
Ano ang nominal na sukat ng bahagi. Mahusay na encyclopedia ng langis at gas
Pahina 1
Ang mga aktwal na sukat ay naiiba sa mga nominal dahil sa imposibilidad na makamit ang ganap na katumpakan sa paggawa ng mga bahagi. Kaya, kung ang nominal na diameter ng baras ay 80 mm, at ang pinakamalaking pinahihintulutang paglihis (pagpapahintulot) ay minus 0 06 mm, kung gayon ang aktwal na mga sukat ng mga diameter ng baras ay maaaring magkaroon ng anumang mga halaga mula 80 hanggang 79 94 mm.
Ang mga aktwal na sukat ay tinutukoy ng direktang pagsukat ng istraktura.
| Pagpapahintulot, clearance at interference. |
Ang aktwal na sukat ay nakuha sa pamamagitan ng pagsukat ng produkto.
Ang aktwal na laki ay ang sukat na tinutukoy ng pagsukat na may isang partikular na antas ng error. Ang mga limitasyon sa laki ay dalawang parallel na halaga ng laki sa pagitan ng kung saan ang aktwal na sukat ay dapat magsinungaling. Ang mas malaki sa kanila ay tinatawag na pinakamalaking sukat ng limitasyon, ang mas maliit ay tinatawag na pinakamaliit na sukat ng limitasyon. Ang pagkakaiba sa pagitan ng laki at ang nominal na halaga nito ay tinatawag na size deviation - positibo kung ang laki ay mas malaki kaysa sa nominal, at negatibo kung ito ay mas maliit kaysa sa nominal. Ang pagkakaiba sa pagitan ng pinakamalaking sukat ng limitasyon at ng nominal na laki ay tinatawag na upper limit deviation, at ang pagkakaiba sa pagitan ng pinakamaliit na sukat ng limitasyon at ang nominal na laki ay tinatawag na lower limit deviation. Ang maximum deviation ay itinuturing na positibo kung ang maximum na laki ay mas malaki kaysa sa nominal na laki; negatibo kung ang laki ng limitasyon ay mas mababa sa nominal na laki; katumbas ng zero kung magkapareho ang mga sukat na ito.
Ang aktwal na laki ay nasa pagitan ng dalawa maximum na sukat. Ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon ay tinatawag na size tolerance. Ang may kulay na strip na may taas na BC, na katumbas ng laki ng pagpapaubaya, ay tinatawag na field ng size tolerance. Ang upper deviation ay ang pagkakaiba sa pagitan ng pinakamalaki at nominal na laki. Ang mas mababang paglihis ay ang pagkakaiba sa pagitan ng pinakamaliit at nominal na laki. Aktwal na paglihis ay tinatawag na pagkakaiba sa pagitan ng aktwal at nominal na laki. Ang mga guhit ay karaniwang nagpapahiwatig nominal na laki, upper at lower deviations.
| Mga pagpaparaya at landing. |
Ang aktwal na sukat ay ang aktwal na sukat ng bahagi na nakuha sa pamamagitan ng pagsukat pagkatapos ng pagproseso. Ang katumpakan ng pagsukat ay dapat na tumutugma sa klase ng katumpakan.
Ang aktwal na sukat ay ang laki ng elemento na tinutukoy ng pagsukat.
Ang aktwal na laki ay hindi dapat lumampas sa mga pinahihintulutang limitasyon ng mga dimensyong ito. Upang suriin ang katumpakan ng mga sukat na isinagawa, iba't ibang mga instrumento sa pagsukat ang ginagamit. Kapag sinusukat ang mga panlabas na sukat, ang caliper ay nakahawak kanang kamay, at, dalhin ito sa workpiece (bahagi), gamit ang iyong hinlalaki, igalaw ang movable frame hanggang sa madikit ang mga panga sa ibabaw na sinusukat. Pagkatapos nito, higpitan ang locking screw at ilipat ang caliper mula sa bahagi na may bahagyang alitan.
