
Ano ang slip fit? Mga kabit na may garantisadong interference
Ang pagpili ng mga pagtatanim ay ginawa gamit ang isa sa tatlong pamamaraan.
Ang paraan ng mga precedent, o analogues. Ang akma ay pinili sa pamamagitan ng pagkakatulad sa akma sa isang mapagkakatiwalaang operating unit. Ang pagiging kumplikado ng pamamaraan ay nakasalalay sa pagtatasa at paghahambing ng mga kondisyon ng operating ng landing sa dinisenyo na yunit at ang analogue nito.
Paraan ng pagkakatulad - pag-unlad ng naunang pamamaraan. Pinipili ang mga pagtatanim batay sa mga rekomendasyon mula sa mga teknikal na dokumento ng industriya at mga mapagkukunang pampanitikan. Ang kawalan ng pamamaraan ay, bilang isang patakaran, ang kakulangan ng tumpak na mga pagtatantya ng dami ng mga kondisyon ng operating ng mga interface.
Paraan ng pagkalkula ay ang pinaka-makatwirang paraan para sa pagpili ng mga pagtatanim. Kinakalkula ang mga landing batay sa mga semi-empirical na dependency. Gayunpaman, ang mga pormula ay hindi palaging isinasaalang-alang ang kumplikadong katangian ng mga pisikal na phenomena na nagaganap kasabay.
Sa anumang kaso, bago ilagay sa mass production, ang mga bagong prototype ng mga produkto ay sumasailalim sa isang bilang ng mga pagsubok, batay sa mga resulta kung saan ang mga indibidwal na akma ay maaaring iakma. Ang mga kwalipikasyon ng taga-disenyo, sa partikular, ay tinutukoy kung ang mga pagsasaayos sa akma sa yunit na kanyang binuo ay kinakailangan.
Application ng mga landing na may clearance. Landings H/h- "dumudulas". Ang pinakamaliit na clearance sa mga landings ay zero. Naka-install ang mga ito sa buong hanay ng mga katumpakan ng mga laki ng isinangkot (4...ika-12 na baitang). Sa mga katumpakan ng katumpakan, ginagamit ang mga ito bilang mga akma sa pagsentro, ibig sabihin, tinitiyak nila ang isang mataas na antas ng pagkakaisa ng gitna ng baras sa gitna ng butas na isinangkot dito. Nagbibigay-daan sa mabagal na pag-ikot at paayon na paggalaw, na kadalasang ginagamit para sa mga setting at pagsasaayos.
Landing H7/h6* ginagamit sa mga nakapirming joints na may mataas na mga kinakailangan para sa katumpakan ng pagsentro ng mga madalas na disassembled na mga bahagi: maaaring palitan ng mga gears sa shafts, cutter sa mandrels, centering housings para sa rolling bearings, palitan ng drill bushings, atbp. Para sa paglipat ng mga joints, ang spindle ay naka-mount sa pagbabarena katawan ng makina.
Landings H8/h7*, H8/h8* may humigit-kumulang kaparehong layunin ng landing H7/h6 , ngunit nailalarawan sa pamamagitan ng mas malawak na pagpapahintulot, na ginagawang mas madali ang paggawa ng bahagi.
Landings H/h sa ang mga magaspang na grado (mula ika-9 hanggang ika-12) ay inilaan para sa mga naayos at naililipat na koneksyon na mababa ang katumpakan. Ginagamit ang mga ito para sa pag-mount ng mga coupling, sprocket, pulley sa mga shaft, para sa mga hindi kritikal na bisagra, roller, atbp.
Landings H/g,G/h - "mga paggalaw". Mayroon silang kaunting garantisadong puwang kumpara sa iba pang mga landing. Naka-install lamang sa eksaktong mga kwalipikasyon mula ika-4 hanggang ika-7. Ginagamit ang mga ito para sa makinis, madalas na mga reciprocating na paggalaw, na nagpapahintulot sa mabagal na pag-ikot sa mababang pagkarga.
Landings H6/g5, H7/g6* ginagamit sa mga pares ng plunger at spool, sa spindle ng dividing head, atbp.
Landings N/f,F/h - "tumatakbo". Nailalarawan sa pamamagitan ng katamtamang garantisadong clearance. Ginagamit ang mga ito upang matiyak ang libreng pag-ikot sa pangkalahatang layunin na plain bearings sa ilalim ng magaan at katamtamang kondisyon ng pagpapatakbo sa bilis na hindi hihigit sa 150 rad/s at sa mga translational bearings.
Landings H7/f7*, Н8/f8 ginagamit sa mga sliding bearings ng mga gearbox ng iba't ibang mga tool sa makina, sa mga interface ng piston-cylinder sa mga compressor, sa mga hydraulic press, atbp.
Landings N/e, E/h - "madaling pumunta". Mayroon silang makabuluhang garantisadong clearance, dalawang beses kaysa sa tumatakbong mga landing. Mag-apply nang libre paikot na paggalaw sa mas mataas na mga mode ng pagpapatakbo na may bilis na higit sa 150 rad/s, pati na rin upang mabayaran ang mga error sa pag-install at mga deformasyon na nangyayari sa panahon ng operasyon.
Landings H7/f8*, Н8/е8* ginagamit para sa fluid friction bearings ng mga turbogenerator, malalaking electric machine, crankshaft journal.
Landings H/d,D/h - "wide-stroke". Ang mga ito ay nailalarawan sa pamamagitan ng isang malaking garantisadong puwang, na ginagawang posible upang mabayaran ang mga makabuluhang paglihis sa lokasyon ng mga ibabaw ng isinangkot at mga pagpapapangit ng temperatura at matiyak ang libreng paggalaw ng mga bahagi o ang kanilang pagsasaayos at pagpupulong.
Landings H8/d9*, Н9/d9* ginagamit para sa mga koneksyon na may mababang mga kinakailangan sa katumpakan, para sa transmission shaft bearings, para sa mga piston sa compressor cylinders.
Landing H11/d11* ginagamit para sa mga bearing cap at spacer sa mga housing, para sa mga bisagra at roller sa mga ehe.
Ang paggamit ng transitional landings.
Ang mga transitional fit ay ginagamit lamang sa mga tumpak na grado - mula ika-4 hanggang ika-8, ginagamit ang mga ito bilang mga nakasentro at inilaan para sa mga nakapirming ngunit nababakas na koneksyon, dahil nagbibigay sila ng madaling pagpupulong at disassembly, at, bilang isang panuntunan, ay nangangailangan ng karagdagang pangkabit ng mga konektadong bahagi may mga susi, pin, bolts, atbp.
Landings H/j s;J s /H - "siksik". Ang posibilidad na makakuha ng interference ay N ≈ 0.5...5%, at, samakatuwid, nakararami ang mga gaps ay nabuo sa interface. Nagbibigay ng madaling pagpupulong.
* - ginustong akma
Landing H7/j s 6* ginagamit para sa pagsasama ng mga bearing cup na may mga housing, maliliit na pulley at handwheels na may mga shaft.
Landings H/k , K/h- "tense". Probabilidad na makakuha ng interference N ≈ 24…68%. Gayunpaman, dahil sa impluwensya ng mga paglihis ng hugis, lalo na sa mahabang haba ng koneksyon, ang mga puwang sa karamihan ng mga kaso ay hindi nararamdaman. Nagbibigay ng mahusay na pagsentro. Ang pagpupulong at pag-disassembly ay isinasagawa nang walang makabuluhang pagsisikap, halimbawa gamit ang mga martilyo ng kamay.
Landing H7/k6* malawakang ginagamit para sa pagpapares mga gulong ng gear, pulleys, flywheels, couplings na may shafts.
Landings N/m; M/h - "masikip". Ang posibilidad na makakuha ng interference N ≈ 60...99.98%. Angkinin mataas na antas pagsentro. Ang pagpupulong at pag-disassembly ay nangangailangan ng malaking pagsisikap. Bilang isang patakaran, ang mga ito ay disassembled lamang sa panahon ng pag-aayos.
Landing N7/t6 ginagamit para sa mating gears, pulleys, flywheels, couplings na may shafts, para sa pag-install ng thin-walled bushings sa housings, cams sa camshaft.
Landings N/n;N/h-"bingi". Ang posibilidad na makakuha ng interference N ≈ 88…100%. Mayroon silang mataas na antas ng pagsentro. Ang pagpupulong at pag-disassembly ay isinasagawa nang may malaking pagsisikap: ginagamit ang mga pagpindot. Bilang isang patakaran, ang mga ito ay disassembled lamang sa panahon ng mga pangunahing pag-aayos.
Landing N7/p6* ginagamit para sa pagsasama ng mabigat na load na mga gear, coupling, cranks na may shafts, para sa pag-install ng permanenteng conductor bushings sa conductor housings, pin, atbp.
