija klamerica.
1. Šeme za postavljanje tolerancijskih polja u spojevima kotrljajućih ležajeva sa vratilom i kućištem. Primjeri označavanja kotrljajućih ležajeva na crtežima.
2. Naučno-tehnički principi standardizacije. Uloga standardizacije u osiguranju kvaliteta proizvoda.
3. Bočni zazor u zupčanicima i njegova normalizacija. Primjeri oznaka točnosti zupčanika.
1. Sistem rupa. Raspored tolerancijskih polja za tri vrste naleganja u sistemu rupa. Primjeri označavanja uklapanja u sistem rupa na crtežu.
2. Unifikacija, pojednostavljenje, tipizacija i agregacija i njihova uloga u poboljšanju kvaliteta mašina i instrumenata.
3. Dijametarska kompenzacija za greške ugla nagiba i profila navoja. Primjer označavanja točnosti navoja vijka s dužinom sastava različitom od normalne.
1.Shaft system. Raspored tolerancijskih polja za tri vrste naleganja u sistemu osovine. Primjeri označavanja spojeva u sistemu osovine na crtežima.
2. Kvalitet proizvoda i njegovi glavni pokazatelji. Certifikacija kvaliteta proizvoda.
3. Polje tolerancije vanjskog navoja i njegova oznaka. Granične konture vanjskih navoja i uvjeti valjanosti.
Dimenzije mašinskih delova utvrđuje projektant koji projektuje datu mašinu (ili deo), a koji se zasniva na velikom broju zahteva. Upravo su ove dimenzije naznačene na crtežu dijela i nazivaju se nominalnim.
Gore smo vidjeli da je iz više razloga nemoguće bilo koji dio obraditi tako da se njegove dimenzije dobijene nakon obrade tačno poklapaju s nominalnim.
Dogovoreno je da se dimenzije dobijene nakon obrade nazivaju stvarnim. Dakle, stvarna veličina dijela je veličina koja je određena mjerenjem.
Razlika između stvarnih i nominalnih veličina naziva se odstupanje veličine ili jednostavno odstupanje.
Granične dimenzije. Stvarne dimenzije identičnih dijelova, čak i uz isti način obrade, nisu međusobno jednake, već variraju u određenim granicama.
Granične veličine su one između kojih stvarna veličina može varirati. Jedan od njih se naziva najvećim, drugi - najmanjom graničnom veličinom.
Potrebna priroda uparivanja dva dijela nastaje, očito, samo ako su dopuštene maksimalne dimenzije dijelova unaprijed utvrđene eksperimentalno ili proračunski i stvarne dimenzije leže između maksimalnih.
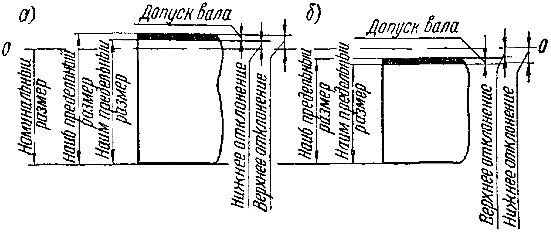
Rice. 76 Granične dimenzije i odstupanja dimenzija osovine
U zavisnosti od prirode naleganja, najveća i najmanja maksimalna dimenzija osovine može biti veća (slika 76, a) ili manja (slika 76, b) njene nominalne veličine. Na isti način, najveća i najmanja granična dimenzija rupe mogu biti veća (sl. 77, a) ili manja (sl. 77, 6) od njene nominalne veličine.
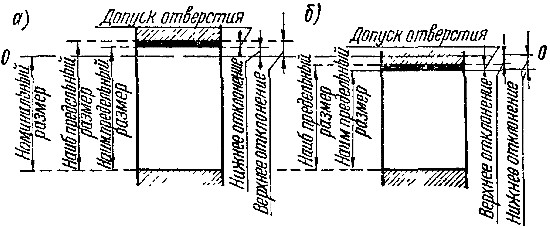
Rice. 77. Granične dimenzije i odstupanja veličina rupa
Pored upravo navedenih odnosa maksimalne i nazivne veličine osovina i rupa, mogući su i drugi slučajevi.
Na sl. 76 i 77 slova 00 označavaju takozvanu nultu liniju. Odgovara nazivnom prečniku osovine ili rupe i služi kao početna tačka za merenje odstupanja od nominalne veličine.
Dimenzije na crtežima
Uvod
U uslovima masovne proizvodnje, važno je osigurati zamjenjivost identični dijelovi. Zamjenjivost vam omogućava zamjenu dijela koji se pokvari tokom rada mehanizma rezervnim. Novi dio mora tačno odgovarati veličini i obliku onog koji se zamjenjuje.
Glavni uvjet za zamjenjivost je izrada dijelova s određenom preciznošću. Točnost izrade dijela treba biti naznačena na crtežima dopuštenim maksimalnim odstupanjima.