Ang aktwal na sukat ay ang sukat na itinatag sa pamamagitan ng pagsukat na may pinahihintulutang error.
Ang aktwal na sukat ay ang sukat na itinatag sa pamamagitan ng pagsukat na may pinahihintulutang error.
Kung mas maliit ang lugar ng mga ibabaw ng pagsukat ng instrumento sa pagsukat na hindi daanan, mas maliit ang aktwal na sukat na nakukuha. Ang mga probisyong ito ay pinagsama ng prinsipyo ng Taylor: kapag kinokontrol ang mga landing, ang dumaan na bahagi ay sinusuri para sa pagsasama, ang hindi dumaraan na panig, sa kabaligtaran, ay sinusuri ng mga aktwal na sukat ng lahat ng mga indibidwal na mga parameter nito na independiyente sa bawat isa. Dagdag pa, hindi ito naaangkop para sa mga hugis na nauugnay sa mga angular na dami, kung ang huli ay dapat na limitado ng isang hiwalay na pagpapaubaya, halimbawa sa mga cone.
Ang aktwal na laki ng non-pass side ay hindi kinokontrol. Kapag sinusuri, ito ay kinakailangan upang matiyak ang tamang posisyon ng dulo ibabaw ng sinulid plug o singsing kapag screwing ang mga ito sa produkto sa pamamagitan ng kamay o gamit ang isang motor.
Maikling landas http://bibt.ru
Mga uri ng laki. Nominal at maximum na sukat.
Kapag gumagawa ng mga bahagi, halos imposible na makakuha ng ganap na katumpakan ng dimensyon, tulad ng nabanggit kanina, ngunit hindi ito kinakailangan. Ito ay kilala na kung ang mga dimensional na paglihis ay hindi lalampas sa ilang mga halaga, kung gayon ang lahat ng mga bahagi na may ganitong mga sukat ay pantay na angkop para sa paggamit sa mga makina o mekanismo. Sa maraming mga kaso, hindi na kailangang makamit ang mataas na katumpakan ng pagproseso, dahil pinapataas nito ang gastos nito at, bilang karagdagan, tumatagal ng maraming oras.
Mayroong itinatag na mga limitasyon para sa mga paglihis mula sa mga sukat ng bahagi na ipinahiwatig sa pagguhit. Kung ang mga bahagi ay ginawa na lumalabag sa mga paglihis na ito, kung gayon ang pagpapalitan at tamang koneksyon ng mga bahagi sa kaukulang mga makina o mekanismo ay hindi makakamit.
Ang mga sukat na ipinahiwatig sa mga guhit ay nominal at marginal.
Ang nominal na laki ay ang pangunahing (kinakalkula) laki na ipinapakita sa pagguhit. Ito ay karaniwang ipinahiwatig sa pagguhit sa buong bilang ng isang milimetro, ngunit kung minsan ay matatagpuan din ang mga praksyon ng isang milimetro.
Ang aktwal na sukat ay ang sukat ng natapos na bahagi na tinutukoy ng direktang pagsukat.
Totoong sukat ang natapos na bahagi ay palaging mag-iiba mula sa laki na ipinahiwatig sa pagguhit (nominal). Bukod dito, ang laki ng paglihis na ito ay depende sa paraan ng paggawa ng bahagi, ang uri ng tool sa pagsukat at ang mga kwalipikasyon ng manggagawa. Kadalasan, ang aktwal na sukat ay mas malaki o mas maliit kaysa sa nominal na sukat. Gayunpaman, ang pagkakaiba sa pagitan ng nominal at aktwal na mga dimensyon ay hindi maaaring lumampas sa isang tiyak na halaga, dahil kung hindi, ang karagdagang pagproseso ng baras ay kinakailangan (kung, halimbawa, ang diameter ng butas na isinangkot dito ay masyadong maliit) o ang baras na ito ay hindi magagamit. sa lahat (kung ang diameter ng butas na isinangkot dito ay masyadong malaki). Samakatuwid, upang matukoy ang mga hangganan ng pagproseso, ang mga maximum na sukat ay naitatag.
