
Ano ang maximum na paglihis ng laki?
Kabanata IX. Mga tolerance at akma, pagkamagaspang sa ibabaw
§ 33. Pagpapahintulot at paglapag. Pangunahing konsepto at termino
Ang mga sukat na ipinahiwatig ng taga-disenyo sa pagguhit ay hindi maaaring ganap na tumpak. Ang mga sukat ng nakuha na mga bahagi ay may ilang mga error, i.e. ilang mga pagkakaiba sa mga sukat na ipinahiwatig sa pagguhit. Ang laki ng error ay depende sa katumpakan ng makina kung saan naproseso ang bahagi; sa katumpakan at dami ng pagsusuot ng mga tool at device; mula sa pagpapapangit ng bahagi sa panahon ng pagproseso at ang mga katangian ng materyal nito; sa katumpakan ng instrumento sa pagsukat at ilang iba pang mga kadahilanan. Kasabay nito, para sa bawat laki, ang ilang mga paglihis mula sa tinukoy na halaga ay maaaring pahintulutan nang hindi nakompromiso ang kalidad ng produkto at ang pagpapalitan ng mga bahagi nito at isinasaalang-alang na ang pinagsama-samang produkto ay nagbibigay ng kinakailangang pagsasama ng mga konektadong bahagi. Samakatuwid, dapat ipahiwatig ng taga-disenyo sa pagguhit ang mga halaga ng mga pinahihintulutang error na tinitiyak ang pagpapalitan ng mga bahagi ng produkto at ang maaasahang operasyon nito.
Ang mga produktong muwebles ay binubuo ng mga elemento na, sa panahon ng operasyon, ay sumasailalim sa relatibong paggalaw o nasa relatibong pahinga. Dalawang elemento na gumagalaw o hindi natitinag na konektado sa isa't isa ay tinatawag na mating. Ang mga ibabaw at mga sukat kung saan ang dalawang bahagi ay konektado ay tinatawag na mga ibabaw ng isinangkot, o mga sukat ng pagsasama, ayon sa pagkakabanggit. Kapag nagkokonekta sa mga ibabaw ng isinangkot, ang isang pagkakaiba ay ginawa sa pagitan ng mga lalaki at babae na mga ibabaw at, nang naaayon, ang mga sukat ng lalaki at babae. Para sa mga cylindrical joints, ang babaeng ibabaw ay tinatawag na "butas" at ang lalaki na ibabaw ay tinatawag na "shaft". Ang mga pangalang "hole" at "shaft" ay maluwag na inilapat sa lahat ng lalaki at babae na ibabaw, tulad ng lug at tenon.
Ang nominal na sukat ng isang bahagi, pagpupulong o produkto ay ang pangunahing sukat na kinakalkula sa panahon ng disenyo at ipinahiwatig sa pagguhit.
Totoong sukat natutukoy sa pamamagitan ng pagsukat na may angkop mga instrumento sa pagsukat natanggap pagkatapos iproseso ang bahagi.
Limitahan Ito ang mga laki kung saan maaaring magbago ang aktwal na laki. Ang pinakamalaking sukat ng limitasyon ay ang kabuuan ng nominal na laki at ang upper limit na paglihis, at ang pinakamaliit na sukat ng limitasyon ay ang kabuuan ng nominal na laki at ang lower limit na paglihis.
Itaas maximum na paglihis ay tinatawag na pagkakaiba sa pagitan ng pinakamalaking limitasyon at nominal na laki. Ang lower limit deviation ay ang pagkakaiba sa pagitan ng pinakamaliit na limitasyon at nominal na laki.