Površine duž kojih su dijelovi povezani nazivaju se parenje . U spoju dva dijela koji se uklapaju jedan u drugi, pravi se razlika između ženske površine i muške površine. Najčešći spojevi u mašinstvu su veze sa cilindričnim i ravnim paralelnim površinama. U cilindričnom spoju, površina rupe pokriva površinu osovine (slika 1, a). Pokrivna površina se obično naziva rupa , pokrivanje – osovina . Ovi isti uslovi rupa I osovina uslovno se koristi za označavanje bilo koje druge necilindrične muške i ženske površine (slika 1, b).
Rice. 1. Objašnjenje pojmova rupa I osovina
Slijetanje
Svaka operacija sastavljanja dijelova uključuje potrebu povezivanja ili, kako kažu, biljka jedan detalj do drugog. Otuda i izraz usvojen u tehnologiji sletanje da ukaže na prirodu veze delova.
Pod terminom sletanje razumjeti stepen mobilnosti sklopljenih dijelova u odnosu jedan prema drugom.
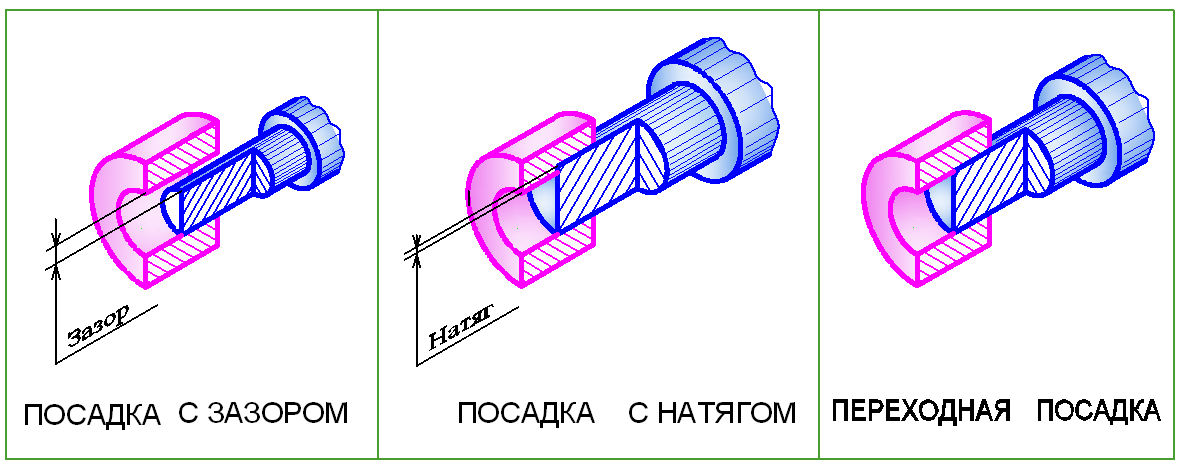
Postoje tri grupe sletanja: sa klirensom, sa smetnjama i prelaznim.
Slijetanja sa klirensom
Gap razlika između veličina otvora D i osovine d naziva se ako je veličina rupe veća od veličine osovine (slika 2, a). Razmak osigurava slobodno kretanje (rotaciju) osovine u rupi. Stoga se zovu slijetanja s razmakom pokretni podesti. Što je veći razmak, veća je sloboda kretanja. Međutim, u stvarnosti, kada se projektiraju strojevi s pokretnim podestima, odabire se razmak koji će minimizirati koeficijent trenja između osovine i rupe.
Rice. 2. Slijetanja
Preference odgovara
Za ove spojeve, prečnik rupe D je manji od prečnika osovine d (slika 2, b). U stvarnosti, ova veza se može izvesti pod pritiskom, kada se ženski dio (rupa) zagrije i (ili) muški dio (vratilo) ohladi.
Preferirana slijetanja se zovu fiksna sletanja , pošto je međusobno pomeranje spojenih delova isključeno.
Prelazna sletanja
Ova nasjedanja se nazivaju prijelazna jer je prije sastavljanja osovine i rupe nemoguće reći što će se dogoditi u spoju - zazor ili smetnja. To znači da u prijelaznim spojevima prečnik rupe D može biti manji, veći ili jednak prečniku osovine d (slika 2, c).
Tolerancija veličine. Polje tolerancije. Kvaliteta tačnosti Osnovni pojmovi
Dimenzije na crtežima delova kvantifikuju veličinu geometrijskih oblika dela. Dimenzije se dijele na nazivne, stvarne i granične (slika 3).
Nominalna veličina - ovo je glavna izračunata veličina dijela, uzimajući u obzir njegovu namjenu i potrebnu tačnost.
Nazivna veličina priključka – ovo je uobičajena (ista) veličina za rupu i osovinu koji čine vezu. Nazivne dimenzije dijelova i spojeva se ne biraju proizvoljno, već prema GOST 6636-69 "Normalne linearne dimenzije". U stvarnoj proizvodnji, kada se izrađuju dijelovi, nazivne dimenzije se ne mogu zadržati i stoga je uveden koncept stvarnih dimenzija.