Ang mga limitasyon sa laki ay ang mga laki sa pagitan ng kung saan nagbabago ang aktwal na laki. Ang isa sa mga sukat ng limitasyon (itaas na limitasyon) ay tinatawag na pinakamalaking sukat ng limitasyon, at ang isa pa (mas mababang limitasyon) ay tinatawag na pinakamaliit na sukat ng limitasyon. Ang aktwal na sukat ay hindi dapat mas mataas sa pinakamalaking limitasyon sa laki at mas mababa sa pinakamaliit na limitasyon sa laki.
Kung ang bahagi ay ginawa nang may katumpakan na nasa loob ng tinukoy na mga limitasyon sa laki, matutugunan nito ang mga teknikal na kinakailangan.
1. Mga pangunahing konsepto at kahulugan: nominal na laki, maximum na sukat, maximum na mga paglihis, tolerance, fit, clearance, interference. Magbigay ng diagram ng lokasyon ng tolerance field ng butas at baras para sa transitional fit. Ipahiwatig ang ipinahiwatig na mga konsepto dito at magbigay ng mga formula para sa koneksyon sa pagitan ng mga ito.
Ang mga sukat ay nahahati sa totoo, aktwal, limitasyon, nominal.
Tunay na Sukat– ilan ganap na halaga, na pinagsusumikapan namin sa pamamagitan ng pagpapabuti ng kalidad ng aming mga produkto.
Totoong sukat– laki ng elemento na itinatag ng mga sukat na may pinahihintulutang error.
Sa pagsasagawa, aktwal na sukat ang ginagamit sa halip na tunay na sukat.
Nominal na laki– ang laki na nauugnay kung saan tinutukoy ang pinakamataas na sukat at nagsisilbi ring panimulang punto para sa pagsukat ng mga paglihis. Para sa mga bahagi ng isinangkot, karaniwan ang nominal na sukat. Natutukoy ito sa pamamagitan ng mga kalkulasyon ng lakas, higpit, atbp., na bilugan sa pinakamataas na halaga isinasaalang-alang ang "normal na mga linear na sukat".
Mga normal na linear na sukat.
Ang mga normal na linear na dimensyon ay ginagamit upang bawasan ang iba't ibang dimensyon na itinalaga ng taga-disenyo kasama ang lahat ng kasunod na mga pakinabang (pagpapaliit ng hanay ng mga materyales, ang hanay ng pagsukat, pagputol at kasangkapan sa pagsukat atbp.).
Ang mga serye ng mga normal na linear na dimensyon ay mga geometric na progression na may denominator. Mayroong limang mga halaga sa isang hilera. Ang mga ugnayang ito ay pinapanatili para sa iba't ibang mga numerical na pagitan.
Unang hilera Ra 5 g = 10 = 1.6
0.1; 0.16; 0.25; 0.4; 0.63
1; 1.6; 2.5; 4; 6.3
10; 16; 25; 40; 63
100; 160; 250; 400; 630
Pangalawang hilera Ra 10 g = 10 = 1.25
1; 1.25; 1.6; 2.0; 2.5; 3.2; 4.0; 5.0; 6.3; 8.0
Kasama sa bawat susunod na row ang mga miyembro ng nauna.
Ikatlong hanay Ra 20 g = 10 = 1.12
Ikaapat na hilera Ra 40 g = 10 = 1.06
Kapag pumipili ng mga nominal na laki, ang nakaraang hilera ay mas kanais-nais kaysa sa susunod.
Ang nominal na laki ay ipinahiwatig para sa mga butas D at baras d.
Limitahan ang mga sukat: dalawang maximum na pinahihintulutang dimensyon ng isang elemento, kung saan ito dapat nasa pagitan, o kung saan ang aktwal na laki ay maaaring magkapantay.