Pagpasok ay ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit maximum na sukat. Ang pagpaparaya ay palaging positibo; tinutukoy ng halagang ito ang antas ng katumpakan ng mga bahagi ng pagproseso. Kaya, kapag gumagawa ng isang tenon na may kapal na 10 mm na may mga deviations sa loob ng +0.35 at +0.10, ang laki ng 10 mm ay nominal, ang isang deviation ng +0.35 mm ay ang upper limit deviation, +0.10 mm ang lower limit deviation. Ang pinakamalaking limitasyon sa laki ng tenon ay magiging 10+0.35=10.35 mm, at ang pinakamaliit ay magiging 1:0+0.10=10.10 mm. Ang tolerance ng laki ay: 10.35-10.10=0.25 mm. Ang lapad ng mga lug para sa stud na ito ay magiging 10 mm na may mga deviation mula 0 hanggang +0.25 mm. Ang laki ng 10 mm ay ang nominal na sukat ng mata, ang paglihis 0 ay ang mas mababang limitasyon ng paglihis, ang +0.25 ay ang itaas na limitasyon ng paglihis. Ang pinakamaliit na sukat ng limitasyon ng mata ay magiging 10+0=10.0 mm, at ang pinakamalaking 10+0.25=10.25 mm. Ang tolerance ng laki ay 10.25-10.0=0.25 mm. Ang distansya sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon ay tinatawag na tolerance zone. Ang isang graphical na interpretasyon ng pagpapaubaya ay ipinapakita sa Fig. 123.

Gap ay tinatawag na positibong pagkakaiba sa pagitan ng mga sukat ng butas at ng baras. Halimbawa, salamat sa puwang, ang isang table drawer ay malayang gumagalaw sa pugad nito. Ang pinakamalaking puwang ay ang pagkakaiba sa pagitan ng pinakamalaking maximum na laki ng butas at ang pinakamaliit na maximum na laki ng baras. Ang pinakamaliit na clearance ay ang pagkakaiba sa pagitan ng pinakamaliit na maximum na laki ng butas at ang pinakamalaking maximum na laki ng baras.
Sa pamamagitan ng pakikialam ay ang negatibong pagkakaiba sa pagitan ng mga sukat ng butas at mga sukat ng baras, na lumilikha ng isang nakapirming koneksyon pagkatapos ng kanilang pagpupulong. Ang maximum na interference ay ang pagkakaiba sa pagitan ng pinakamaliit na maximum na sukat ng butas at ang pinakamalaking maximum na sukat ng baras. Ang pinakamaliit na interference ay ang pagkakaiba sa pagitan ng pinakamalaking maximum na sukat ng butas at ang pinakamaliit na sukat ng baras.
Libre ay tinatawag na hindi magkatugma na mga sukat. Kasama rin sa mga libreng dimensyon ang mga dimensyon na, pagkatapos i-assemble ang mga bahagi, ay sasailalim sa mga pagbabago bilang resulta ng kasunod na pagproseso ng mga bahagi.
Landing tinatawag na likas na katangian ng mga interface na tumutukoy sa density o kadaliang mapakilos ng dalawa o higit pang magkakaugnay na bahagi.
Sa paggawa ng muwebles, ang lahat ng mga pagtatanim na itinatag ng mga materyales sa regulasyon ay isinasagawa gamit ang sistema ng butas. Ang sistemang ito ay nailalarawan sa pamamagitan ng katotohanan na ang tolerance field ng butas ay nakadirekta patungo sa pagtaas (sa katawan), at ang tolerance field ng baras ay isang variable na halaga at depende sa mga napiling akma. Ang laki ng butas sa kasong ito ay tinatawag na pangunahing sukat, at ang laki ng baras ay tinatawag na laki ng pagkonekta.
Kapag nagdidisenyo ng mga kasangkapan, napakahalaga na tama na magtalaga ng maximum na mga paglihis ng dimensional at matukoy ang likas na katangian ng akma ng mga ibabaw ng isinangkot. Kapag nagtatalaga ng maximum na mga paglihis sa mga sukat ng mga mapagpapalit na elemento, dapat sumunod ang taga-disenyo sa sumusunod na dalawang panuntunan:
1) ang pagguhit ay dapat magpahiwatig ng pinakamalaking pinahihintulutang maximum na mga paglihis ng dimensional;
2) ang mga kinakailangan para sa katumpakan ng mga produkto ay hindi dapat lumampas sa mga teknikal na kakayahan ng produksyon.
Ang pagsunod sa unang tuntunin ay idinidikta ng mga pagsasaalang-alang sa ekonomiya. Ang taga-disenyo ay dapat magsikap na matiyak na ang katumpakan na itinakda niya para sa mga bahagi ng pagmamanupaktura ay hindi lalampas sa katumpakan na makakamit sa ilalim ng normal na mga kondisyon ng pagpapatakbo, magagamit na kagamitan at karaniwang kalidad ng tool.
