
Mga paglihis ng mga shaft at butas. Mga sukat sa mga bahagi: saklaw ng pagpapaubaya, mga pamantayan sa katumpakan. Aktwal, maximum na paglihis - Pagguhit
Mga pagtatalaga:
· IT tolerance = International tolerance;
· Upper at lower deviations, ES = Ecart Superieur, EI = Ecart Interieur,
· Para sa mga butas malaking titik(ES, D), para sa maliliit na shaft (es, d).
Diagram ng hole tolerance zone. Ayon sa pagguhit - 4 mm, maximum na sukat- 4.1-4.5. Sa kasong ito, ang field ng tolerance ay hindi tumatawid sa zero line, dahil ang parehong laki ng limitasyon ay mas mataas kaysa sa mga nominal.
Mga pangunahing termino at kahulugan GOST 25346-89.
· baras- isang terminong karaniwang ginagamit upang italaga ang mga panlabas na elemento ng mga bahagi, kabilang ang mga di-cylindrical na elemento.
· butas- isang terminong karaniwang ginagamit upang italaga ang mga panloob na elemento ng mga bahagi, kabilang ang mga di-cylindrical na elemento.
· Pangunahing baras- isang baras na ang itaas na paglihis ay zero.
Pangunahing butas- isang butas na ang mas mababang paglihis ay zero.
- Totoong sukat- laki ng elemento na itinatag sa pamamagitan ng pagsukat.
- Limitahan ang mga sukat- dalawang maximum na pinahihintulutang laki ng isang elemento, kung saan ang aktwal na laki ay dapat (o maaaring katumbas ng).
- Nominal na laki- ang laki na nauugnay sa kung saan ang mga paglihis ay tinutukoy.
- paglihis- algebraic na pagkakaiba sa pagitan ng laki (aktwal o maximum na laki) at ng kaukulang nominal na laki.
- Aktwal na paglihis- algebraic na pagkakaiba sa pagitan ng tunay at ng kaukulang mga nominal na laki.
- Pinakamataas na paglihis- algebraic na pagkakaiba sa pagitan ng limitasyon at ng kaukulang mga nominal na laki. Mayroong upper at lower limit deviations.
- Upper deviation ES, es- algebraic na pagkakaiba sa pagitan ng pinakamalaking limitasyon at ng kaukulang mga nominal na laki.
Tandaan. ES- itaas na paglihis ng butas; es- pagpapalihis sa itaas na baras.
- Mas mababang paglihis EI, ei- algebraic na pagkakaiba sa pagitan ng pinakamaliit na limitasyon at ng kaukulang mga nominal na laki.
Tandaan. EI- mas mababang paglihis ng butas; ei- pagpapalihis ng mas mababang baras.
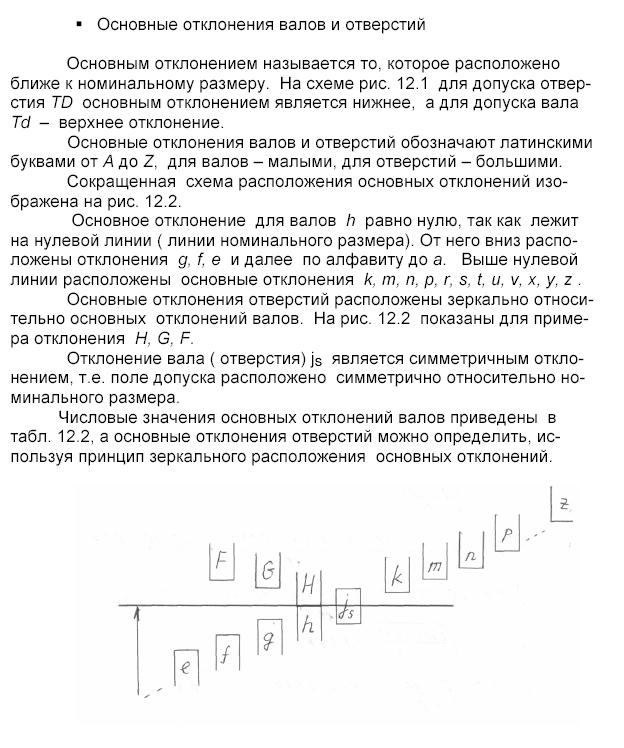
- Pangunahing paglihis- isa sa dalawang maximum na deviations (itaas o mas mababa), na tumutukoy sa posisyon ng tolerance field na may kaugnayan sa zero line. Sa ganitong sistema ng mga pagpapaubaya at landings, ang pangunahing isa ay ang paglihis na pinakamalapit sa zero line.
- Zero line- isang linya na tumutugma sa nominal na laki, kung saan naka-plot ang mga dimensional na deviation kapag graphical na naglalarawan ng tolerance at fit na mga field. Kung ang zero na linya ay matatagpuan nang pahalang, pagkatapos ay ang mga positibong paglihis ay inilatag mula dito, at ang mga negatibong paglihis ay inilatag.
· Pagpaparaya T- ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon o ang algebraic na pagkakaiba sa pagitan ng upper at lower deviations.
Tandaan. Ang pagpaparaya ay isang ganap na halaga nang walang tanda.
· IT standard na pag-apruba- alinman sa mga pagpapaubaya na itinatag ng sistemang ito ng mga pagpapaubaya at landing.
· Larangan ng pagpaparaya- isang field na nililimitahan ng pinakamalaki at pinakamaliit na maximum na sukat at tinutukoy ng halaga ng tolerance at posisyon nito na nauugnay sa nominal na laki. Sa isang graphical na representasyon, ang tolerance field ay nakapaloob sa pagitan ng dalawang linya na tumutugma sa upper at lower deviations na nauugnay sa zero line.