Pinakamalaking sukat ng limitasyon: ang pinakamalaking pinahihintulutang laki ng elemento, nominal vice versa.
Dmax, Dmin, dmax, dmin
Upang gawing simple ang pagtatalaga ng mga maximum na sukat, ang mga maximum na paglihis mula sa nominal na laki ay ipinakilala sa mga guhit.
Ang upper limit deviation ES(es) ay ang algebraic na pagkakaiba sa pagitan ng pinakamalaking sukat ng limitasyon at ng nominal na laki.
EI = dmax –D para sa butas
es = dmax – d para sa baras
Ang lower limit deviation EI(ei) ay ang algebraic difference sa pagitan ng pinakamaliit na limit deviation at ang nominal na laki.
EI = dmin – D para sa butas
Ei = dmin – d para sa baras
Aktwal na paglihis ay tinatawag na algebraic na pagkakaiba sa pagitan ng tunay at nominal na laki.
Ang mga halaga ng paglihis ay maaaring positibo o negatibong numero.
Sa mga guhit ng mechanical engineering, linear, nominal, maximum na sukat, pati na rin ang mga deviations ay ipinahiwatig sa millimeters.
Ang mga angular na dimensyon at ang kanilang pinakamataas na paglihis ay ipinahiwatig sa mga degree, minuto, segundo na may mga unit na nakasaad.
Kung ang mga ganap na halaga ng mga paglihis ay pantay, 42 + 0.2; 120 + 2
Ang isang paglihis na katumbas ng zero ay hindi ipinahiwatig sa mga guhit; isang paglihis lamang ang ipinahiwatig - positibo sa itaas, negatibo sa ibaba.
Ang paglihis ay naitala sa huling makabuluhang digit. Para sa produksyon, hindi ang paglihis ang mas mahalaga, ngunit ang lapad ng pagitan, na tinatawag na pagpapaubaya.
Ang pagpapaubaya ay ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon o ang ganap na halaga ng algebraic na pagkakaiba sa pagitan ng upper at lower deviations.
TD = Dmax – Dmin = ES – EI
Td = dmax – dmin = es - ei
Ang pagpapaubaya ay palaging positibo; tinutukoy nito ang pinahihintulutang dispersion field ng mga aktwal na sukat ng mga bahagi sa isang batch na itinuturing na angkop, ibig sabihin, tinutukoy nito ang tinukoy na katumpakan ng pagmamanupaktura.
Ang rational tolerance assignment ay isang mahalagang gawain na pinagsasama ang pang-ekonomiya at kalidad na mga kinakailangan sa produksyon.
Habang tumataas ang pagpapaubaya, ang kalidad ng mga produkto, bilang panuntunan, ay lumalala, ngunit bumababa ang halaga ng produksyon.
Ang espasyo sa diagram na nililimitahan ng mga linya ng upper at lower deviations ay tinatawag tolerance zone.
Isang pinasimple na representasyon ng mga patlang ng pagpapaubaya, kung saan ang mga pattern ng butas at baras wala.
Halimbawa: Bumuo ng isang diagram ng lokasyon ng tolerance field para sa mga shaft na may nominal na sukat na 20 at maximum deviations
1. es = + 0.02 2. es = + 0.04
ei = - 0.01 ei = + 0.01
T1 = + 0.0.01) = 0.03 mm T2 = 0.04 – 0.01 = 0.03 mm
Ang paghahambing na katumpakan ng mga bahagi 1 at 2 ay pareho. Ang criterion ng katumpakan ay tolerance T1 = T2, ngunit ang mga field ng tolerance ay iba, dahil naiiba ang mga ito sa lokasyon na nauugnay sa nominal na laki.