Paglalapat ng interference fit. Ginagamit ang mga ito upang magpadala ng mga torque at axial forces nang walang karagdagang pangkabit, at kung minsan ay upang lumikha ng isang pre-stressed na estado sa mga bahagi ng isinangkot.
Ang mga landing ay inilaan para sa mga nakapirming at permanenteng koneksyon. Ang kamag-anak na kawalang-kilos ng mga bahagi ay sinisiguro ng mga puwersa ng alitan na lumitaw sa mga ibabaw ng pakikipag-ugnay dahil sa kanilang nababanat na pagpapapangit na nilikha ng pagkagambala kapag pinagsama ang pinagsamang.
Ang bentahe ng mga akma ay ang kawalan ng karagdagang pangkabit, na pinapasimple ang pagsasaayos ng mga bahagi at ang kanilang pagpupulong. Ang mga akma ay nagbibigay ng mataas na kapasidad ng pagkarga ng joint, na tumataas nang husto sa pagtaas ng diameter ng joint.
Kasabay nito, ang lakas at kalidad ng isinangkot ay nakasalalay sa materyal ng mga bahagi ng isinangkot, ang pagkamagaspang ng kanilang mga ibabaw, hugis, paraan ng pagpupulong (press assembly o thermal deformation method), atbp.
Landings H/p,P/h- "light pressed". Mayroon silang isang minimum na garantisadong pag-igting. Mayroon silang mataas na antas ng pagsentro. Karaniwang ginagamit ang mga ito na may karagdagang pangkabit.
Landing Н7/р6* ginagamit para sa pagsasama ng mabigat na load na mga gear, bushings, mounting rings na may shafts, at para sa pag-install ng thin-walled bushings at rings sa housings.
Landings N/r,H/s, N/t,R/h,S/h,T/h-"mga medium ng press". Mayroon silang katamtamang garantisadong interference sa loob ng N ≈ (0.0002…0.0006)D. Ginagamit ang mga ito kapwa nang may at walang karagdagang pangkabit. Kapag nangyayari ang pagsasama, bilang panuntunan, nangyayari ang nababanat na mga deformation.
Landings H7/r6*, H7/s6* ginagamit para sa mating gear at worm wheels na may shafts sa ilalim ng mga kondisyon ng heavy shock load na may karagdagang fastening (para sa karaniwang plain bearing bushings, isang H7/rb fit ay ibinigay ).
Landings H/ikaw,H/x,H/z atU/h- "pindutin ang mabigat". Mayroon silang malaking garantisadong interference sa loob ng N ≈ (0.001…0.002)D. Idinisenyo para sa mga koneksyon na napapailalim sa mabibigat na pagkarga, kabilang ang mga dynamic na pagkarga. Ginagamit ang mga ito, bilang panuntunan, nang walang karagdagang pangkabit ng mga bahagi na konektado. Ang mga elastic-plastic na deformation ay nangyayari sa conjugation. Ang mga bahagi ay dapat na masuri para sa lakas.
Landings H7/u7, H8/u8 ang pinakakaraniwan sa mabibigat na landing. Mga halimbawa ng aplikasyon: mga gulong ng karwahe sa mga ehe, mga rim ng bronze worm wheel sa mga hub ng bakal, mga sira-sirang pin at crank na may mga disc.
Pagpili at aplikasyon ng mga landing
Ang mga pagtatanim ay pinili gamit ang mga sumusunod na pamamaraan:
− paraan ng mga nauna;
− paraan ng pagkakatulad;
− paraan ng pagkalkula.
Paunang pamamaraan namamalagi sa katotohanan na ang taga-disenyo sa bagong idinisenyong istraktura ay gumagamit ng mga akma na ipinahiwatig sa mga guhit ng isang katulad na makina na dating idinisenyo at pumasa sa pagsubok sa pagpapatakbo. Ang pamamaraang ito ay katanggap-tanggap kung ang geometric at iba pang mga parameter at mga kondisyon ng pagpapatakbo ng dinisenyo na koneksyon at ang prototype ay ganap na magkapareho.
Paraan ng pagkakatulad ay kung ang dinisenyo na koneksyon at ang prototype ay hindi ganap na magkapareho sa mga tuntunin ng mga parameter ng disenyo at mga kondisyon ng operating, ang taga-disenyo ay dapat magtatag ng pamantayan para sa kanilang pagkakapareho at ayusin ang akma. Gayunpaman, dahil sa kahirapan sa pagpili ng pamantayan ng pagkakatulad, ang itinakdang layunin ay maaaring hindi makamit, na hahantong sa maling pagpili ng angkop.
Paraan ng pagkalkula namamalagi sa katotohanan na ang taga-disenyo, na alam ang mga kondisyon at tagal ng pagpapatakbo ng makina, ay kinakalkula ang pinakamataas na functional clearance at tensyon at pumipili ng isang karaniwang akma na may isang tiyak na kadahilanan sa kaligtasan.
Landings na may clearance
Landings H/h- "dumudulas". Ang pinakamaliit (garantisadong) clearance sa mga akma ay zero. Naka-install ang mga ito sa buong hanay ng mga katumpakan ng mga laki ng isinangkot (4…12 grado). Sa mga magagandang grado ginagamit ang mga ito bilang pagsentro ng mga akma, i.e. tiyakin ang isang mataas na antas ng pagkakaisa ng gitna ng baras sa gitna ng butas na isinangkot dito. Nagbibigay-daan sa mabagal na pag-ikot at paayon na paggalaw, na kadalasang ginagamit para sa mga setting at pagsasaayos.
Ang H7/h6 fit ay ginagamit sa mga fixed joints na may mataas na mga kinakailangan para sa katumpakan ng pagsentro ng mga madalas na disassembled joints: mga palitan na gear sa shafts, cutter sa mandrel, centering housings para sa rolling bearings, mapapalitang jig bushings para sa mga machine tool, atbp. Para sa paglipat ng mga joints, ang isang angkop ay ginagamit, halimbawa, ng isang suliran sa katawan ng isang drilling machine.
Ang Fit H8/h7, H8/h8 ay may humigit-kumulang na parehong layunin tulad ng nakaraang fit, ngunit nailalarawan sa pamamagitan ng mas malawak na mga tolerance, na ginagawang mas madali ang paggawa ng mga bahagi.
Ang H/h na akma sa mga mas magaspang na grado (9...12) ay ginagamit para sa mga fixed at moving low-precision na koneksyon: fit ng mga couplings, sprockets at pulleys sa shafts, para sa mga hindi kritikal na bisagra at roller, atbp.
Landings H/g- "mga paggalaw". Mayroon silang maliit na garantisadong puwang kumpara sa iba pang mga landing. Ginagamit lamang ang mga ito sa mga tumpak na grado (4...7) para sa makinis, kadalasang pabalik-balik na paggalaw, na nagpapahintulot sa mabagal na pag-ikot sa mababang load.
Ang mga kabit na H6/g5 (hindi mas gusto), H7/g6 ay ginagamit sa mga pares ng plunger at spool, sa dividing head spindle, atbp.
Landings H/f- "tumatakbo". Nailalarawan sa pamamagitan ng katamtamang garantisadong clearance. Ginagamit ang mga ito upang matiyak ang libreng pag-ikot sa pangkalahatang layunin na plain bearings sa ilalim ng magaan at katamtamang kondisyon ng pagpapatakbo na may mga angular na bilis na hindi hihigit sa 150 rad/s at sa mga translational bearings.
Ang mga fitting H7/f7, H8/f8 (hindi ginusto) ay ginagamit sa mga sliding bearings ng mga gearbox ng iba't ibang mga tool sa makina, sa mga koneksyon ng piston-silindro sa mga compressor, sa mga hydraulic press, atbp.
Mga pagtatanim H/e- "madaling pumunta". Mayroon silang makabuluhang garantisadong clearance, dalawang beses na mas malaki kaysa sa running fit. Ginagamit ang mga ito para sa libreng rotational motion sa ilalim ng mga nakataas na kondisyon ng operating na may angular velocities na higit sa 150 rad/s, pati na rin upang mabayaran ang mga error sa pag-install at mga deformation na nagaganap sa panahon ng operasyon.
Ang mga kabit na H7/e8, H8/e8 ay ginagamit para sa fluid friction bearings ng mga turbogenerator, malalaking makina, at crankshaft journal.
Landings H/d- "wide-stroke". Ang mga ito ay nailalarawan sa pamamagitan ng isang malaking garantisadong puwang, na ginagawang posible upang mabayaran ang mga makabuluhang paglihis sa lokasyon ng mga ibabaw ng isinangkot at mga pagpapapangit ng temperatura at matiyak ang libreng paggalaw ng mga bahagi o ang kanilang pagsasaayos at pagpupulong.