Ang pagsunod sa pangalawang tuntunin ay idinidikta ng mga teknikal na kakayahan ng produksyon. Minsan ang pagtaas ng mga kinakailangan para sa katumpakan ng mga bahagi ng pagmamanupaktura ay dahil sa ang katunayan na ang taga-disenyo ay hindi maingat na pinag-aralan ang mga kondisyon ng produksyon. Sa ganitong mga kaso, madalas na may mas masusing pagsusuri ng disenyo, posible na palawakin ang naunang inirerekomendang maximum na mga paglihis nang hindi nakompromiso ang kalidad ng mga ginawang bahagi. Kung ang mga kondisyon ng pagpapalitan ay nangangailangan ng produksyon ng mga bahagi na may mas mataas na katumpakan para sa isang naibigay na produksyon, pagkatapos ay ginagamit nila ang magkasanib na pagproseso ng mga bahagi ng isinangkot o sa manu-manong pag-aayos.
Ang taga-disenyo ay nagtatalaga ng maximum na mga paglihis alinsunod sa mga umiiral na pamantayan, rekomendasyon, o tinutukoy ang mga ito sa pamamagitan ng pagkalkula. Ang kinakalkula na mga halaga ng error ay dapat na naaayon sa mga pagpapaubaya na itinatag sa panahon ng disenyo ng bahagi. Sa kasong ito, ang mga sumusunod na kondisyon ay dapat palaging sundin:
Δ hanggang ≥ Δ calc,
kung saan ang Δ k ay ang pagpapaubaya na itinalaga ng taga-disenyo;
Δ kinakalkula - ang halaga ng dispersion field ng mga dimensional na error, na nagpapakilala sa distansya sa pagitan ng pinakamalaki at pinakamaliit na naglilimita sa mga sukat na nakuha sa pamamagitan ng pagkalkula.
Kabanata 1. Sistema ng butas at sistema ng baras. Mga kakaiba,
pagkakaiba, pakinabang…………………………………………………………….3
1.1.Ang mga konsepto ng “shaft” at “hole”…………………………………………………………………………3
1.2. Pagkalkula ng mga fit parameter at caliber para sa pagsasama
mga sistema ng butas at baras…………………………………………………………………….6
Kabanata 2. Mga pagpapaubaya at pagkakatugma ng mga susing koneksyon…………………………………………10
2.1 Mga pagpapaubaya sa thread……………………………………………………………………………………15
2.2. Sukat tolerance. Larangan ng pagpaparaya…………………………………………..18
2.3. Pagbuo ng mga larangan ng pagpapaubaya at paglapag……………………………..19
Kabanata 3. Mga sistema ng pagpapaubaya at landing………………………………………………………………..21
3.1 Layout ng tolerance field para sa mga karaniwang interface……….23
Listahan ng mga ginamit na literatura……………………………………………………..30
Kabanata 1. Sistema ng butas at sistema ng baras. Mga tampok, pagkakaiba, pakinabang
1.1.Ang mga konsepto ng "shaft" at "hole"
Sa istruktura, ang anumang bahagi ay binubuo ng mga elemento (mga ibabaw) ng iba't ibang mga geometric na hugis, ang ilan sa mga ito ay nakikipag-ugnayan (ang mga form ay umaangkop at mga kapareha) sa mga ibabaw ng iba pang mga bahagi, at ang iba pang mga elemento ay libre (non-mating). Sa terminolohiya ng tolerances at akma, ang mga sukat ng lahat ng mga elemento ng mga bahagi, anuman ang kanilang hugis, ay karaniwang nahahati sa tatlong grupo: mga sukat ng baras, mga sukat ng butas, at mga sukat na hindi nauugnay sa mga baras at mga butas.
Ang shaft ay isang terminong karaniwang ginagamit upang italaga ang mga panlabas (lalaki) na elemento ng mga bahagi, kabilang ang mga elementong hindi cylindrical, at, nang naaayon, mga sukat ng pagsasama.
Ang butas ay isang terminong karaniwang ginagamit upang italaga ang mga panloob na (enclosing) na elemento ng mga bahagi, kabilang ang mga elementong hindi cylindrical, at, nang naaayon, mga sukat ng pagsasama.