Prirodna veličina – ovo je veličina dobivena tijekom proizvodnje dijela. Uvijek se razlikuje od nominalne vrijednosti gore ili dolje. Dozvoljene granice ovih odstupanja utvrđuju se pomoću maksimalnih dimenzija.
Granične dimenzije navedite dvije granične vrijednosti između kojih mora ležati stvarna veličina. Veća od ovih vrijednosti se zove najveće ograničenje veličine, manje – najmanja granica veličine. U svakodnevnoj praksi na crtežima dijelova uobičajeno je naznačiti maksimalne dimenzije pomoću odstupanja od nominalne.
Maksimalno odstupanje je algebarska razlika između maksimalne i nominalne veličine. Postoje gornja i donja odstupanja. Gornje odstupanje je algebarska razlika između najveće granične veličine i nominalne veličine. Niže odstupanje je algebarska razlika između najmanje granične veličine i nominalne veličine.
Nazivna veličina služi kao polazna tačka za odstupanja. Odstupanja mogu biti pozitivna, negativna ili jednaka nuli. U tabelama standarda odstupanja su naznačena u mikrometrima (µm). Na crtežima su odstupanja obično naznačena u milimetrima (mm).
Stvarno odstupanje je algebarska razlika između realne i nominalne veličine. Dio se smatra prihvatljivim ako je stvarno odstupanje veličine koja se provjerava između gornjeg i donjeg odstupanja.
Tolerancija veličine je razlika između najveće i najmanje granične veličine ili apsolutna vrijednost algebarske razlike između gornjeg i donjeg odstupanja.
Ispod kvaliteta razumjeti skup tolerancija koje variraju ovisno o nominalnoj veličini. Utvrđeno je 19 kvalifikacija koje odgovaraju različitim nivoima preciznosti u izradi dijela. Za svaku kvalifikaciju konstruisan je niz tolerancijskih polja
Polje tolerancije – ovo je polje ograničeno gornjim i donjim odstupanjima. Sva tolerancijska polja za rupe i osovine su označena slovima latinice: za rupe - velikim slovima (H, K, F, G, itd.); za osovine - mala slova (h, k, f, g, itd.).
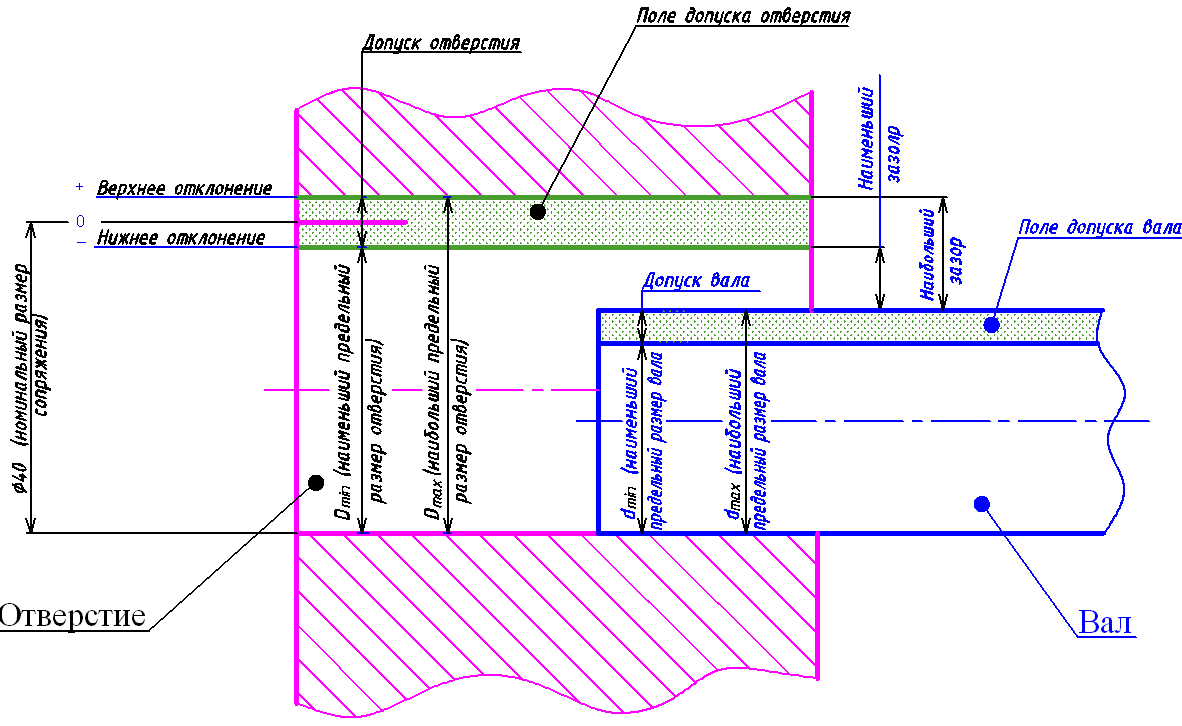
Rice. 3. Objašnjenje pojmova