Ang mga fitting H8/d9, H9/d9 ay ginagamit para sa mga koneksyon na may mababang mga kinakailangan sa katumpakan, para sa transmission shaft bearings, at para sa compressor cylinder pistons.
Ang mga fitting H11/d11 ay ginagamit para sa mga bearing cap at spacer sa mga housing, para sa mga bisagra at roller sa mga axle.
Transisyonal na pagtatanim
Landings H/js- "siksik". Ang posibilidad na makakuha ng interference P(N) ay 0.5...5%, samakatuwid, nakararami ang mga gaps ay nabuo sa koneksyon. Nagbibigay ng madaling pagpupulong.
Ang H7/js6 fit ay ginagamit upang ikonekta ang mga bearing cup sa mga housing, maliliit na pulley at handwheels sa mga shaft.
Landings H/k– “tense.” Ang posibilidad na makakuha ng interference P(N) ay 24...68%. Gayunpaman, dahil sa impluwensya ng mga paglihis ng hugis, lalo na sa mahabang haba ng koneksyon, ang mga puwang sa karamihan ng mga kaso ay hindi nararamdaman. Nagbibigay ng mahusay na pagsentro. Ang pagpupulong at pag-disassembly ay isinasagawa nang walang makabuluhang pagsisikap, halimbawa, gamit ang mga martilyo ng kamay.
Ang H7/k6 fit ay malawakang ginagamit para sa pagkonekta ng mga gear, pulley, flywheel, coupling at shaft.
Landings H/m- "masikip". Ang posibilidad na makakuha ng interference P(N) ay 60...99.98%. Mayroon silang mataas na antas ng pagsentro. Ang pagpupulong at pag-disassembly ay nangangailangan ng malaking pagsisikap. Bilang isang patakaran, ang mga ito ay disassembled lamang sa panahon ng pag-aayos.
Ang H7/m6 fit (hindi ginustong) ay ginagamit para sa pagkonekta ng mga gear, pulley, flywheels, couplings na may shafts, para sa pag-install ng manipis na pader na bushings sa housings, at cams sa camshaft.
Landings H/n- “bingi.” Ang posibilidad na makakuha ng interference P(N) ay 88...100%. Mayroon silang mataas na antas ng pagsentro. Ang pagpupulong at pag-disassembly ay isinasagawa nang may malaking pagsisikap gamit ang mga pagpindot. Bilang isang patakaran, ang mga ito ay disassembled lamang sa panahon ng mga pangunahing pag-aayos.
Ang H7/n6 fit ay ginagamit para sa pagkonekta ng mabigat na load na mga gear, coupling, cranks na may shafts, para sa pag-install ng mga pin, permanenteng conductor bushings sa conductor housings, atbp.
Tama ang kagustuhan
Landings H/p- "light pressed". Mayroon silang minimum na garantisadong (pinakamababang) interference. Mayroon silang mataas na antas ng pagsentro. Karaniwang ginagamit ang mga ito na may karagdagang pangkabit.
Ang H7/p6 fit ay ginagamit para sa pagkonekta ng mabigat na load na mga gear, bushings, mounting rings na may shafts, at para sa pag-install ng thin-walled bushings at rings sa housings.
Landings H/r, H/s, H/t- "pindutin ang medium". Mayroon silang katamtamang garantisadong interference sa loob ng mga limitasyon ng N = (0.0002…0.0006)D. Ginagamit ang mga ito kapwa nang may at walang karagdagang pangkabit. Bilang isang patakaran, ang mga nababanat na deformation ay nangyayari sa koneksyon.
Ang mga fitting H7/r6, H7/s6 ay ginagamit na may karagdagang pangkabit upang ikonekta ang mga gear at worm wheel sa mga shaft sa ilalim ng mga kondisyon ng mabibigat na shock load (para sa karaniwang plain bearing bushings, ibinibigay ang fitting H7/r6).
Landings H/u, H/x, H/z– “pindutin nang husto”. Mayroon silang malaking garantisadong interference sa loob ng mga limitasyon ng N = (0.001…0.002)D. Idinisenyo para sa mga koneksyon na napapailalim sa mabibigat na pagkarga, kabilang ang mga dynamic na pagkarga. Ginagamit ang mga ito, bilang panuntunan, nang walang karagdagang pangkabit ng mga bahagi na konektado. Ang mga nababanat-plastik na deformation ay nangyayari sa koneksyon. Ang mga bahagi ay dapat na masuri para sa lakas.
Ang mga landing H7/u7, H8/u8 ay ang pinakakaraniwan sa mabibigat na landing. Mga halimbawa ng aplikasyon: mga gulong ng karwahe sa mga ehe, mga bronze na rim sa mga bakal na hub ng mga gulong ng uod, mga sira-sirang pin at crank na may mga disc.
Magbigay tayo ng mga tiyak na halimbawa ng paggamit ng mga pagtatanim.
Mga halimbawa ng mga landing na may puwang:
− tailstock quill ng screw-cutting lathe – f 75H6/h5;
− takip ng tindig ng gearbox - f 80H7/h7;
− internal combustion engine bearing – f 50H6/e7;
− valve lever sa baras – f 16H8/e8;
− pares ng plunger – f 25H7/g6
− intermediate gear sa axle – f 40H7/d8;
− drawbar ng steam engine – f 180D8/h8;
− fluid friction bearing ng rolling mill – f 350H6/d6.
Mga halimbawa ng interference na akma:
− gitnang haligi ng jib crane – f 300H7/s6;
− permanenteng jig bushing ng device – f 20H7/p6;
− connecting rod at compressor bushing – f 105H7/s6;
− pin at gabay – f 60H7/r6.
Mga halimbawa ng transitional landings:
− naka-secure ang mga cam na may susi sa lalagyan – f 50H7/m6;
− clutch secured na may susi sa shaft – f 12H7/k6;
− naka-secure ang gear gamit ang susi sa gearbox shaft – f 40H7/k6;
− piston pin sa bushing – f 38H6/k5;
− oil slinger sa gearbox shaft – f 50H7/k6;
− fan hub sa baras – f 16H7/n6.
Sistema ng butas.
Mga katangian at halimbawa ng aplikasyon ng ilang ginustong landing
para sa mga sukat na 1...500mm, sa microns.
Landings na may clearance .
MGA TABLES NG TOLERANCES AND FITTINGS TINGNAN
Dumudulas Pangunahing ginagamit ang mga pagtatanim:
1. kung kailangan mong madaling ilipat o paikutin ang mga bahagi kapag nagse-set at nag-aayos
2. sa mga nakapirming joints na may madalas na disassembly upang baguhin ang mga bahagi
3. para sa pagsentro ng mga bahagi, na pagkatapos ay konektado nang walang galaw
H6- Partikular na tumpak na pagsentro, halimbawa sa mga kagamitan sa makina.
h5
H7- Sa mga makina para sa mga mapapalitang gear, sa mga koneksyon na may maikling gumaganang stroke, para sa mga koneksyon kung saan
h6 ang mga bahagi ay madaling ilipat kapag humihigpit, kapag tumutugon para sa tumpak
Mga direksyon para sa pagsentro ng mga housing para sa rolling bearings.
N 7 - Sa mga koneksyon sa mga maikling gumaganang stroke. Ang landing na ito, kumpara sa iba, ay nailalarawan sa pamamagitan ng minimal
g6 ang laki ng garantisadong puwang. Ginagamit sa movable joints upang makakuha ng higpit,
Sa tumpak na mga gabay, na may maikling stroke. Ang mga ito ay maaaring: pneumatic tool spools,
Mga balbula, connecting rod - mga koneksyon sa crankshaft, maaaring palitan na mga bushings ng conductor. Sa partikular na tumpak na mga mekanismo
Ilapat ang mga pagtatanim H6 At H5
g5 g4
H8 - Pagsentro ng mga ibabaw na may pinababang mga kinakailangan sa pagkakahanay.
h7
H8 , H9 , H9 - Mga mekanismo na may mababang mga kinakailangan sa katumpakan para sa mga nakakonektang bahagi kapag
h8 h8 h9 magaan na pag-load at ang pangangailangan upang matiyak ang madaling pagpupulong. Ang mga ito ay maaaring: mga coupling, pulley,
Mga gear at iba pang mga bahagi na naka-mount sa mga shaft gamit ang isang susi. Bearing housings
Rolling elements, centering elements ng flange connections, gumagalaw na koneksyon na may mabagal o
Bihirang rotational o translational na paggalaw. Ang mga ito ay maaaring: gear couplings,
Paglipat ng mga tainga na may ngipin.
H11 - Para sa halos nakasentro na mga nakapirming koneksyon. Ang mga ito ay maaaring: iresponsableng mga bisagra, pag-aayos
h11 overhead conductors, pagsentro ng flange cover.