Indikasyon ng mga paglihis sa mga guhit.
 dmax = d + es
dmax = d + es
Kaugnay ng konsepto ng interchangeability ay ang konsepto ng kaangkupan ng isang bahagi. Ang anumang tunay na bahagi ay magiging angkop kung:
dmin< dr < dmax
ei< er < es
Halimbawa: shafts
dr1 = 20.03 – wasto
dr2 = 20.05 – naitatama na depekto
dr3 = 20.0 - hindi naitatama na depekto
Ang konsepto ng pagtatanim.
Ang fit ay ang likas na katangian ng koneksyon ng mga bahagi, na tinutukoy ng laki ng puwang o pagkagambala.
Ang agwat ay ang pagkakaiba sa pagitan ng mga sukat ng butas at ng baras, kung ang laki ng butas mas malaking sukat baras
Ang mga movable joints ay nailalarawan sa pagkakaroon ng mga gaps.
Ang kagustuhan ay ang pagkakaiba sa pagitan ng mga sukat ng baras at ang butas bago ang pagpupulong, kung ang laki ng baras ay mas malaki kaysa sa laki ng butas.
Ang mga nakapirming koneksyon ay karaniwang nailalarawan sa pagkakaroon ng pagkagambala.
Mayroong tatlong uri ng mga akma: may clearance, interference at pansamantala.
Transitional landings.
Transitional - magkasya kung saan posible na makakuha ng parehong puwang at isang interference na magkasya sa mga joints (ang tolerance field ng butas at shaft ay nagsasapawan nang bahagya o ganap).
Mga nakapirming koneksyon.
Ang mga transitional landings ay kinakalkula sa Smax at Nmax.
Smax = Dmax – dmin = ES – ei
Nmax = dmax – Dmin =es – EI
2. Mga paglihis mula sa parallelism, perpendicularity at inclination ng mga ibabaw at axes, ang kanilang normalisasyon at mga halimbawa ng pagtatalaga sa pagguhit.
Mga paglihis ng lokasyon sa ibabaw.
Paglihis ng aktwal na lokasyon sa ibabaw mula sa pinakamaliit na lokasyon nito.
Mga uri ng paglihis ng lokasyon.
 Paglihis mula sa paralelismo– ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na distansya sa pagitan ng mga eroplano sa loob ng normalized na lugar.
Paglihis mula sa paralelismo– ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na distansya sa pagitan ng mga eroplano sa loob ng normalized na lugar.
Paglihis mula sa perpendicularity ng mga eroplano- paglihis ng anggulo sa pagitan ng mga eroplano mula sa tamang anggulo, na ipinahayag sa mga linear na yunit sa haba ng standardized na seksyon.
 Paglihis mula sa pagkakahanay– ang pinakamalaking distansya (Δ1, Δ2) sa pagitan ng axis ng ibabaw ng pag-ikot na isinasaalang-alang at ng karaniwang axis ng pag-ikot.
Paglihis mula sa pagkakahanay– ang pinakamalaking distansya (Δ1, Δ2) sa pagitan ng axis ng ibabaw ng pag-ikot na isinasaalang-alang at ng karaniwang axis ng pag-ikot.
 Paglihis mula sa symmetry na nauugnay sa reference plane– ang pinakamalaking distansya sa pagitan ng eroplano ng simetriya ng elementong isinasaalang-alang at ang eroplano ng simetriya ng batayang elemento sa loob ng normalized na lugar ay tinatawag.
Paglihis mula sa symmetry na nauugnay sa reference plane– ang pinakamalaking distansya sa pagitan ng eroplano ng simetriya ng elementong isinasaalang-alang at ang eroplano ng simetriya ng batayang elemento sa loob ng normalized na lugar ay tinatawag.
Upang kontrolin ang pagkakahanay, ginagamit ang mga espesyal na aparato.
 Ang mga paglihis ng hugis ay dapat na hindi kasama sa mga paglihis ng lokasyon, samakatuwid mga paglihis ng lokasyon(mula sa parallelism, perpendicularity, coaxiality, atbp.) ay sinusukat mula sa katabing tuwid na mga linya at ibabaw, na muling ginawa gamit ang mga karagdagang paraan: mga tuwid na gilid, mga roller, mga parisukat o mga espesyal na aparato.