Para sa mga elemento ng pagsasama ng mga bahagi, batay sa pagsusuri ng mga guhit sa pagtatrabaho at pagpupulong, at, kung kinakailangan, mga sample ng produkto, ang babae at lalaki na ibabaw ng mga bahagi ng isinangkot at, sa gayon, ang pagiging kasapi ng mga ibabaw ng isinangkot sa "shaft" at " hole” na mga grupo ay itinatag.
Para sa mga hindi pinagsamang elemento ng mga bahagi, ang pagtatatag ng isang baras o isang butas ay isinasagawa gamit ang teknolohikal na prinsipyo na kung, kapag pinoproseso mula sa ibabaw ng base, ang laki ng elemento ay tumataas, kung gayon ito ay isang butas, at kung ang laki bumababa ang elemento, pagkatapos ito ay isang baras.
Ang komposisyon ng pangkat ng mga sukat at elemento ng mga bahagi na hindi nauugnay sa alinman sa mga shaft o butas ay medyo maliit (halimbawa, chamfers, rounding radii, fillet, protrusions, depressions, distansya sa pagitan ng mga axes (atbp.).
Sa panahon ng pagpupulong, ang mga bahagi na konektado ay nakikipag-ugnayan sa isa't isa sa pamamagitan ng magkahiwalay na mga ibabaw, na tinatawag na mga ibabaw ng isinangkot. Ang mga sukat ng mga ibabaw na ito ay tinatawag na mga sukat ng isinangkot (halimbawa, ang diameter ng bushing hole at ang diameter ng shaft kung saan ang bushing ay nakaupo). Ang isang pagkakaiba ay ginawa sa pagitan ng babae at lalaki na ibabaw at, ayon sa pagkakabanggit, lalaki at babae na dimensyon. Ang nakapaloob na ibabaw ay karaniwang tinatawag na butas, at ang lalaki na ibabaw ay tinatawag na baras.
Ang interface ay may isang nominal na laki para sa butas at baras, at ang mga maximum na laki ay karaniwang naiiba.
Kung ang aktwal (sinukat) na mga sukat ng ginawang produkto ay hindi lalampas sa pinakamalaki at pinakamaliit na maximum na sukat, kung gayon ang produkto ay nakakatugon sa mga kinakailangan ng pagguhit at ginawa nang tama.
Ang mga disenyo ng mga teknikal na aparato at iba pang mga produkto ay nangangailangan ng iba't ibang mga contact ng mga bahagi ng isinangkot. Ang ilang mga bahagi ay dapat na magagalaw na may kaugnayan sa iba, habang ang iba ay dapat bumuo ng mga nakapirming koneksyon.
Ang likas na katangian ng koneksyon ng mga bahagi, na tinutukoy ng pagkakaiba sa pagitan ng mga diameters ng butas at ang baras, na lumilikha ng mas malaki o mas kaunting kalayaan ng kanilang kamag-anak na paggalaw o ang antas ng paglaban sa kapwa pag-aalis, ay tinatawag na akma.
Mayroong tatlong grupo ng mga landing: naitataas (na may puwang), naayos (na may interference) at transitional (posible ang isang puwang o interference).
Ang puwang ay nabuo bilang isang resulta ng positibong pagkakaiba sa pagitan ng mga sukat ng diameter ng butas at ng baras. Kung negatibo ang pagkakaibang ito, ang akma ay magiging interference fit.
Mayroong pinakamalaki at pinakamaliit na gaps at interference. Ang pinakamalaking clearance ay ang positibong pagkakaiba sa pagitan ng pinakamalaking paglilimita sa laki ng butas at ang pinakamaliit na paglilimita sa laki ng baras
Ang pinakamaliit na agwat ay ang positibong pagkakaiba sa pagitan ng pinakamaliit na paglilimita sa laki ng butas at ang pinakamalaking paglilimita sa laki ng baras.
Ang pinakamalaking interference ay ang positibong pagkakaiba sa pagitan ng pinakamalaking maximum na laki ng shaft at ang pinakamaliit na maximum na laki ng butas.
Ang pinakamababang interference ay ang positibong pagkakaiba sa pagitan ng pinakamaliit na maximum na laki ng baras at ang pinakamalaking maximum na laki ng butas.