H6 - Precision fit na ginagamit para sa precision bearings, spool pairs ng hydraulic transmissions
f6 mga sasakyan.
H7 - Ginagamit sa mga bearings sa katamtaman at pare-pareho ang bilis at pagkarga, sa mga gearbox,
f7 centrifugal pump, para sa mga gear na malayang umiikot sa mga shaft, para sa mga gabay
Mga pusher ng mga internal combustion engine, mga gulong ng gear na pinagagana ng mga clutch.
H8 , H8 , H9 - Ginagamit para sa mga sliding bearings na may ilang mga suporta o spaced na suporta, mga landing
f 8 f9 f9 couplings, pistons sa steam engine cylinders, piston at spool guides
Rods, centering cylinder heads, malalaking bearings, para sa paglipat ng mga joints at
Pagsentro na may mababang mga kinakailangan sa pagkakahanay.
N 7 , H7 , H8 , H8 - Ginagamit sa mga bearings sa mataas na bilis ng pag-ikot. Ang mga ito ay maaaring: mga de-koryenteng motor,
e7 e8 e8 e9 mga mekanismo ng paghahatid ng mga panloob na combustion engine. Ginagamit din ang mga pagtatanim na ito
Kapag ang mga suporta ay may pagitan o kapag ang haba ng isinangkot ay mahaba, tulad ng sa mga bloke ng gear
Stankov.
H7 , H8 - Ang mga fit na ito ay ginagamit para sa malalaking bearings sa mataas na bilis ng pag-ikot.
d8 d8
H8 , H9 - Ang mga ito ay mas magaspang na landing ng ganitong uri. Ginagamit para sa mga piston sa compressor at steam cylinders
d9 d9 mga sasakyan Nagbibigay-daan sa pagtatanggal kapag nabuo ang mga deposito ng carbon at mataas ang temperatura.
H11 - Ginagamit para sa paglipat ng mga joints na tumatakbo sa mga kondisyon ng alikabok at dumi. Ang mga ito ay maaaring: mga node
d11 mga makinang pang-agrikultura, mga sasakyan sa tren, mga bisagra ng mga lever, mga pamalo, mga takip ng silindro ng singaw.
Panimula………………………………………………………………………………3
1. Pangkalahatang probisyon at kasangkapan………………………………………………………………………….3
2. Mga kasukasuan sa pamamagitan ng paghubog at pagpindot………………………………………………………..7
3. Mga koneksyon sa panghihimasok at mga uso nito……………………………………………..9
4. Pagkalkula ng mga koneksyon at pagpili ng interference fit…………………………………………….11
5 Panitikan……………………………………………………………………………………22
Panimula
Kapag nag-i-install ng iba't ibang mga istraktura, ang isang mekaniko ay kailangang magsagawa ng trabaho sa pag-assemble at pag-disassembling ng mga permanenteng koneksyon - pinindot, riveted, ginanap sa pamamagitan ng paghihinang, gluing, atbp. Ang pag-disassembly ng naturang mga koneksyon ay nauugnay sa pinsala sa isinangkot o konektadong mga bahagi mismo. Ang mga riveted joints ay napalitan na ngayon ng iba pang mga uri ng malakas at mahigpit na joints at nakalaan para sa medyo maliit na klase ng mga produkto (boiler, crane, excavator, mounting structures, atbp.). Sa halip na riveted joints, welded joints, na ginawa gamit ang electric o gas welding, ay lalong ginagamit.
Ang mga koneksyon kung saan palaging nakukuha ang interference para sa anumang kumbinasyon ng mga tolerance ng baras at butas ay tinatawag na mga koneksyon garantisadong panghihimasok. Ang ganitong mga koneksyon ay malawakang ginagamit sa mga makina at mekanismo kapag kinakailangan upang magpadala ng mga makabuluhang puwersa ng ehe, torque o load. Ang lakas at kamag-anak na immobility ng mga joints na may interference ay sinisiguro ng friction forces, depende sa magnitude ng interference. Maaari silang maisagawa sa maraming paraan. Ang pinakakaraniwan ay mga koneksyon sa pindutin. Para sa mga koneksyon sa pindutin, ang panlabas na diameter ng bahagi ng lalaki ay dapat na mas malaki kaysa sa diameter ng butas ng babaeng bahagi, na nagsisiguro ng kinakailangang pagkagambala sa panahon ng landing. Sa karamihan ng mga kaso, ang mga naturang landings ay ginaganap nang walang karagdagang pangkabit ng mga bahagi ng isinangkot.
1. Pangkalahatang mga probisyon at kasangkapan.
Ang pagpindot sa pagdugtong ng mga bahagi ay maaaring magawa sa pamamagitan ng paglalapat ng puwersa ng ehe upang pindutin ang isang bahagi sa isa pa, pag-init ng bahagi ng babae, o pagpapalamig sa bahagi ng lalaki.
Sa mesa .1. binigay maikling katangian at mga huwarang aplikasyon ng ginustong interference fit.
mesa 1 - maikling katangian ng mga landing
Sa mesa Ang 1 ay nagpapakita ng mga maiikling katangian at tinatayang mga aplikasyon ng ginustong interference fit.
Bago pinindot, dapat maingat na siyasatin ng mekaniko ang mga ibabaw ng mga bahaging pagsasamahin. Dapat tanggalin ang mga gasgas, gatla, at burr. Sa panahon ng proseso ng pagpindot, kinakailangang mag-aplay ng surface coating na may iba't ibang lubricant upang maprotektahan laban sa scuffing, bawasan ang koepisyent ng friction at bawasan ang kinakailangang puwersa ng pagpindot. Ang dulo ng baras ay dapat magkaroon ng chamfer sa isang anggulo na 7...10°, at ang dulo ng hub ay dapat magkaroon ng chamfer sa isang anggulo na 30...45°. Ang pagkakaroon ng mga chamfer ay nagpapadali sa pagsentro ng mga bahagi at pinoprotektahan ang mga ito mula sa hindi sinasadyang pag-jam sa panahon ng pagpindot.
Ang mga maliliit na bahagi (pin, wedges, bushings, keys) ay maaaring manu-manong maupo gamit ang martilyo na tumitimbang ng 0.25...1.25 kg.
Sa pamamaraang ito, kinakailangan na gumamit ng mga aparato na nagpapahintulot sa mga bahagi na konektado upang maging tumpak na nakasentro.
Ang malalaking bahagi ay pinindot gamit ang pneumatic, hydraulic, screw o rack presses. Ang uri ng pagpindot ay tinutukoy batay sa puwersa ng pagpindot na kinakailangan para sa pagpupulong, pati na rin ang pangkalahatang mga sukat ng mga bahagi na konektado. Ang mga maliliit na puwersa ng pagpindot (hanggang sa 15 kN) ay maaaring ibigay ng mga pneumatic press, at para sa malalaking puwersa (hanggang sa 800 kN) ang mga hydraulic at mechanical presses ay ginagamit. Kapag pinindot ang mga bahagi sa ilalim ng isang pindutin, upang matiyak ang isang mahigpit na akma ng bahagi sa lugar, ang proseso ay dapat munang isagawa nang dahan-dahan, na may kaunting pagsisikap, at sa dulo ang presyon sa pinindot na bahagi ay dapat na tumaas nang husto.
Kapag pinindot ang mga bahagi tulad ng bushings, plugs, plugs, rings, gears at iba pa, ginagamit ang mga pagpindot - manual, hydraulic at pneumatic. Ang Figure 1a ay nagpapakita ng isang diagram ng isang manu-manong sira-sira na pindutin. Ang press ay gumagana tulad ng sumusunod. Ang lever 7, kung saan dapat pindutin ang bushing 1, ay naka-install sa press table, at ang bushing ay inilalagay sa dulo ng slider 3.
Kapag pinipindot ang maliliit na bahagi sa mabibigat, malalaking case sa mga lugar na mahirap abutin, ang mga screw device gaya ng clamp o jacks ang pinakamalawak na ginagamit.
Ang pagpindot sa fit ng isang baras o bushing sa malalaking bahagi ay maaaring gawin sa pamamagitan ng pagbaba ng load gamit ang crane. Sa kasong ito, ang bigat ng load ay maaaring lumampas sa puwersa ng pagpindot sa pindutin ng 20...25%.
Bilang karagdagan sa mga manual press na may sira-sira o rack drive, ang mga hydraulic press o jack ay ginagamit para sa pagpindot. Ang isa sa mga disenyo ng naturang press ay ipinapakita sa Fig. 3. Sa part 1, na dapat maglaman
Ang bushing 2 ay pinindot sa, sa tulong ng mga tightening bolts 7 ang press plunger 4 ay pinindot sa thrust plate 3.