Ang mga paglihis ng hugis ay dapat na hindi kasama sa mga paglihis ng lokasyon, samakatuwid mga paglihis ng lokasyon(mula sa parallelism, perpendicularity, coaxiality, atbp.) ay sinusukat mula sa katabing tuwid na mga linya at ibabaw, na muling ginawa gamit ang mga karagdagang paraan: mga tuwid na gilid, mga roller, mga parisukat o mga espesyal na aparato.
![]()
Upang kontrolin ang pagkakahanay, ginagamit ang mga espesyal na device:
Bilang mga panlahat na remedyo Upang makontrol ang mga paglihis, malawakang ginagamit ang mga coordinate measuring machine.
3. Mga paraan ng pagsukat at ang kanilang mga pagkakaiba.
Ayon sa paraan ng pagkuha ng resulta ng pagsukat, nahahati sila sa:
Direktang pagsukat– ito ay isang pagsukat kung saan ang nais na halaga ng isang dami ay direktang matatagpuan mula sa pang-eksperimentong data.
Hindi direktang pagsukat– ang nais na halaga ay matatagpuan mula sa kilalang ugnayan sa pagitan ng nais na halaga at mga dami na tinutukoy ng mga direktang sukat
 y=f(a, b,c..h)
y=f(a, b,c..h)
Pagpapasiya ng density ng isang homogenous na katawan sa pamamagitan ng mass at geometric na sukat nito.
Mayroong 2 paraan ng pagsukat: ang paraan ng direktang pagtatasa at ang paraan ng paghahambing sa isang sukat.
Direktang pamamaraan ng pagtatasa– ang halaga ng dami ay direktang tinutukoy mula sa aparato sa pagbabasa ng aparato sa pagsukat.
Upang gawin ito, kinakailangan na ang hanay ng mga pagbabasa ng sukat ay mas malaki kaysa sa halaga ng sinusukat na halaga.
Gamit ang direct assessment method (DO), ang device ay ia-adjust sa zero gamit ang base surface ng device. Sa ilalim ng impluwensya ng iba't ibang mga kadahilanan (mga pagbabago sa temperatura, halumigmig, panginginig ng boses, atbp.), Ang isang pagbabago sa zero ay maaaring mangyari. Samakatuwid, kinakailangan na pana-panahong suriin at ayusin nang naaayon.
Paraan ng paghahambing– ang sinusukat na halaga ay inihambing sa halagang ginawa ng panukat. Kapag nagsusukat sa pamamagitan ng paghahambing sa isang sukat resulta ng pagmamasid ay ang paglihis ng sinusukat na dami mula sa halaga ng panukat. Ang halaga ng sinusukat na dami mula sa halaga ng sukat. Ang halaga ng sinusukat na dami ay nakukuha sa pamamagitan ng algebraic na pagsusuma ng halaga ng sukat at ang paglihis mula sa panukalang ito, na tinutukoy mula sa pagbabasa ng device.
L=M+P
 Direktang pamamaraan ng pagtatasa Paraan ng paghahambing
Direktang pamamaraan ng pagtatasa Paraan ng paghahambing
DP>L DP>L-M
Ang pagpili ng paraan ng pagsukat ay tinutukoy ng kaugnayan sa pagitan ng hanay ng mga pagbabasa ng instrumento sa pagsukat at ang halaga ng sinusukat na dami.
Kung ang hanay ay mas mababa sa sinusukat na halaga, pagkatapos ay gamitin ang paraan ng paghahambing.
Ang paraan ng paghahambing ay ginagamit kapag sinusukat at kinokontrol ang mga bahagi sa mass at serial production, ibig sabihin, kapag walang madalas na muling pagsasaayos ng aparato sa pagsukat.