· Kalidad (antas ng katumpakan)- isang hanay ng mga pagpapaubaya na itinuturing na tumutugma sa parehong antas ng katumpakan para sa lahat ng nominal na laki.
· Yunit ng pagpapaubaya i, I- isang multiplier sa mga formula ng pagpapaubaya, na isang function ng nominal na laki at nagsisilbi upang matukoy ang numerical na halaga ng pagpapaubaya.
Tandaan. i- tolerance unit para sa mga nominal na sukat hanggang 500 mm, ako- tolerance unit para sa mga nominal na dimensyon St. 500 mm.
Mga linear na sukat, anggulo, kalidad ng ibabaw, mga katangian ng materyal, mga pagtutukoy ay ipinahiwatig:
1. sa anyo ng isang numerical tolerance value;
2. sa anyo ng dalawang maximum deviations sa pagitan ng kung saan ang aktwal na laki () ay matatagpuan;
3. kumbinasyon ng mga titik (titik) pangunahing paglihis at mga numero ng kalidad ();
4. sa anyo ng pinakamalaki at pinakamaliit na halaga ng limitasyon;
5. ang palatandaang “mas malaki kaysa sa o katumbas ng” () o “mas mababa sa o katumbas ng” ();
6. porsyento.
Ang kalidad ay isang sukatan ng katumpakan. Habang tumataas ang kalidad, bumababa ang katumpakan (tumataas ang tolerance). 
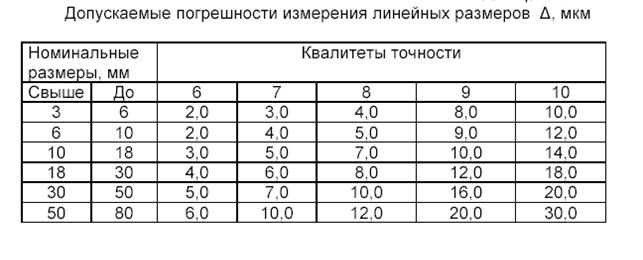
- Ang ganap na halaga ng tolerance (sa microns) depende sa kalidad at laki:
Dimensional tolerance value, µm
![]()
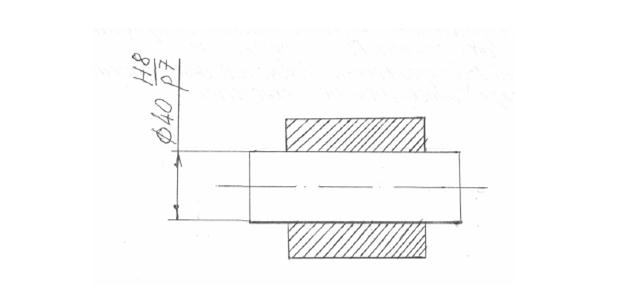
Ang angkop ay ang likas na katangian ng koneksyon ng mga bahagi ng isinangkot, na tinutukoy ng puwang o pagkagambala, iyon ay, ang pagkakaiba sa kanilang mga sukat bago ang pagpupulong alinsunod sa itinalagang pagpapaubaya.
Ang sistema ng tolerances at akma ay umiiral sa dalawang bersyon: shaft system - ang pangunahing dimensyon ay ang laki ng baras, at ang laki ng butas ay pinili na may iba't ibang clearance o interference; sistema ng butas - ang pangunahing sukat ay ang laki ng butas, at ang laki ng baras ay tinukoy na may kinakailangang clearance o interference.
Ang mga pagtatanim ay itinalaga ng mga titik ng alpabetong Latin: mga butas - sa malalaking titik, mga shaft - sa maliliit na titik. Ang katumpakan ng akma ay tinutukoy ng kalidad ng pagpapaubaya.
Ang iba't ibang mga akma ay tumutukoy sa antas ng kalayaan ng kamag-anak na paggalaw ng mga bahagi; itinalaga ang mga ito batay sa mga kondisyon ng pagpapatakbo ng mga makina at mekanismo, ang kanilang katumpakan at mga kondisyon ng pagpupulong. Ang mga landing ayon sa likas na katangian ng koneksyon ng mga bahagi ay nahahati sa 3 grupo:
· Magkasya sa (garantisadong) clearance - isang koneksyon na may garantisadong clearance, iyon ay, ang pinakamaliit na pinahihintulutang laki ng butas ay mas malaki sa o katumbas ng pinakamalaking maximum na laki ng baras. Itinalaga mula a hanggang h (mula A hanggang H).
· Transitional fit - isang koneksyon na may posibleng gap o interference depende sa aktwal na sukat ng shaft at hole. Itinalagang j hanggang n (J hanggang N).
· Magkasya sa (garantisadong) interference fit - koneksyon sa garantisadong panghihimasok, iyon ay, ang pinakamalaking pinahihintulutang laki ng butas ay mas mababa sa o katumbas ng pinakamaliit na pinapayagang laki ng baras. Itinalagang p hanggang z (P hanggang Z).
Ang interference connection ay isang teknolohikal na operasyon para sa pagkuha ng conditionally detachable na koneksyon, na nakukuha sa pamamagitan ng pagpasok ng isang bahagi (o bahagi nito) sa butas ng isa pang bahagi sa panahon ng interference fit. Karaniwan, ang mga bahagi na may cylindrical o conical na ibabaw ay konektado, ang mga ibabaw na ito ay maaari ding maging elliptical, prismatic, atbp. Upang makakuha ng maaasahang koneksyon, kinakailangan ang interference (isang positibong pagkakaiba sa mga diameter ng shaft at hole). Pagkatapos ng pagpupulong, ang baras at butas, dahil sa nababanat at plastik na mga deformation, ay magkakaroon ng parehong laki. Ang koneksyon sa pagkagambala ay binuo sa pamamagitan ng pagpindot o pagpapapangit ng temperatura.