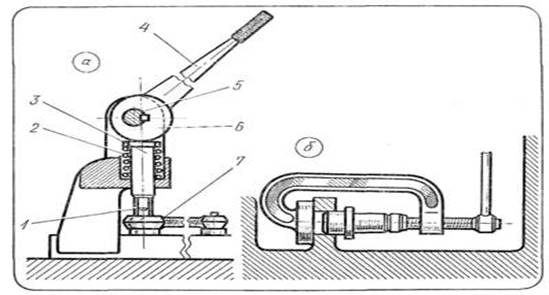 |
Fig. 1 - Mga aparato para sa pagpindot sa mga bushing: a - sira-sira na pindutin; b – pang-ipit
kanin. 2 – Mga aparato para sa pagpindot sa mga bushing.
Ang press body 5 ay nakapatong sa isa sa mga support bar 8. Ang presyon ng likido mula sa plunger pump ay ipinapadala sa plunger sa pamamagitan ng fitting 6.
Ang kaginhawaan ng paggamit ng parehong nakatigil at portable hydraulic presses ay nakasalalay sa katotohanan na ang kalidad ng pagpupulong, na tinutukoy ng puwersa ng pagpindot, ay madaling kinokontrol ng dami ng presyon ng likido sa silindro ng pindutin.

kanin. 3 Hydraulic press
2. Mga koneksyon sa pamamagitan ng paghubog at pagpindot
Ang paghuhulma ay binubuo ng pagsasama-sama ng mga elemento ng metal (reinforcement) na may salamin, plastik, goma, low-melting zinc, aluminum at magnesium alloys sa pamamagitan ng paglubog ng mga elementong ito sa molded material, na nasa malapot na plastik o likidong estado. Matapos tumigas ang hinulmang materyal, nabuo ang isang permanenteng koneksyon.
Sa ganitong paraan, ang iba't ibang mga hawakan (Larawan 6), mga takip, mga may hawak ng terminal, mga bahagi para sa mga de-koryenteng, optical-mechanical at elektronikong mga aparato ay nakuha. Ang paghubog ay ang tanging paraan upang makakuha ng gas-tight na koneksyon sa pagitan ng mga metal electrodes at glass cylinders ng mga electrovacuum device.
Ang mga koneksyon sa paghubog ay may mga sumusunod na pakinabang: ang mataas na katumpakan at kalinisan ng pagproseso ng mga nakalubog na bahagi ng reinforcement ay hindi kinakailangan; posible na makuha ang kinakailangan, madalas na hindi tugma sa mga lokal na katangian ng mga elemento ng pagpupulong - elektrikal at thermal conductivity ng reinforcement habang pinapanatili ang mga insulating properties ng assembly; ang bigat ng mga produkto, pagkonsumo ng metal at gastos ay nabawasan.
kanin. 4 Mga uri ng molding
Sa panahon ng paghuhulma, halos walang pagdirikit sa pagitan ng reinforcement at ng molded material. Ang lakas at densidad ng mga koneksyon ay sinisiguro sa pamamagitan ng pagpili ng naaangkop na mga anyo ng immersed reinforcement sa anyo ng mga annular grooves, depressions, ledges, widening, bends (tingnan ang Fig. 4), pagtaas ng contact surface at pinipigilan itong mabunot. .
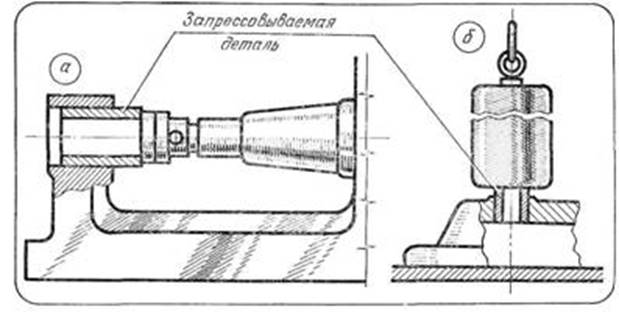
Ang mga press-fit na koneksyon ay ginagawa sa pamamagitan ng paglikha ng garantisadong tensyon sa pagitan ng lalaki at babae na ibabaw sa panahon ng pagpupulong. Pagkatapos ng pagpupulong, dahil sa nababanat at plastik na mga deformation, ang tiyak na presyon at kaukulang mga puwersa ng friction ay lumitaw sa ibabaw ng contact, na pumipigil sa magkaparehong pag-aalis ng mga bahagi.
Ang pagpupulong kapag kumokonekta sa pamamagitan ng pagpindot ay maaaring isagawa sa isa sa tatlong paraan: pagpindot nang walang pag-init, sa pagpainit ng manggas o sa paglamig ng baras. Ang pinakakaraniwang koneksyon ay ang mga press-fit na koneksyon sa mga cylindrical na ibabaw. Ginagamit ang mga ito upang ikonekta ang mga gear sa mga roller, kapag ikinonekta ang ring gear ng isang worm wheel sa hub. Upang mapadali ang pagpupulong, ang mga chamfer ng gabay ay ginawa sa mga bahagi. Ang pagpupulong na may pagpainit ng bushing ay maaaring maging sanhi ng pagbabago sa istraktura at pag-warping ng bahagi. Mas mainam ang pagpupulong na may paglamig ng baras. Ginagamit para sa paglamig isang likidong nitrogen(–196 °C), tuyong yelo (–72 °C).
Para sa maliliit na sukat ng mga bahagi na pagsasamahin, ang pagpindot sa isang knurled roller ay kadalasang ginagamit, na makabuluhang binabawasan ang gastos ng koneksyon sa pamamagitan ng pagbawas sa katumpakan ng pagmamanupaktura ng mga ibabaw na pinagsama. Ang mga triangular na projection (splines) ay pinagsama sa baras, habang ang bahagi ng materyal ng baras ay pinipiga ng tool at ang orihinal na diameter ng baras ay nadagdagan. Ang lakas ng koneksyon ay nakasalalay sa lalim ng indentation ng mga knurled na ngipin sa cylindrical na ibabaw ng bahagi ng isinangkot. Sa panahon ng proseso ng pagpindot, ang bushing material ay deformed at pinupuno ang mga cavity ng shaft. Ang knurled joint ay ginagamit upang mag-assemble ng bakal o brass roller na may aluminum o plastic na mga bahagi. Ang ganitong uri ng koneksyon ay nakasentro sa mga bahagi na mas masahol pa kaysa sa mga koneksyon sa pindutin, ngunit hindi ito nangangailangan ng mataas na katumpakan at kalinisan ng paggamot sa ibabaw, at ang pagpupulong ay pinasimple.
Kung mas malaki ang interference at mga parameter ng pagkamagaspang sa ibabaw, mas mataas ang pagiging maaasahan ng koneksyon. Kasama sa mga koneksyon na may garantisadong interference ang mga koneksyon gamit ang H7/u7 fits; H7/r6; H7/p6, atbp. Ang pagpili ng kinakailangang akma ay isinasagawa batay sa mga kondisyon ng lakas batay sa tiyak na presyon.
Ang mga bentahe ng mga koneksyon sa press-fit ay: ang kawalan ng karagdagang mga fastener, pagiging simple ng disenyo, mahusay na pagkakahanay ng mga bahagi ng isinangkot, ang kakayahang magpadala ng mga makabuluhang puwersa ng ehe at torque. Ang mga disadvantages ng mga koneksyon ay kinabibilangan ng: mataas na katumpakan at gastos ng pagmamanupaktura ng mga bahagi na konektado, pagiging kumplikado ng pagpupulong, ang impluwensya ng dami ng interference, koepisyent ng friction at operating temperatura sa lakas ng koneksyon.
3. Mga koneksyon sa panghihimasok at ang kanilang mga uso
Ang koneksyon ng mga bahagi ng makina na may pagkagambala - ang pagkakaiba sa mga sukat ng landing - ay isinasagawa dahil sa kanilang paunang pagpapapangit. Sa pamamagitan ng pag-igting, ang mga bahagi na may cylindrical at, mas madalas, conical contact surface ay karaniwang konektado.
Ang koneksyon ng mga bahagi na may pagkagambala ay isang pagkabit kung saan ang paglipat ng pagkarga mula sa isang bahagi patungo sa isa pa ay isinasagawa dahil sa mga frictional forces sa mga contact surface na nabuo dahil sa nababanat na pwersa. Bilang isang resulta, ang koneksyon ay may hindi matibay na pag-aayos ng mga bahagi sa mga direksyon ng axial at circumferential.
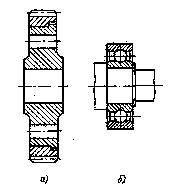
Figure 5 – Mga interference na koneksyon ng worm wheel rim sa gitna (a) at ball bearing na may shaft (b)
Ang mga koneksyon ay medyo madalas na ginagamit para sa pag-angkop sa mga shaft at axle ng mga gear, pulley, sprocket, atbp.