Para sa mga linear na sukat, ang pagkakaiba sa pagitan ng dalawang pamamaraan ay: - kamag-anak, dahil ang pagsukat ay palaging mahalagang paghahambing sa isang yunit, na kahit papaano ay likas sa instrumento sa pagsukat.
1. Mga katangian ng sistema ng tolerances at akma ng makinis na cylindrical joints: normal na temperatura, tolerance unit, kwalipikasyon, tolerance formula, diameter interval at tolerance series.
2. Mga parameter ng pagkamagaspang Ra, Rz, Rmax. Standardisasyon at mga halimbawa ng pagtatalaga ng pagkamagaspang sa ibabaw sa isang pagguhit gamit ang mga parameter na ito.
3. Pinababang diameter ng panlabas na sinulid. Kabuuang tolerance ng average na diameter ng thread. Mga kondisyon ng pagiging angkop para sa mga panlabas na thread kasama ang average na diameter. Isang halimbawa ng pagpapakita ng katumpakan ng isang bolt thread sa isang drawing.
1. Mga katangian ng sistema ng tolerances at akma para sa makinis na cylindrical joints: pangunahing mga deviations ng shafts at butas at layout diagram, tolerance range at ang pagtatalaga nito, ginustong tolerance range at ang kanilang mga diagram ng lokasyon.
2. Mga parameter ng pagkamagaspang, S at Sm. Standardisasyon at mga halimbawa ng pagtatalaga ng pagkamagaspang sa ibabaw sa isang pagguhit gamit ang mga parameter na ito.
3. Pag-uuri ng mga gear sa pamamagitan ng functional na layunin. Mga halimbawa ng precision notation mga gulong ng gear.
1. Tatlong uri ng fit, layout ng tolerance field at katangian ng mga fit na ito. Mga halimbawa ng pagtatanim ng mga pagtatalaga sa mga guhit.
2. Parameter ng pagkamagaspang tp. Normalization at mga halimbawa ng pagtatalaga ng pagkamagaspang sa ibabaw sa isang pagguhit gamit ang parameter na ito.
3. Mga error sa pagsukat. Pag-uuri ng mga bahagi ng error sa pagsukat ayon sa mga dahilan ng kanilang paglitaw.
1. Tatlong uri ng mga landing sa sistema ng butas. Mga diagram ng layout ng mga patlang ng pagpapaubaya at mga halimbawa ng pagtatalaga ng mga akma sa sistema ng butas sa pagguhit.
2. Mga paglihis sa hugis ng mga cylindrical na ibabaw, ang kanilang normalisasyon at mga halimbawa ng pagtatalaga sa mga guhit ng mga pagpapaubaya para sa hugis ng mga cylindrical na ibabaw.
3. Ibinigay ang average na panloob na diameter ng thread. Kabuuang tolerance ng average na diameter ng thread. Mga kondisyon ng pagiging angkop para sa panloob na mga thread kasama ang average na diameter. Isang halimbawa ng pagtatalaga ng katumpakan ng nut sa isang guhit.
1. Tatlong uri ng mga akma sa sistema ng baras. Layout diagram ng tolerance field at mga halimbawa ng pagtatalaga ng mga akma sa shaft system sa drawing.
2. Mga paglihis sa hugis ng mga patag na ibabaw. Ang kanilang standardisasyon at mga halimbawa ng pagtatalaga sa pagguhit ng mga pagpapaubaya para sa hugis ng mga patag na ibabaw.
3. Standardisasyon ng katumpakan ng mga gears at gears. Ang prinsipyo ng pagsasama-sama ng mga antas ng katumpakan. Mga halimbawa ng mga pagtatalaga ng katumpakan ng gear.
1. Landings na may puwang. Mga scheme para sa lokasyon ng tolerance field sa hole system at shaft system. Application ng clearance landings at mga halimbawa ng pagtatalaga sa mga guhit.
2. Mga prinsipyo ng standardisasyon ng mga paglihis ng hugis at pagtatalaga ng mga pagpapaubaya ng hugis sa mga guhit. Mga paglihis sa hugis ng mga ibabaw, mga pangunahing kahulugan.