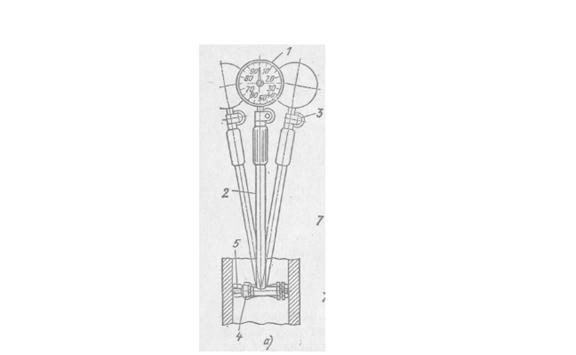
Upang sukatin ang mga shaft at butas, ginagamit ang mga caliper na may error na ±0.1 mm at ±0.05 mm. Upang sukatin ang mga shaft, ang mga makinis na micrometer ay ginagamit na may error na ±4 µm. Ang indicator bore gauge ay ginagamit upang sukatin ang mga butas.
![]()
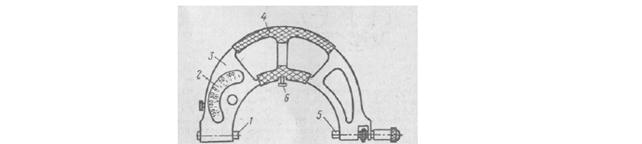
Ang mga caliber at template ay idinisenyo upang sukatin ang isang bahagi ayon sa parehong laki at mga tool na walang sukat. Ang mga ito ay lalo na malawakang ginagamit sa mass at serial production upang kontrolin ang laki, hugis at relatibong posisyon ng mga ibabaw. Limitahan ang mga kalibre. Mga kalibre para sa pagsuri ng mga shaft - staples (GOST 2216-84*, 18355-73*). Ang through side (OL) ay may sukat na katumbas ng pinakamalaking maximum shaft size, at ang non-through side (NOT) ay may sukat na katumbas ng pinakamaliit na maximum na laki ng shaft. Doble-sided sheet staple Sheet single-sided staple mula 1 hanggang 50 mm mula 1 hanggang 180 mm Naselyohang double-sided staple Naaayos na bracket mula 3 hanggang 100 mm mula 0 hanggang 330 mm Paglalapat ng mga staple. Ang dumaan na bahagi ng mga gauge (PR) para sa mga shaft ay dapat dumaan sa ibabaw ng kinokontrol na laki, at ang hindi dumaraan na bahagi (HINDI) ay hindi dapat dumaan dito. Ang mga ibabaw ng pagsukat ng mga gauge ay dapat na bahagyang lubricated. Ang paggamit ng labis na puwersa sa panahon ng pagsukat ay humahantong sa mga maling pagbabasa at napaaga na pagkasira ng mga ibabaw ng pagsukat ng instrumento. Mga gauge para sa pagsukat ng mga butas - mga plug (GOST 14807-69*, 14827-69*). Mga uri ng mga plug Ang gilid ng daloy (OL) ng plug ay may sukat na katumbas ng pinakamaliit na sukat ng limitasyon ng butas, at ang non-go side (NOT) ay may sukat na katumbas ng pinakamalaking sukat ng limitasyon ng butas. Double-sided plug na may mga insert na may Double-sided plug na may mga nozzle. conical shank. Mga limitasyon sa pagsukat mula 30 hanggang Mga limitasyon sa pagsukat mula 1 hanggang 50 mm 100 mm Single-sided cork na may mga insert na may Double-sided sheet corks. conical shank. Mga limitasyon sa pagsukat mula 18 hanggang 100 mm Mga limitasyon sa pagsukat mula 6 hanggang 50 mm Paglalapat ng mga plug. Ang dumaan na bahagi ng plug (PR) ay dapat na dumaan sa butas na sinusuri, at ang hindi dumaraan na bahagi (HINDI) ay hindi dapat dumaan. Mga template. Mga template para sa pagkontrol ng mga haba at taas. Ang pagkontrol sa mga haba at taas gamit ang mga template ng limitasyon ay isinasagawa sa parehong paraan tulad ng mga staples at plug, ibig sabihin, sa pamamagitan ng paggalaw ng kanilang mga ibabaw ng pagsukat na may kaugnayan sa mga ibabaw ng mga bahagi (mga produkto) na sinusuri.
Lektura 15
Pagpaparaya – ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon o ang ganap na halaga ng algebraic na pagkakaiba sa pagitan ng upper at lower deviations. Tinutukoy bilang T.
Kalidad - isang hanay ng mga pagpapaubaya na nag-iiba depende sa nominal na laki. Saklaw ng mga katangian ang mga tolerance ng mga bahagi ng isinangkot at hindi pinagsasama. Upang i-standardize ang iba't ibang antas ng katumpakan ng dimensyon mula 1 mm hanggang 500 mm, 19 na kwalipikasyon ang naitatag sa UDDP (Unified System of Tolerances and Landings), ang mga ito ay itinalaga ng mga numero: 01; 0; 1; 2 ... 17.
Ang mga karaniwang pagpapaubaya (GOST 25346-89) na itinatag ng ESPD ay itinalaga: IT01, IT0; IT1 ... IT17, Ang mga titik na IT ay nagpapahiwatig ng "ISO approval" (ISO = ISO - International Standard Organization). Kaya, i-record ang IT7 nagsasaad ng ISO 7th grade approval.
Ang tolerance unit i (I) ay itinakda bilang isang yunit ng katumpakan kung saan ipahayag ang pagtitiwala ng katumpakan sa diameter d. Ang mas maraming tolerance unit na nilalaman sa isang system tolerance, mas malaki ang tolerance at samakatuwid ay mas mababa ang katumpakan, at vice versa. Ang bilang ng mga tolerance unit na nasa system tolerance ay tinutukoy ng accuracy grade.