Dalawang paraan ng koneksyon:
1) Kapag nag-assemble nang mekanikal, ang bahagi ng lalaki ay naka-install sa babaeng bahagi gamit ang isang pindutin o vice versa. Ang pamamaraang ito ay ginagamit para sa medyo maliit na tensyon.
2) Ang paraan ng thermal connection ay ginagamit para sa matataas na tensyon at ginagawa sa pamamagitan ng pag-init ng babaeng bahagi sa temperatura na 300 ° C sa isang oil bath o paglamig sa male part sa likidong nitrogen. Ang pagpili ng paraan ay depende sa mass ratio at pagsasaayos ng mga bahagi.
Sa kasalukuyan, ang mga tinatawag na thermomechanical na koneksyon na may mga elemento ng memorya ng hugis ay nagiging laganap. Ang ari-arian na ito ay likas sa mga haluang metal na sumasailalim sa isang reversible martensitic transformation, at nailalarawan bilang ang kakayahan ng isang materyal na deformed sa martensitic state na ganap o bahagyang ibalik ang hugis nito sa panahon ng kasunod na pag-init.
Para sa mga elemento ng istruktura na may memorya ng hugis, ginagamit ang isang nickel-titanium alloy na may mga temperatura ng martensitic transformation na -80 - 150 °C at mga temperatura ng pagbawi ng hugis na -140 - 60 °C. Ang haluang metal ay halos ganap na nagpapanumbalik ng ibinigay na pagpapapangit at bubuo ng stress sa ilalim ng mga kondisyon ng pagkontra sa proseso ng pagpapanumbalik ng hugis hanggang sa 200-400 MPa.
Upang maiwasan ang mabilis na pag-init, ang bahagi ay naka-install na may mga pliers ng pagpupulong, ang mga panga kung saan ay gawa sa isang materyal na may mas mataas na kapasidad ng init, halimbawa, tanso, o may isang cotton liner na sumisipsip ng likidong nitrogen. Ang pagpupulong na may ganitong mga pliers ay pinapayagan sa loob ng 2-3 minuto.
Ang pag-init ng bahagi na may init ng kapaligiran ay humahantong sa pagpapanumbalik ng mga naunang sukat nito at ang pagbuo ng pagkagambala.
Ang mga bentahe ng tension joints ay halata: ang mga ito ay medyo mura at madaling ipatupad, nagbibigay ng mahusay na pagsentro ng mga bahagi ng isinangkot at maaaring makatiis ng makabuluhang static at dynamic na mga pagkarga. Ang mga lugar ng aplikasyon ng naturang mga compound ay patuloy na lumalawak.
Mga disadvantages ng mga koneksyon : mataas na lakas ng paggawa ng pagpupulong na may malalaking tensyon; ang kahirapan sa pag-disassembling at ang posibilidad ng pinsala sa mga ibabaw ng upuan; mataas na konsentrasyon ng stress; pagkamaramdamin sa contact corrosion dahil sa hindi maiiwasang axial micro-mixtures ng mga bahagi na malapit sa mga gilid ng koneksyon at, bilang kinahinatnan, nabawasan ang lakas ng mga koneksyon sa ilalim ng variable load; kakulangan ng matibay na pag-aayos ng mga bahagi.
4. Pagkalkula ng mga koneksyon at pagpili ng akma.
Ang pangunahing gawain ng pagkalkula ay upang matukoy ang kinakailangang interference at ang kaukulang akma alinsunod sa GOST 25347-82 upang magpadala ng isang naibigay na pag-load ng paggugupit mula sa metalikang kuwintas o axial force.
Maaaring may mga kaso kapag ang fit ay hindi maipapatupad sa istraktura dahil sa mga kondisyon ng lakas (karaniwan ay ang babaeng bahagi).
Samakatuwid, kapag nagdidisenyo ng mga koneksyon, ang parehong mga kinakailangan para sa mutual immobility ng mga bahagi ng koneksyon at ang mga kondisyon para sa lakas ng mga bahagi ay dapat matiyak.
Ang kondisyon ng kawalang-kilos ng mga bahagi ng koneksyon. Nagpapahayag ng mathematical equation ng equilibrium: kapag naglilipat ng panlabas na load, ang mga bahaging ikokonekta ay dapat na magkaparehong nakatigil.
Figure 6 - Diagram ng pagkalkula ng interference connection
Isaalang-alang natin ang koneksyon ng pag-igting ng mga bahagi 1 (alinsunod sa Figure 23) at 2 sa ilalim ng pagkilos ng isang puwersa ng paggugupit, halimbawa, ng ehe. F a. Ang magkakasamang pag-aalis ng mga bahagi sa isang koneksyon ay limitado sa pamamagitan ng mga pagpapapangit dahil sa mga puwersa ng malagkit na lumitaw dahil sa mga stress ng contact q mula sa tensyon.
Kung ipagpalagay natin na ang puwersa ng friction τ na nauugnay sa lugar ng contact ay proporsyonal sa stress ng contact q sa pagitan ng mga bahagi ng isinangkot, pagkatapos
saan f- koepisyent ng friction.
Ang kundisyon para sa mutual immobility ng mga bahagi ng koneksyon sa ilalim ng pagkilos ng isang shear load ay kukuha ng form

saan d At l- diameter at haba ng ibabaw ng upuan.
Ipakilala natin ang mga nominal na boltahe ng contact
 ; Pagkatapos
; Pagkatapos Mula sa hindi pagkakapantay-pantay ay sumusunod na ang kapasidad ng pag-load ng koneksyon ay tinutukoy ng mga nominal na stress ng contact at ang estado ng mga contact na ibabaw. Ang mga boltahe ay nakasalalay sa pagkagambala sa koneksyon at mga kondisyon ng operating.
Ang mga bahagi ng koneksyon ay magiging pare-parehong nakatigil kung ang average na contact stresses
saan k- koepisyent ng reserba ng pagdirikit, na isinasaalang-alang ang posibleng pagkalat ng mga halaga ng koepisyent ng friction, mga pagkakamali sa hugis ng pakikipag-ugnay sa mga ibabaw at baluktot ng mga bahagi na nagpapahina sa kanilang pagdirikit.
Para sa mga koneksyon na napapailalim sa baluktot, halimbawa, mga koneksyon ng mga shaft at mga gulong ng gear ng mga gearbox, kunin ang halaga k= 3.0–4.5, kaya binabawasan ang pagkamaramdamin ng mga joints sa fretting corrosion. Sa ibang mga kaso k= I.5?2.0. Ang halaga ng koepisyent ng pagdirikit sa formula ay dapat kunin bilang pinakamababa o itinatag sa eksperimentong paraan.
Ang kapasidad ng pagkarga ng koneksyon ay maaari ding tumaas sa pamamagitan ng pagtaas ng koepisyent ng friction sa pagitan ng mga bahagi. Mabisang magdeposito ng manipis na layer ng boron carbide B 4 C o silicon carbide SiC particle sa ibabaw ng shaft. Ang nasabing layer ay nagdaragdag ng koepisyent ng friction sa isang koneksyon na may interference sa 0.7 dahil sa epekto ng micro-engagement at, bilang isang resulta, pinatataas ang kapasidad ng pagkarga ng koneksyon nang maraming beses na may patuloy na pagkagambala.

Figure 7 - Mga panlabas na puwersa na kumikilos sa koneksyon
Ang puwersa ng paggugupit ay maaaring axial, i.e.
o circumferential (tangential), i.e.
Gamit ang pinagsamang pagkilos ng axial force at torque, tumagal
Ang equation ay nagpapahayag ng koneksyon sa pagitan ng panlabas at panloob na mga kadahilanan ng puwersa. Upang malutas ang problema, ang mga stress sa pakikipag-ugnay ay dapat ipahayag sa mga tuntunin ng mga displacement ng mga bahagi ng mga punto.
Kondisyon para sa pagiging tugma ng mga paggalaw ng mga bahagi ng isinangkot. Ipagpalagay natin na ang babaeng bahagi 2 ay pinindot sa lalaki na bahagi 1. Pagkatapos, bilang resulta ng pagpapapangit, ang mga punto ng mga ibabaw ng mga bahagi 1 at 2 ay makakatanggap ng radial na paggalaw u 1 at u 2, at ang radial interference δ ay mabayaran ng mga paggalaw na ito, i.e.
kung saan Δ = d B - d A- diametrical na pag-igting ng mga bahagi.
Ang equation ay sumasalamin sa geometric na bahagi ng problema. Upang malutas ito, kinakailangan upang ipahayag ang mga displacement sa equation sa mga tuntunin ng mga stress ng contact.