Ang kumbinasyon ng dalawang mga patlang ng pagpapaubaya (butas at baras) ay tumutukoy sa likas na katangian ng akma, i.e. ang pagkakaroon ng puwang o panghihimasok dito.
Ang sistema ng tolerances at akma ay nagtatatag na sa bawat kapareha ang isa sa mga bahagi (ang pangunahing) ay may anumang paglihis na katumbas ng zero. Depende sa kung alin sa mga bahagi ng isinangkot ang tinatanggap bilang pangunahing isa, ang pagkakaiba ay ginawa sa pagitan ng mga akma sa sistema ng butas at umaangkop sa sistema ng baras.
Ang mga fitting sa isang hole system ay mga fitting kung saan ang iba't ibang clearance at tension ay nakukuha sa pamamagitan ng pagkonekta ng iba't ibang shaft sa pangunahing butas.
Ang mga fitting sa isang shaft system ay mga landing kung saan ang iba't ibang clearance at interferences ay nakukuha sa pamamagitan ng pagkonekta ng iba't ibang butas sa main shaft.
Mas mainam ang paggamit ng sistema ng butas. Ang shaft system ay dapat gamitin kung saan ang disenyo o pang-ekonomiyang pagsasaalang-alang ay nagbibigay-katwiran dito (halimbawa, pag-install ng maraming bushings, flywheels o mga gulong na may iba't ibang akma sa isang makinis na baras).
1.2. Pagkalkula ng mga angkop na parameter at gauge para sa pagsasama sa mga sistema ng butas at baras
1. Mga paglihis ng butas at baras ayon sa GOST 25347-82:
ES = +25 µm, es = -80 µm
EI = 0; ei = -119 µm
Fig.1. Layout ng landing tolerance field
2. Limitahan ang mga sukat:
3. Mga tolerance ng butas at baras:
4. Mga clearance:
5. Average na clearance:
6. Pagpapahintulot sa clearance (fit)
7. Pagtatalaga ng maximum na dimensional deviations sa mga drawing drawing:
A) simbolo mga larangan ng pagpaparaya

b) mga numerical na halaga ng maximum na paglihis:
c) simbolo ng mga patlang ng pagpapaubaya at mga numerical na halaga ng maximum na mga paglihis:
8. Pagtatalaga ng mga sukat sa gumaganang mga guhit:

9. Pagkalkula ng mga gauge para sa pagsuri ng mga butas at shaft.
Mga pagpapaubaya at paglihis ng mga kalibre ayon sa GOST 24853-81:
a) para sa mga plug gauge
Z = 3.5 µm, Y = 3 µm, H = 4 µm;
b) para sa clamp gauge
Z 1 = 6 µm, Y 1 = 5 µm, H 1 = 7 µm;

kanin. 2 Layout ng kalibre tolerance field
Bore testing gauge
Isaksak ang PR
PR laki ng executive plug:
Average na suot  µm;
µm;
Maaaring isuot ng mga manggagawa ang plug hanggang sa sumusunod na laki:
Ang pagsusuot ng plug ng inspektor ng tindahan ay pinapayagan hanggang sa sumusunod na laki:
Cork HINDI
Laki ng executive plug HINDI:
Mga panukat ng pagsubok sa baras
Executive size ng bracket PR:
Average na suot  µm;
µm;
Ang pagsusuot ng bracket ng mga manggagawa ay pinapayagan hanggang sa sumusunod na laki:
Ang pagsusuot ng bracket ng inspektor ng tindahan ay pinapayagan hanggang sa sumusunod na laki:
Executive staple size HINDI
Mga sukat sa mga guhit
Panimula
Sa mga kondisyon ng mass production, mahalagang tiyakin pagpapalit-palit magkaparehong bahagi. Ang pagpapalitan ay nagpapahintulot sa iyo na palitan ang isang bahagi na nasira sa panahon ng pagpapatakbo ng mekanismo ng isang ekstrang isa. Ang bagong bahagi ay dapat na eksaktong tumugma sa laki at hugis ng isa na pinapalitan.