Kasalukuyang mga pahintulot mga instrumento sa pagsukat at mga device - IT01 - IT7, dimensional tolerances in fits - IT3 ... IT13, tolerances ng hindi kritikal na mga dimensyon at dimensyon sa magaspang na koneksyon - IT14 ... IT17. Para sa bawat kwalipikasyon, batay sa tolerance unit at sa bilang ng tolerance unit, isang serye ng tolerance field ang natural na binuo.
Larangan ng pagpaparaya– field na nililimitahan ng upper at lower deviations. Ito ay tinutukoy ang halaga ng pagpaparaya at ang posisyon nito kaugnay sa nominal na laki. Sa isang graphical na representasyon (Larawan 4.6), ang field ng tolerance ay nakapaloob sa pagitan ng dalawang linya na tumutugma sa upper at lower deviations na may kaugnayan sa zero line.
Ang lahat ng tolerance field para sa mga butas at shaft ay ipinahiwatig ng mga titik ng Latin na alpabeto: para sa mga butas (I) – sa mga kapital (A, B, C, B, atbp.) at para sa mga shaft (II) – maliit na titik (a, b, c, d, atbp.). Ang ilan sa mga patlang ng pagpapaubaya ay itinalaga ng dalawang titik. Mga titik O,W, Q at L ay hindi ginagamit.
Ang isang halimbawa ng lokasyon ng tolerance field na may kaugnayan sa nominal na laki (sa ESDP ito ay tinatawag na zero line) ay ipinapakita sa Figure 4.7.
Ang likas na katangian ng koneksyon ng mga bahagi sa yunit ng pagpupulong ay nakasalalay sa mga halaga ng pagpaparaya mga detalyeng tinutukoy ng kalidad, at mula sa lokasyon ng tolerance field may kaugnayan sa zero na linya, pati na rin mula sa mga ratios mga parameter na ito.
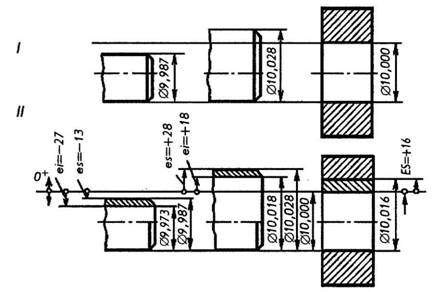
Malinaw na ipinapakita ng Figure 4.8 kung paano maaaring ikonekta ang mga bahagi na may parehong nominal na laki, ngunit magkaibang mga posisyon ng mga field ng tolerance, na may parehong kalidad.
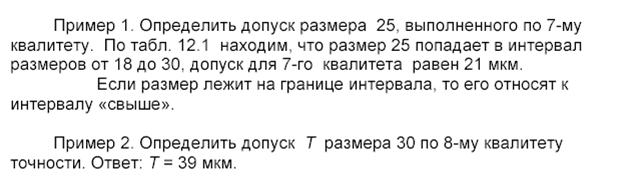
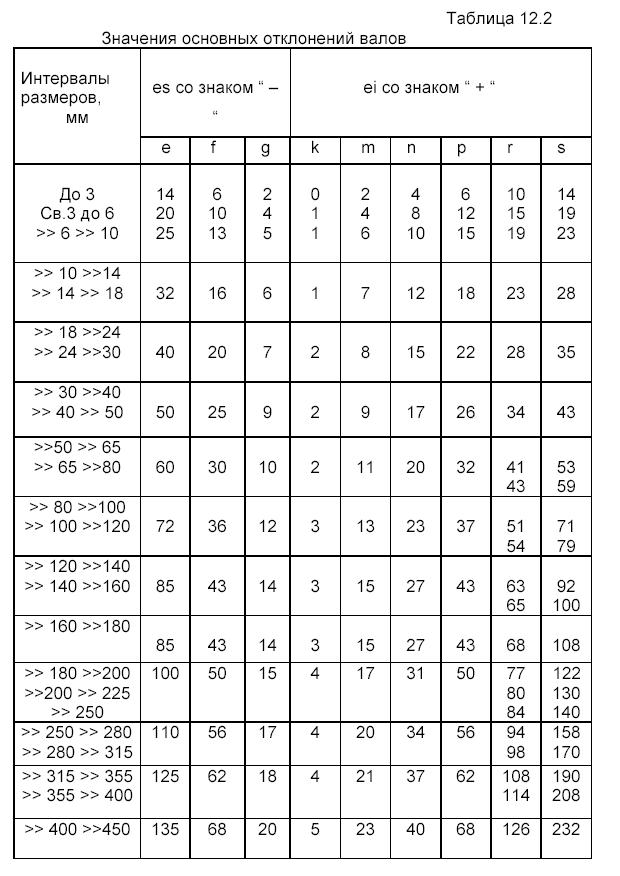
Suriin natin ngayon ang kakanyahan ng ilang mga konsepto. Ipagpalagay natin na para sa ilang bahagi ang pangunahing sukat ng disenyo ay nakatakda sa 25 mm. Ito ang nominal na laki. Bilang resulta ng mga kamalian sa pagproseso, ang aktwal na sukat ng bahagi ay maaaring mas malaki o mas maliit kaysa sa nominal na sukat. Gayunpaman, ang aktwal na sukat ay dapat mag-iba sa loob lamang ng ilang mga limitasyon. Halimbawa, hayaan ang pinakamalaking sukat ng limitasyon ay 25.028 mm, at ang pinakamaliit na sukat ng limitasyon ay 24.728 mm. Nangangahulugan ito na ang laki ng pagpapaubaya, na nagpapakilala sa kinakailangang katumpakan ng pagproseso ng bahagi, ay 25.028–24.728 = 0.300 mm.