Relasyon sa pagitan ng mga displacement at contact stress sa isang koneksyon. Makipag-ugnay sa stress q sa pangkalahatang kaso, ang mga ito ay ipinamamahagi nang malaki nang hindi pantay sa haba ng koneksyon, dahil ang pare-parehong pagpapapangit ay pinipigilan ng mga nakausli na bahagi ng mga bahagi. Ang relasyon sa pagitan ng mga displacement at contact pressure ay may anyo
 - function ng impluwensya na nagpapakita ng paggalaw ng mga contact point sa seksyon z= c mula sa isang unit radial force na inilapat sa isang seksyon z=ζ; i= 1; 2 - numero ng bahagi.
- function ng impluwensya na nagpapakita ng paggalaw ng mga contact point sa seksyon z= c mula sa isang unit radial force na inilapat sa isang seksyon z=ζ; i= 1; 2 - numero ng bahagi. Ang mga halaga ng function na λ ay maaaring makuha sa pamamagitan ng pagkalkula.
Sa paunang pagkalkula, ipinapalagay na ang mga contact stress ay pareho sa lahat ng mga punto ng contact surface. Katumbas ito ng pag-aakalang dalawang silindro na magkapareho ang haba ay pinagkabit.

Figure 8 – Diagram ng pagkalkula ng interference connection
Ang problema ng pagkabit na may pag-igting ng dalawang makapal na pader na mga silindro ng walang katapusang haba ay isinasaalang-alang sa lakas ng mga materyales. Ito ay itinatag na ang mga radial na paggalaw ng mga contact point
;kung saan ang λ 1 at λ 2 ay ang radial compliance coefficients ng mga bahagi 1 at 2; q n - rated contact boltahe.
Bias u 1 ay itinuturing na negatibo dahil ito ay nangyayari sa direksyon na kabaligtaran sa direksyon ng axis r.
Ang mga relasyon ay sumasalamin sa pisikal na bahagi ng problema. Ang mga koepisyent ng pagsunod sa radial ay nakasalalay sa mga sukat ng radial at mga materyales ng mga bahagi:

saan d- landing diameter; E 1 , ν 1 at E 2, ν 2 - elastic modulus at ratio ng Poisson, ayon sa pagkakabanggit, para sa mga bahagi ng lalaki at babae; d 1 - diameter ng butas sa lalaki na bahagi; d 2 - panlabas na diameter ng babaeng bahagi.
Dahil sa pagkakapantay-pantay, madaling makuha:

Tandaan na ang interference Δ sa pagkakapantay-pantay ay kinakalkula at tumutugma sa pagkakaiba sa mga landing diameter ng mga bahagi na may perpektong makinis na ibabaw.
Pagkalkula ng kinakailangang pag-igting. Ang kinakalkula na halaga ng interference, na tinitiyak ang paghahatid ng isang panlabas na pag-load ng paggugupit sa pamamagitan ng koneksyon, ay madaling mahanap mula sa mga relasyon:

Ang kinakalkula na interference Δ ay kinuha bilang ang minimum na kinakailangang interference AΔ * (i.e. Δ=Δ *) gamit ang thermal assembly method.
Kung saan ang u R ay ang pagwawasto para sa pagbagsak ng pagkamagaspang, µm; u R =5.5(Ra 1 +Ra 2)=1.2(Rz 1 +Rz 2); Ra 1 at Ra 2, Rz 1 at Rz 2 - mga parameter ng pagkamagaspang ng mga bahagi.
Kung ang koneksyon ay nagpapatakbo sa mataas na temperatura, kung gayon ang pagpapahina ng pagkagambala dahil sa pag-init ay isinasaalang-alang sa pamamagitan ng pagwawasto para sa pagpapapangit ng temperatura:
kung saan ang α 1 at t 1 ay ang koepisyent ng linear expansion at ang operating temperatura ng sakop na bahagi, ayon sa pagkakabanggit; α 2 at t 2 - pareho, sumasaklaw sa mga bahagi.
Sa mga koneksyon ng mabilis na pag-ikot ng mga bahagi, ang "pagkawala" ng pagkagambala ay nangyayari din
kung saan ang ρ ay ang density ng materyal; ν - Poisson's ratio ng bahaging materyal; ω - angular velocity.
Sa angular velocity

mawawala ang tensyon sa koneksyon (q n =0).
Isinasaalang-alang ang mga talang ito, ang minimum na kinakailangang interference : na may paraan ng thermal assembly
na may mekanikal na paraan ng pagpupulong
Ang halaga ng pinakamababang kinakailangang interference, na tinutukoy ng mga kondisyon ng pag-load at pagpupulong, ay ginagamit upang piliin ang pinakamababang fit interference (table interference) N min:
Ang uri ng landing ayon sa GOST 25347-82 ay nakatakda sa pinakamababa N min at maximum N max sa pamamagitan ng table interference. Upang italaga ito, kinakailangan ding itakda ang maximum na pinahihintulutang halaga ng pag-igting, na tinutukoy ng mga kondisyon ng lakas.

Pagkalkula ng maximum na pag-igting. Ang interference ay nagdudulot ng radial σ r at circumferential σ θ na mga stress sa mga bahaging konektado (alinsunod sa Figure 8).
Stress sa bahagi ng lalaki (shaft)

Mga stress sa babaeng bahagi (hub)

kung saan ang d * ay ang diameter ng seksyon kung saan kinakalkula ang mga stress.
Mga katangian at lugar ng aplikasyon ng mga pagtatanim ayon sa UDDP CMEA
Batay sa isang pag-aaral ng mga landing na ginamit sa mga koneksyon ng iba't ibang mga makina at ang makatwirang pagpapalit ng mga ito ng ESDP CMEA landings, pati na rin ang pagsusuri at generalization ng literary data sa karanasan ng paggamit ng mga landing sa USSR at sa ibang bansa, ang mga sumusunod na rekomendasyon para sa ang paggamit ng mga landing ay nakuha.
Landings na may clearance. Ang mga kabit na may puwang (tingnan ang Fig. 3.4) ay ang pinakakaraniwan; ang ESDP SEV ay nagbibigay ng 40 inirerekomendang landing sa sistema ng butas (11 sa kanila ang mas gusto) at 39 na landing sa shaft system (6 sa kanila ang mas gusto).
Uri ng landing H/ h- ang pinakakaraniwan. Naka-install ang mga ito sa lahat ng grado na nagbibigay ng mga inirerekomendang landing, ibig sabihin, sa 4-12 na grado (tingnan ang Talahanayan 3.6). Ang mga landing ay tinatawag na sliding; Ito ang pinakamahigpit sa lahat ng maluwag na akma at nagbibigay ng kaunting gaps sa joint (ang garantisadong minimum na puwang ay zero). Ang sliding fit sa mga medium value ay nagbibigay ng mga koneksyon na may clearance, na angkop para sa paglipat ng mga koneksyon ng centering bushings, plunger, guide rods, atbp., na tumatakbo sa mababang bilis. Malawakang ginagamit ang mga ito para sa pagsentro ng madaling nababakas na mga nakapirming koneksyon; kung ang mga kinakailangan para sa katumpakan ng pagsentro ay maliit, ang paghahatid ng mga puwersa o sandali ay sinisiguro ng karagdagang pangkabit (mga pin, mga susi, atbp.).
Ang mga kabit na H5/h4 at H6/h5 (high precision) ay ginagamit para sa partikular na tumpak na pagsentro, halimbawa, upang ikonekta ang isang panel sa katawan ng tailstock ng isang lathe. Ang mga ito ay bihirang ginagamit sa pangkalahatang mechanical engineering. Ang H7/h6 fit ay ginagamit para sa mataas na mga kinakailangan sa pagsentro para sa madalas na disassembled o inaayos na mga koneksyon. Mga halimbawa ng paggamit: mga pinapalitang gear sa mga machine shaft, centering housing para sa rolling bearings, piston rods sa guide bushings, cams sa shafts, milling cutter sa mandrel; friction clutches na nakasentro sa mga protrusions sa mga socket. Bilang karagdagan, ang fit na ito ay minsan ginagamit para sa paglipat ng mga joints na may maikling gumaganang stroke, upang mapabuti ang katumpakan ng direksyon sa halip na isang fit na may garantisadong clearance H7/g6.
Ang H8/h7 fit ay ginagamit para sa pagsentro sa mga ibabaw na may pinababang mga kinakailangan sa pagkakahanay. Nagbibigay ng higit na kadalian ng pagpupulong at pagsasaayos ng yunit.