Ang pangunahing kondisyon para sa pagpapalitan ay ang paggawa ng mga bahagi na may isang tiyak na katumpakan. Ang katumpakan ng pagmamanupaktura ng isang bahagi ay dapat ipahiwatig sa mga guhit sa pamamagitan ng pinahihintulutang maximum na mga paglihis.
Ang mga ibabaw kung saan ang mga bahagi ay konektado ay tinatawag pagsasama . Sa koneksyon ng dalawang bahagi na magkasya sa isa't isa, ang isang pagkakaiba ay ginawa sa pagitan ng babae na ibabaw at ang lalaki na ibabaw. Ang pinakakaraniwang koneksyon sa mechanical engineering ay mga koneksyon na may cylindrical at flat parallel surface. Sa isang cylindrical na koneksyon, ang ibabaw ng butas ay sumasakop sa ibabaw ng baras (Larawan 1, a). Ang takip na ibabaw ay karaniwang tinatawag butas , sumasaklaw - baras . Ang parehong mga termino butas At baras kondisyon na ginagamit upang italaga ang anumang iba pang hindi cylindrical na lalaki at babae na ibabaw (Larawan 1, b).
kanin. 1. Pagpapaliwanag ng mga termino butas At baras
Landing
Ang anumang operasyon ng pag-assemble ng mga bahagi ay nagsasangkot ng pangangailangan na kumonekta o, gaya ng sinasabi nila, halaman isang detalye sa isa pa. Kaya ang expression na pinagtibay sa teknolohiya landing upang ipahiwatig ang likas na katangian ng koneksyon ng mga bahagi.
Sa ilalim ng termino landing maunawaan ang antas ng kadaliang mapakilos ng mga naka-assemble na bahagi na may kaugnayan sa bawat isa.
Mayroong tatlong grupo ng mga landing: may clearance, may interference at transitional.
Landings na may clearance
Gap ang pagkakaiba sa pagitan ng mga sukat ng butas D at ng baras d ay tinatawag kung ang laki ng butas ay mas malaki kaysa sa laki ng baras (Larawan 2, a). Tinitiyak ng puwang ang libreng paggalaw (pag-ikot) ng baras sa butas. Samakatuwid, ang mga landing na may puwang ay tinatawag movable landings. Kung mas malaki ang puwang, mas malaki ang kalayaan sa paggalaw. Gayunpaman, sa katotohanan, kapag nagdidisenyo ng mga makina na may mga movable landings, pinili ang isang puwang na magpapaliit sa koepisyent ng friction sa pagitan ng baras at ng butas.
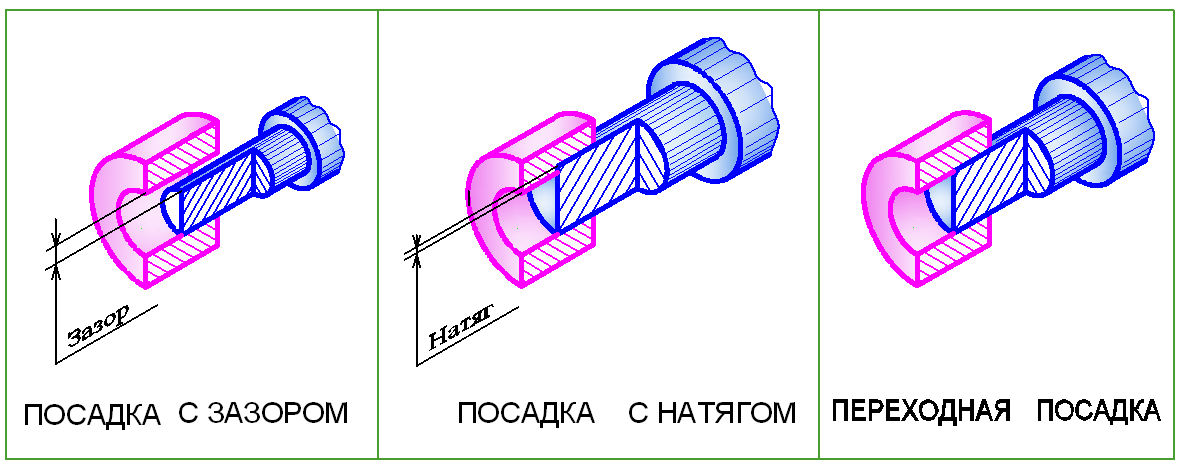
kanin. 2. Landings
Tama ang kagustuhan
Para sa mga akmang ito, ang diameter ng butas D ay mas mababa kaysa sa diameter ng baras d (Larawan 2, b). Sa katotohanan, ang koneksyon na ito ay maaaring gawin sa ilalim ng presyon, kapag ang babaeng bahagi (butas) ay pinainit at (o) ang lalaki na bahagi (shaft) ay pinalamig.