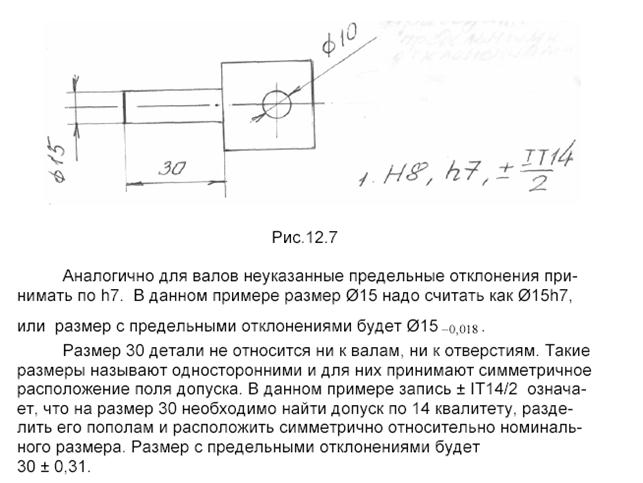
Gaya ng ipinahiwatig na, sa sa mga guhit ay nagpapahiwatig hindi ang pinakamataas na sukat, ngunit nominal na laki at pinahihintulutang paglihis - taas at baba. Para sa bahaging pinag-uusapan, ang itaas maximum na paglihis ay magiging katumbas ng: 25.028–25=0.028 mm; lower limit deviation: 24.728–25=0.272 mm. Ang laki ng bahagi na nakasaad sa drawing ay . Ang upper limit deviation ng laki ay nakasulat sa itaas ng lower one. Ang mga halaga ng paglihis ay nakasulat sa mas maliit na font kaysa sa nominal na laki. Ang mga plus at minus na palatandaan ay nagpapahiwatig kung anong aksyon ang kailangang gawin upang kalkulahin ang pinakamalaki at pinakamaliit na limitasyon sa laki.
Kung ang lower at upper limit deviations ay pantay, kung gayon ang mga ito ay nakasulat bilang mga sumusunod: .
Sa kasong ito, ang laki ng font ay nasa nominal na laki at katumbas ganap na mga halaga ang mga paglihis ay pareho. Kung ang isa sa mga paglihis ay zero, kung gayon hindi ito ipinahiwatig sa lahat. Sa kasong ito, ang positibong paglihis ay inilalapat sa lugar ng itaas na limitasyon, at ang minus na paglihis ay inilalapat sa lugar ng mas mababang limitasyon ng paglihis.
GOST 2.307 – 68* set pangkalahatang tuntunin paglalapat ng maximum deviations ng linear at angular na sukat ng produkto.
Limitahan ang mga paglihis dapat ipahiwatig kaagad pagkatapos ng nominal na laki , gayunpaman, pinapayagan na ipahiwatig ang mga numerical na halaga ng maximum na mga paglihis sa isang talahanayan na inilagay sa libreng field ng pagguhit (Larawan 4.9). Ang pinakamataas na paglihis ng mga sukat ng medyo mababang katumpakan (mula sa ika-12 na baitang at mas magaspang) ay hindi ipinahiwatig malapit sa nominal na laki, ngunit tinukoy ng isang pangkalahatang pagpasok sa mga teknikal na kinakailangan ng pagguhit alinsunod sa GOST 25670–83 (ST SEV 302–76 ).
Ang mga paglihis ng limitasyon ng mga linear na sukat ay maaaring tukuyin sa sumusunod na tatlong paraan:
1. mga simbolo ng tolerance field ayon sa GOST 25346–82 (ST SEV 145–75), halimbawa: Ø 20N7; Ø 20f7 (Larawan 2a);
2. numerical values ng maximum deviations, halimbawa: Ø 20 +0.021; Ø , (Larawan 2b);
3. mga simbolo ng tolerance field na nagsasaad sa kanan sa mga panaklong ng mga numerical na halaga ng maximum deviations, halimbawa: Ø 20Н7 (+0.021); Ø , (Larawan 2c).
Ang mga patlang ng pagpapaubaya para sa mga butas ay ipinahiwatig sa malalaking titik, at para sa mga shaft - sa maliliit na titik ng alpabetong Latin
Ang mga digit ng numero ng kwalipikasyon ay nakasulat sa parehong linya kasama ang titik at may taas na katumbas ng taas ng malalaking titik.
Ang mga maximum na deviation ay ginagawa gamit ang laki ng font na isang hakbang na mas maliit kaysa sa laki ng font ng pangunahing halaga (nominal na laki), o kapareho ng laki ng font ng pangunahing halaga (GOST 2.304–81).
Kung ang mga nominal na dimensyon ay ipinahiwatig ng mga pagtatalaga ng titik, ang tolerance field ay dapat na ipahiwatig pagkatapos ng gitling: halimbawa, A - H11.
Kapag tinukoy ang maximum deviations na may mga numerical na halaga, ang itaas na deviation ay ipinahiwatig sa itaas ng mas mababang isa; hindi ipinahiwatig ang paglihis na katumbas ng zero; ang simetriko na paglihis ay ipinahiwatig nang isang beses, at ang ± na mga palatandaan ay inilalagay sa harap nito.
Bilang ng mga character pagkatapos ng decimal point sa upper at lower deviations, na ipinahayag bilang decimal fraction, dapat pareho . Kung kinakailangan, nakahanay ang mga ito sa pamamagitan ng pagdaragdag ng mga zero.
Kung ang maximum na mga paglihis ay tinukoy sa isang halo-halong paraan - sa pamamagitan ng mga simbolo ng mga patlang ng pagpapaubaya at mga numerical na halaga ng maximum na mga paglihis, kung gayon ang huli ay kinuha sa mga bracket.