Ang mga fitting H8/h8, H8/h9, H9/h8, H9/h9 ay malawakang ginagamit para sa mga nakapirming bahagi na may mababang mga kinakailangan para sa katumpakan ng mga mekanismo, maliliit na load at ang pangangailangan upang matiyak ang madaling pagpupulong (mga pulley, coupling, gear at iba pang bahagi na konektado sa ang baras gamit ang mga susi, rolling bearing housings, centering flange connections, atbp.); sa mga gumagalaw na joints - na may mabagal o bihirang pag-ikot at pagsasalin ng mga paggalaw (mga slider sa mga susi ng mga mekanismo ng pagpapagana, mga coupling, piston at piston valve sa mga cylinder).
Ang mga fitting Н10/h9, HI0/h10, H1l/h1l, H12/h12 (binawasan ang katumpakan) ay ginagamit para sa hindi tumpak na mga koneksyon, pagsentro ng mga flanges at cover, koneksyon ng mga fitting, para sa mga takip ng bomba, para sa mga takip ng oil seal sa mga housing, para sa mga sprocket ng mga chain ng traksyon at chain drive sa mga shaft, para sa independiyenteng pagsasama ng mga spacer bushings na may mga shaft, para sa mga koneksyon para sa riveting, paghihinang, hinang. Sa mga movable joints - para sa pagkonekta ng mga roller sa mga shaft, para sa mga akma na may mahabang haba ng isinangkot, halimbawa, ang spindle-sleeve ng spindle head ng isang awtomatikong lathe.
Uri ng landing H/ g ginagarantiyahan ang isang maliit na puwang na nagbabago sa pagtaas ng diameter. Ang mga ito ay mga libreng akma, na tinitiyak ang magkaparehong axial na paggalaw ng mga bahagi ng isinangkot habang pinapanatili ang mataas na katumpakan ng pagsentro; Napakasensitibo ng mga ito sa pagtaas ng agwat, kaya ginagamit lamang ang mga ito sa mga tumpak na grado. May tatlong inirerekomendang akma sa sistema ng butas: H5/g4, H6/g5 at H7/g6, ang huli ay mas gusto.
Ang H6/g5 fit ay mahal, samakatuwid, sa mga kaso kung saan ang mga kinakailangan para sa katumpakan ng pagsentro ng mga gumagalaw na bahagi ay maaaring mabawasan, ito ay papalitan ng H7/g6 fit, na medyo madaling ipatupad. Ito ay ginagamit sa paglipat ng mga joints upang matiyak ang higpit (spool sa manggas ng isang pneumatic drilling machine), tumpak na direksyon o para sa maikling stroke (valves sa isang balbula box); para sa pag-install ng mga maaaring palitan na jig bushings at mga blangko sa mga mounting pin ng mga device, pistons sa cylinders (pneumatic, atbp.), mga spindle ng precision machine tool at paghahati ng mga ulo sa mga gabay; para sa pagsentro ng mga koneksyon ng mga gumagalaw na elemento sa dies, paglipat ng mga gears sa gearbox shafts.
Uri ng landing H/ f ginagarantiyahan ang isang puwang na sapat upang paikutin ang mga bahagi na konektado sa isang average na bilis.
Ang H7/f7 fit ay isang tipikal na running fit at nilayon para sa paglipat ng mga joints kung saan kinakailangan ang isang madaling makuha ang mataas na kalidad na fit. Sa sistema ng ESDP CMEA, mas mainam ang landing na ito. Mga tipikal na aplikasyon para sa fit na ito: plain bearings para sa lahat ng light at medium-sized na makina, halimbawa bearings sa mga gearbox; bearings ng mga gulong ng gear at pulley na malayang umiikot sa mga palakol; centrifugal pump bearings; pangunahing bearings sa panloob na combustion engine at piston compressors.
Sa iba pang mga grado, ang mga akma na ito ay inirerekomenda sa mga sumusunod na kumbinasyon: H6/f6 - sa gumagalaw na mga kasukasuan: tumaas na mga kinakailangan para sa katumpakan ng pagsentro. Kung ang mga kinakailangan para sa katumpakan ng pagsentro ay nabawasan, pagkatapos ay kasya ang H8/f7, H8/f8, H8/f9, H9/f8, H9/f9, halimbawa, para sa paggabay sa mga piston at spool rod sa mga oil seal, mga takip ng silindro sa pagsentro, sa sliding bearings na tumatakbo sa liquid o semi-fluid friction mode.
Uri ng mga kabit N/e - libre, maaaring gamitin sa 6, 7, 8, 9 na kwalipikasyon depende sa intensity ng mode, ang katumpakan ng pagsentro, ang relatibong labor intensity ng pagproseso ng mga seating surface ng butas at shaft na kinakailangan
tibay.
Ang pinakamainam na akma ay tumutugma sa kumbinasyon ng mga field ng tolerance H8/e8. Ito ay ginustong sa CMEA ESDP at ginagamit bilang isang madaling-move fit, na nagbibigay ng isang madaling movable na koneksyon na nagbibigay-daan sa radial na paggalaw nang walang makabuluhang pagkakaiba (halimbawa, sa mga suportang malayo sa isa't isa), at runout ng mating surface (para sa halimbawa, sa mga bearings ng multi-support shafts). Ginagamit din ito sa mga mekanismo ng mababang katumpakan: kapwa sa mga sliding bearings na tumatakbo sa mga mode ng likido o semi-fluid friction, at sa mga gabay ng mga paggalaw ng ehe, sa mga suporta ng baras ng mga turbogenerator at centrifugal pump, sa mga bearings ng mga pangunahing journal ng crankshaft.
Ang pinababang katumpakan na mga landing N8/e9, N9/e8 at N9/e9 ay ginagamit sa mga plain bearings ng mga hindi kritikal na makina.
Uri ng landing H/ d Nagbibigay ang mga ito ng madaling movable joints para sa pangkalahatang paggamit na nagbibigay-daan sa radial movement at pambawi sa mga error sa relatibong posisyon ng rubbing surface dahil sa misalignment at deflection ng shaft, mga error sa hugis sa axial at radial sections, eccentricities ng mga suporta at shaft journal sa multi- mga istruktura ng suporta. Ginagamit ang mga ito sa mga kaso kung saan kinakailangan upang mabayaran ang mga error sa pagpupulong o mga pagpapapangit ng temperatura. Ang katumpakan ay umaangkop sa H7/d8, ang H8/d8 ay may limitadong paggamit. Ginagamit ang mga ito para sa mga koneksyon sa katumpakan na tumatakbo sa ilalim ng makabuluhang pagkakaiba sa temperatura at malubhang kondisyon ng pagpapatakbo, halimbawa sa mga bearings ng turbines, roll ng rolling mill, atbp.
Ang mga kabit na H8/d9 at H9/d9 (mas gusto) ay ginagamit kapag nag-mount ng mga drive shaft sa mga bearings, para sa pagkonekta ng mga idler pulley sa mga shaft at sa iba pang katulad na mga kaso.
Ang mababang katumpakan ay umaangkop sa H10/dl0, Hll/dll ay ginagamit sa kaso ng hindi tumpak na paglipat ng mga joints.
Mga uri ng pagtatanim N/a, N/b, N/s nailalarawan sa pamamagitan ng napakalaking garantisadong clearance. Ang mga ito ay pangunahing ginagamit sa mga magaspang na grado (ika-11 at ika-2), at samakatuwid ang mga pagbabago sa mga clearance ay napakalaki. Ginagamit ang mga ito para sa mga magaspang na koneksyon na nangangailangan ng libreng pagpupulong, upang matiyak ang kamag-anak na paggalaw ng mga bahagi sa maruruming kondisyon, upang mabayaran ang mga error sa pagpupulong at | mga pagpapapangit ng temperatura.
Mga landing ng presyon. Ang interference fit (tingnan ang Fig. 3.5) sa cylindrical joints ay ginagamit upang bumuo ng mga fixed connections na walang karagdagang fastenings at may karagdagang fastenings gamit ang mga key, pin at iba pang paraan. Ang kawalang-kilos ng koneksyon ay nakamit dahil sa mga stress na nagmumula sa materyal ng mga bahagi ng isinangkot dahil sa pagpapapangit ng mga ibabaw ng contact. Ang pagpili ng akma ay ginawa mula sa kondisyon na may pinakamaliit na interference, ang lakas ng mga koneksyon ay nakasisiguro para sa paglilipat ng load, at sa pinakamalaki, ang lakas ng mga bahagi ay nakasisiguro. Inirerekomenda ang eksperimentong pagsubok, lalo na sa mass production. Ang mga detalye ng pagpili ng interference ay akma para sa pagkonekta ng mga bahagi ng maliit, katamtaman at malalaking sukat ay inilalarawan sa gawaing "es":["q9oXLQ9FU5o"],"pt":["eNy-V4OVKPg","qTdPtahGgWU"],"it" :[" ZJz1IZFew40"],"bg":["jtrIW5m2ayc","oQyoEakWEOc"],"ro":["bS4NZb2GAi4"])