Ang mga kagustuhang landing ay tinatawag nakapirming landing , dahil ang magkaparehong paggalaw ng mga konektadong bahagi ay hindi kasama.
Transitional landings
Ang mga akma na ito ay tinatawag na transisyonal dahil bago i-assemble ang baras at butas imposibleng sabihin kung ano ang mangyayari sa koneksyon - isang puwang o isang interference fit. Nangangahulugan ito na sa transitional fit ang diameter ng butas D ay maaaring mas maliit, mas malaki o katumbas ng shaft diameter d (Fig. 2, c).
Sukat tolerance. Larangan ng pagpaparaya. Kalidad ng katumpakan Pangunahing konsepto
Ang mga sukat sa mga bahaging guhit ay binibilang ang laki ng mga geometric na hugis ng isang bahagi. Ang mga sukat ay nahahati sa nominal, aktwal at nililimitahan (Larawan 3).
Nominal na laki - ito ang pangunahing kinakalkula na sukat ng bahagi, isinasaalang-alang ang layunin nito at ang kinakailangang katumpakan.
Nominal na laki ng koneksyon - ito ang karaniwang (parehong) laki para sa butas at baras na bumubuo sa koneksyon. Ang mga nominal na dimensyon ng mga bahagi at koneksyon ay hindi pinili nang basta-basta, ngunit ayon sa GOST 6636-69 "Normal linear na sukat". Sa totoong produksyon kapag gumagawa ng mga bahagi nominal na sukat hindi maaaring mapanatili at samakatuwid ay ipinakilala ang konsepto ng aktwal na mga sukat.
Totoong sukat – ito ang sukat na nakuha sa panahon ng paggawa ng bahagi. Palagi itong naiiba sa nominal na halaga pataas o pababa. Ang mga pinahihintulutang limitasyon ng mga paglihis na ito ay itinatag sa pamamagitan ng pinakamataas na sukat.
Limitahan ang mga sukat pangalanan ang dalawang halaga ng hangganan sa pagitan ng kung saan ang aktwal na sukat ay dapat magsinungaling. Ang mas malaki sa mga halagang ito ay tinatawag pinakamalaking limitasyon sa laki, mas kaunti – pinakamaliit na limitasyon sa sukat. Sa pang-araw-araw na pagsasanay, sa mga guhit ng mga bahagi, kaugalian na ipahiwatig ang pinakamataas na sukat sa pamamagitan ng mga paglihis mula sa nominal.
Pinakamataas na paglihis ay ang algebraic na pagkakaiba sa pagitan ng maximum at nominal na laki. May mga upper at lower deviations. Upper deviation ay ang algebraic na pagkakaiba sa pagitan ng pinakamalaking sukat ng limitasyon at ng nominal na laki. Ibaba paglihis ay ang algebraic na pagkakaiba sa pagitan ng pinakamaliit na sukat ng limitasyon at ng nominal na laki.
Ang nominal na laki ay nagsisilbing panimulang punto para sa mga paglihis. Maaaring positibo, negatibo o katumbas ng zero ang mga paglihis. Sa mga talahanayan ng mga pamantayan, ang mga paglihis ay ipinahiwatig sa micrometers (µm). Sa mga guhit, ang mga paglihis ay karaniwang ipinahiwatig sa millimeters (mm).
Aktwal na paglihis ay ang algebraic na pagkakaiba sa pagitan ng tunay at nominal na laki. Ang bahagi ay itinuturing na katanggap-tanggap kung ang aktwal na paglihis ng laki na sinusuri ay nasa pagitan ng upper at lower deviations.
Sukat tolerance ay ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon o ang ganap na halaga ng algebraic na pagkakaiba sa pagitan ng upper at lower deviations.