Kapag nagpapahiwatig ng mga simbolo ng mga patlang ng pagpapaubaya, kinakailangan na magbigay ng mga numerical na halaga ng maximum na mga paglihis sa mga sumusunod na kaso:
1. kapag nagtatalaga ng maximum deviations na hindi kasama sa serye ng mga normal na linear na dimensyon ayon sa GOST 6636–69* (ST SEV 514–77), halimbawa: ;
2. kapag nagtatalaga ng maximum deviations, ang mga simbolo na hindi ibinigay ng GOST 25347–82 (ST SEV 144–75) o GOST 25348–82 (ST SEV 177–75), halimbawa, para sa mga plastic na bahagi na may maximum na dimensional deviations ayon sa sa GOST 25349–82 ( ST SEV 179–75): , (Larawan 4.10, a);
3. kapag nagtatalaga ng maximum deviations para sa mga sukat ng mga ledge na may asymmetrical tolerance field, halimbawa: (Fig. 4.10, b).
kanin. 4.10 (a, b)
Sa isang ibabaw na may isang nominal na sukat na may mga lugar na may iba't ibang maximum na paglihis, ang hangganan sa pagitan ng mga lugar ay iguguhit na may solidong manipis na linya (nang hindi sumasalubong sa may kulay na bahagi ng imahe), at ang nominal na sukat na may katumbas na maximum na mga paglihis ay naka-plot para sa hiwalay ang bawat lugar (Larawan 4.11). Ang pinakamataas na paglihis ng mga angular na dimensyon ay ipinahiwatig lamang ng mga numerong halaga (Larawan 4.12). Ang maximum na mga paglihis ng mga sukat ng mga bahagi na ipinakita sa pagguhit ng pagpupulong (angkop) ay ipinahiwatig sa anyo ng isang fraction: sa numerator - ang maximum na mga deviations ng butas, sa denominator - ang maximum na mga deviations ng baras.
Ang pinakamataas na paglihis sa mga sukat ng mga elemento ng pagsasama (sa mga yunit ng pagpupulong) ay inilalapat sa tatlong paraan:
1. sa numerator – simbolo hole tolerance field, sa denominator - simbolo ng shaft tolerance field (Fig. 4.13, a)
2. sa numerator - ang mga numerical na halaga ng pinakamataas na deviations ng butas, sa denominator - ang mga numerical na halaga ng maximum deviations ng baras (Larawan 4.13, b)
3. sa numerator - ang simbolo ng tolerance field ng butas na may mga numerical na halaga ng maximum deviations ng butas na ipinahiwatig sa kanan sa mga panaklong, sa denominator - ang simbolo ng tolerance field ng baras na may numerical values ng maximum deviations ng shaft na ipinahiwatig sa kanan sa mga panaklong (Figure 4.13, c)
kanin. 4.13 (a, b, c)
Pinapayagan sa mga guhit ng mga yunit ng pagpupulong na ipakita ang pinakamataas na dimensional na paglihis ng isa lamang sa mga bahagi ng isinangkot, nang hindi gumagamit ng anumang karagdagang mga character, halimbawa, mga butas para sa rolling bearings (Larawan 4.14). Kung kinakailangan, ang pagguhit ay nagpapaliwanag kung aling bahagi ang nauugnay sa paglihis (Larawan 4.15).
Kapag kinakailangan na tukuyin lamang ang isang sukat ng limitasyon (ang pangalawa ay limitado sa direksyon ng pagtaas o pagbaba ng ilang kundisyon), pagkatapos dimensional na numero ipahiwatig ang max o min ayon sa pagkakabanggit (Larawan 4.16).
Kung kinakailangan upang limitahan ang mga pagbabagu-bago sa laki ng magkatulad na mga elemento ng isang bahagi sa loob ng bahagi ng pagpapaubaya (Larawan 4.17) o limitahan ang naipon na error sa distansya sa pagitan ng mga umuulit na elemento (Larawan 4.18), kung gayon ang mga datos na ito ay ipinahiwatig sa mga teknikal na kinakailangan.
Ang mga pangkalahatang entry sa mga teknikal na kinakailangan ay dapat sumunod sa mga tagubilin ng GOST 25670–83 (ST SEV 302–76) para sa paglalapat ng maximum na mga paglihis ng mga linear na sukat, sukat ng sulok, radii ng curvature at chamfers.
Sa konklusyon, binibigyang-diin namin na para sa lahat ng mga as-built na sukat ng pagguhit, ang mga maximum na paglihis ay hindi dapat ipahiwatig nang walang pagkabigo.
Kagaspangan sa ibabaw
Mga makabagong teknolohiya Imposibleng makamit ang ganap na makinis na mga ibabaw ng mga ginawang produkto.
Kagaspangan surface ay ang kabuuan ng lahat ng micro-irregularities na bumubuo sa surface relief ng isang bahagi. Ang dami ng pagkamagaspang ay tinutukoy ng taas ng mga scallop at ang lalim ng mga depressions. Ito ay may malaking epekto sa mga katangian ng pagganap ng mga bahagi - friction, wear resistance, lakas, atbp.
Syempre, yun pagkamagaspang ibabaw ng produkto depende sa teknolohiya (paraan ng) pagkuha (pagproseso) ng mga ibabaw na ito.
Pinapayagan ka ng GOST 25142-82 na isaalang-alang ang mga katangian ng pagkamagaspang sa ibabaw mula sa isang pinag-isang posisyon, hindi alintana kung paano mo ito makuha (casting, pressing, rolling, chipping, cutting, atbp.). Ang GOST na ito ay binuo upang mapabuti ang kalidad ng mga produkto. Kung mas mataas ang mga kinakailangan para sa kalidad ng ibabaw, mas mahal ang produksyon nito.
Tamang layunin taga-disenyo ng pagkamagaspang sa ibabaw na naaayon sa mga kondisyon ng pagpapatakbo ng bahagi, ay may malaking kahalagahan sa mechanical engineering.
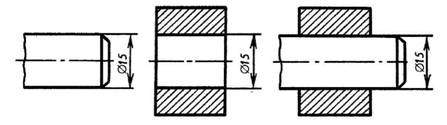
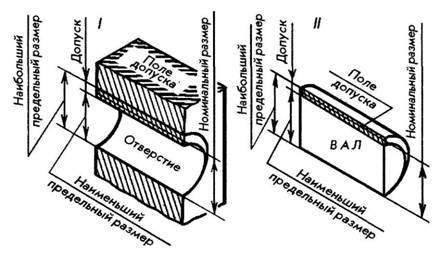
Pangunahing konsepto. Sa koneksyon ng dalawang bahagi na magkasya sa isa't isa, ang isang babae at lalaki na ibabaw ay nakikilala. Ang pinakakaraniwan sa mechanical engineering ay ang mga koneksyon ng mga bahagi na may makinis na cylindrical (I) at flat parallel (II) na ibabaw. Para sa mga cylindrical joints, ang ibabaw ng butas ay sumasakop sa ibabaw ng baras. Ang takip na ibabaw ay tinatawag butas, sakop - baras. Ang mga pangalan na "butas" at "shaft" ay karaniwang inilalapat sa iba pang hindi cylindrical na lalaki at babae na ibabaw (Larawan 115).
kanin. 115
Sa mga gumaganang guhit, una sa lahat, ang mga sukat ay inilalagay, na sinusuri ang dami ng mga geometric na parameter ng mga bahagi.
Sukat- ito ang numerical value ng isang linear na dami (diameter, haba, taas, atbp.). Ang mga sukat ay nahahati sa nominal, aktwal at nililimitahan.
Nominal na laki(Larawan 116) ay ang pangunahing sukat ng bahagi, na kinakalkula na isinasaalang-alang ang layunin nito at ang kinakailangang katumpakan. Ang nominal na laki ng mga koneksyon ay ang karaniwang (parehong) laki para sa butas at baras na bumubuo sa koneksyon. Ang mga nominal na dimensyon ng mga bahagi at koneksyon ay hindi pinili nang basta-basta, ngunit ayon sa GOST 6636-69 "Normal linear na sukat". Sa produksyon, ang mga nominal na dimensyon ay hindi maaaring mapanatili: ang aktwal na mga sukat ay palaging naiiba nang higit pa o mas kaunti sa mga nominal. Samakatuwid, bilang karagdagan sa nominal (kinakalkula), ang aktwal at maximum na mga sukat sa mga bahagi ay nakikilala din.
kanin. 116
Aktwal na sukat - ang laki na nakuha bilang isang resulta ng pagsukat sa natapos na bahagi na may isang katanggap-tanggap na antas ng error. Ang pinahihintulutang hindi kawastuhan sa paggawa ng mga bahagi at ang kinakailangang katangian ng kanilang koneksyon ay itinatag sa pamamagitan ng pinakamataas na sukat.
Ang mga limitasyon sa laki ay dalawang hangganan na halaga sa pagitan ng kung saan ang aktwal na sukat ay dapat magsinungaling. Ang mas malaki sa mga halagang ito ay tinatawag na pinakamalaking sukat ng limitasyon, ang mas maliit - ang pinakamaliit na sukat ng limitasyon (Larawan 117,I). Kaya, upang matiyak ang pagpapalitan sa mga guhit, kinakailangan upang ipahiwatig ang pinakamataas na sukat sa halip na mga nominal. Ngunit ito ay lubos na magpapalubha sa mga guhit. Samakatuwid, kaugalian na ipahayag ang pinakamataas na sukat sa mga tuntunin ng mga paglihis mula sa nominal.
kanin. 117
Pinakamataas na paglihis ay ang algebraic na pagkakaiba sa pagitan ng maximum at nominal na laki. Mayroong upper at lower limit deviations. Ang upper deviation ay ang algebraic na pagkakaiba sa pagitan ng pinakamalaking sukat ng limitasyon at ng nominal na laki. Alinsunod sa GOST 25346-89, ang itaas na paglihis ng butas ay itinalagang ES, ang baras - es. Ang mas mababang paglihis ay ang algebraic na pagkakaiba sa pagitan ng pinakamaliit na sukat ng limitasyon at ng nominal na laki. Ang mas mababang paglihis ng butas ay itinalagang EI, ang baras - ei.
Ang nominal na laki ay nagsisilbing panimulang punto para sa mga paglihis. Ang mga paglihis ay maaaring maging positibo, negatibo at katumbas ng zero (tingnan ang Fig. 117, II). Sa mga talahanayan ng mga pamantayan, ang mga paglihis ay ipinahiwatig sa micrometers (μm). Sa mga guhit, ang mga paglihis ay karaniwang ipinahiwatig sa millimeters (mm).
Aktwal na paglihis- algebraic na pagkakaiba sa pagitan ng tunay at nominal na laki. Ang isang bahagi ay itinuturing na angkop kung aktwal na paglihis ang laki na sinusuri ay nasa pagitan ng upper at lower deviations.
Pagpapahintulot, saklaw ng pagpapaubaya, mga pamantayan ng katumpakan. Tolerance T * - ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon o ang ganap na halaga ng algebraic na pagkakaiba sa pagitan ng upper at lower deviations.