Sa ilalim kalidad maunawaan ang isang hanay ng mga pagpapaubaya na nag-iiba depende sa nominal na laki. 19 na mga kwalipikasyon ang naitatag, na tumutugma sa iba't ibang antas ng katumpakan sa paggawa ng isang bahagi. Para sa bawat kwalipikasyon, isang serye ng tolerance field ang ginawa
Larangan ng pagpaparaya – ito ay isang field na nililimitahan ng upper at lower deviations. Ang lahat ng mga patlang ng pagpapaubaya para sa mga butas at shaft ay ipinahiwatig ng mga titik ng alpabetong Latin: para sa mga butas - sa malalaking titik (H, K, F, G, atbp.); para sa mga shaft - lowercase (h, k, f, g, atbp.).
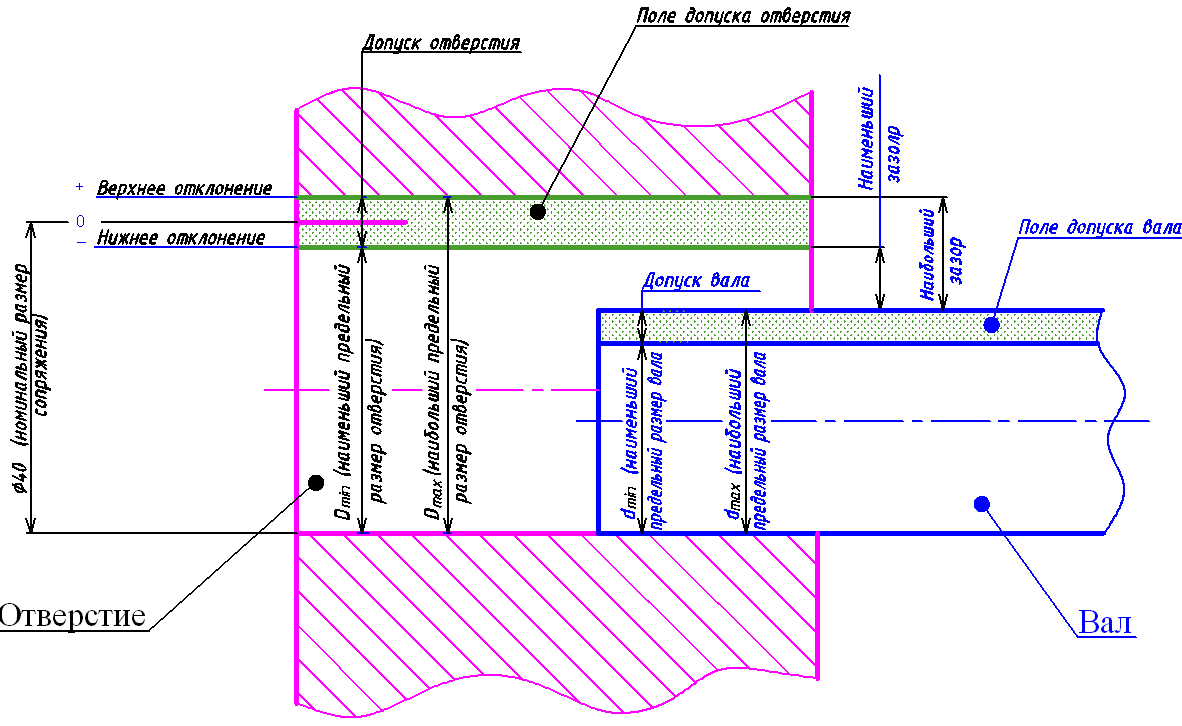
kanin. 3. Mga paliwanag ng mga termino
- Anong mga dokumento ang dapat magkaroon ng isang indibidwal na negosyante?
- Accounting para sa mga indibidwal na negosyante - mga patakaran at tampok ng independiyenteng pag-uulat sa ilalim ng iba't ibang mga rehimen ng buwis Pangunahing dokumentasyon para sa mga indibidwal na negosyante
- Accounting para sa mga indibidwal na negosyante: mga tampok ng accounting sa mga indibidwal na negosyante?
- Paano isapribado ang isang apartment, lahat tungkol sa pribatisasyon Listahan ng mga dokumento para sa pribatisasyon ng isang apartment