Ang pamantayang GOST 25346-89 ay nagtatatag ng konsepto ng "pagpapahintulot ng system" - ito ay isang pamantayang pagpapaubaya na itinatag ng isang sistema ng mga pagpapaubaya at mga landing. Ang mga pagpapaubaya ng sistema ng ESDP** ay itinalaga: IT01, ITO; IT1 ... IT17, Ang mga letrang IT ay nagpapahiwatig ng “ISO tolerance” ***. Kaya, ang IT7 ay nagpapahiwatig ng pag-apruba ayon sa ika-7 kwalipikasyon ng ISO.
Ang halaga ng pagpapaubaya ay hindi ganap na nailalarawan ang katumpakan ng pagproseso. Halimbawa, sa baras? 8 _0.03 mm at baras? 64_0.03 mm ang halaga ng tolerance ay pareho at katumbas ng 0.03. Ngunit mas mahirap iproseso ang 64_0.03 mm shaft kaysa sa 8_0.03 mm shaft.
Ang tolerance unit i (I) ay itinakda bilang isang yunit ng katumpakan kung saan ipahayag ang pagtitiwala ng katumpakan sa diameter d. Ang mas maraming tolerance unit na nilalaman sa isang system tolerance, mas malaki ang tolerance at samakatuwid ay mas mababa ang katumpakan, at vice versa. Ang bilang ng mga tolerance unit na nasa system tolerance ay tinutukoy ng accuracy grade.
Sa ilalim kalidad ay tumutukoy sa isang hanay ng mga pagpapaubaya na nag-iiba depende sa nominal na laki. Saklaw ng mga katangian ang mga tolerance ng mga bahagi ng isinangkot at hindi pinagsasama. Upang gawing pamantayan ang iba't ibang antas ng katumpakan ng dimensyon mula 1 mm hanggang 500 mm, 19 na kwalipikasyon ang naitatag sa sistema ng ESDP: 01; 0; 1; 2 ... 17.
Sa kasalukuyan, ang mga tolerance ng mga instrumento at device sa pagsukat ay IT01 - IT7, ang mga tolerance ng mga sukat sa akma ay IT3 ... IT13, ang mga tolerance ng mga di-kritikal na dimensyon at dimensyon sa mga magaspang na koneksyon ay IT14 ... IT17. Para sa bawat kwalipikasyon, batay sa tolerance unit at sa bilang ng tolerance unit, isang serye ng tolerance field ang natural na binuo.
Tolerance field - isang field na nililimitahan ng upper at lower deviations. Ito ay tinutukoy ng laki ng tolerance at ang posisyon nito na may kaugnayan sa nominal na laki. Sa isang graphical na representasyon (Larawan 118), ang tolerance field ay nakapaloob sa pagitan ng dalawang linya na tumutugma sa upper at lower deviations na may kaugnayan sa zero line.
kanin. 118
Ang lahat ng tolerance field para sa mga butas at shafts ay ipinahiwatig ng mga titik ng Latin na alpabeto: para sa mga butas (I) - uppercase (A, B, C, B, atbp.) at para sa shafts (II) - lowercase (a, b, c, d at iba pa). Ang isang bilang ng mga patlang ng pagpapaubaya ay ipinahiwatig ng dalawang titik, at mga titik O, W, Q at L ay hindi ginagamit.
Suriin natin ngayon ang kakanyahan ng ilang mga konsepto. Ipagpalagay natin na sa ilang bahagi ang pangunahing sukat ng disenyo ay nakatakda sa 25 mm. Ito ang nominal na laki. Bilang resulta ng mga kamalian sa pagproseso, ang aktwal na sukat ng bahagi ay maaaring mas malaki o mas maliit kaysa sa nominal na sukat. Gayunpaman, ang aktwal na laki ay dapat mag-iba lamang sa loob ng ilang partikular na limitasyon. Halimbawa, hayaan ang pinakamalaking sukat ng limitasyon ay 25.028 mm, at ang pinakamaliit na sukat ng limitasyon ay 24.728 mm. Nangangahulugan ito na ang pagpapaubaya sa laki, na nagpapakilala sa kinakailangang katumpakan ng pagproseso ng bahagi, ay katumbas ng 25.028-24.728 = 0.300 mm.
Tulad ng naipahiwatig na, ang mga guhit ay hindi nagpapahiwatig ng pinakamataas na sukat, ngunit ang nominal na laki at pinapayagan na mga paglihis - itaas at mas mababa. Para sa bahaging isinasaalang-alang, ang upper limit deviation ay magiging katumbas ng: 25.028-25 = 0.028 mm; lower limit deviation: 24.728-25=0.272 mm. Ang laki ng bahagi na ipinahiwatig sa pagguhit - Ang itaas na limitasyon ng paglihis ng laki ay nakasulat sa itaas ng mas mababang isa. Ang mga halaga ng paglihis ay nakasulat sa mas maliit na font kaysa sa nominal na laki. Ang mga plus at minus na palatandaan ay nagpapahiwatig kung anong aksyon ang kailangang gawin upang kalkulahin ang pinakamalaki at pinakamaliit na limitasyon sa laki.
Kung ang lower at upper limit deviations ay pantay, kung gayon ang mga ito ay nakasulat bilang mga sumusunod: .
Sa kasong ito, ang laki ng font ng nominal na laki at pantay na ganap na mga halaga ng mga paglihis ay pareho. Kung ang isa sa mga paglihis ay zero, kung gayon hindi ito ipinahiwatig sa lahat. Sa kasong ito, ang positibong paglihis ay inilapat sa lugar ng itaas na limitasyon, at ang negatibong isa - sa lugar ng mas mababang limitasyon ng paglihis.
* Ang unang titik ng salitang Pranses na Tolerance ay tolerance.
**Pinag-isang sistema ng admission at landings (USDP).
***International Organization for Standardization (ISO), na ang mga rekomendasyon ay naging batayan ng ESDP.