3. Random na mga error sa pagsukat at ang kanilang pagtatasa.
1. Ang kagustuhan ay angkop. Mga scheme para sa lokasyon ng tolerance field sa butas at shaft system. Application ng interference fit at mga halimbawa ng pagtatalaga sa mga guhit.
2. mga parameter ng taas ng pagkamagaspang sa ibabaw. Standardisasyon at mga halimbawa ng pagtatalaga ng pagkamagaspang sa ibabaw sa mga guhit gamit ang mga parameter ng taas.
3. Standardisasyon ng metric thread accuracy. Mga halimbawa ng mga pagtatalaga sa mga guhit para sa mga kabit ng mga sinulid na koneksyon na may clearance.
1. Transitional landings. Mga scheme para sa lokasyon ng tolerance field sa shaft at hole system. Application ng transitional landings at mga halimbawa ng pagtatalaga sa pagguhit.
2. Hakbang na mga parameter ng pagkamagaspang sa ibabaw. Standardisasyon at mga halimbawa ng pagtatalaga ng pagkamagaspang sa ibabaw sa isang pagguhit gamit ang mga parameter ng hakbang.
3. Kinematic accuracy ng gears at gears, ang standardization nito. Isang halimbawa ng pagtatalaga ng katumpakan ng gear para sa mga reference na gear.
2. Parameter ng kagaspangan ng hugis. Standardisasyon at mga halimbawa ng pagtatalaga ng pagkamagaspang sa ibabaw sa mga guhit gamit ang parameter ng hugis.
3. Mga sistematikong error sa pagsukat, mga pamamaraan para sa kanilang pagtuklas at pag-aalis.
2. Pagtatalaga ng pagkamagaspang sa ibabaw sa mga guhit. Mga halimbawa ng pagtatalaga ng pagkamagaspang sa ibabaw, uri ng pagproseso na hindi tinukoy ng taga-disenyo; naproseso na may pag-alis ng isang layer ng materyal; pinananatili sa kondisyon ng paghahatid; naproseso nang hindi inaalis ang isang layer ng materyal.
3. Pangunahing mga deviations ng thread diameters para sa clearance fit at ang kanilang arrangement diagram. Ang mga halimbawa ng pagtatalaga ng panukat na sinulid ay akma sa mga guhit.
1. Landings na may clearance. Mga scheme para sa lokasyon ng mga patlang ng pagpapaubaya para sa mga landing na may puwang sa sistema ng butas. Ipakita kung paano magbabago ang Smax, Smin, Sm, Ts kapag ang mga tolerance ng mga bahagi na konektado ay nagbabago ng isang grado. Mga halimbawa ng pagtatalaga sa mga guhit ng mga landing na may puwang sa sistema ng butas.
2. Mga paglihis sa lokasyon ng mga ibabaw, ang kanilang normalisasyon at mga halimbawa ng pagtatalaga sa mga guhit ng mga pagpapaubaya para sa lokasyon ng mga ibabaw.
3. Kontak ng mga ngipin sa gear at ang normalisasyon nito. Isang halimbawa ng pagtatalaga ng katumpakan ng gear para sa isang power transmission.
1. Ang interference ay umaangkop, ang mga layout diagram ng tolerance field para sa interference ay umaangkop sa hole system. Ipakita kung paano magbabago ang Nmax, Nmin, Nm, TN kapag ang mga tolerance ng mga bahaging konektado ay nagbabago ng isang grado. Ang mga halimbawa ng pagtatalaga sa mga guhit ng interference ay umaangkop sa isang sistema ng butas.
2. Ang pagkamagaspang sa ibabaw, ang mga dahilan ng paglitaw nito. Standardisasyon ng pagkamagaspang sa ibabaw at mga halimbawa ng pagtatalaga sa mga guhit.
3. Pagpili ng mga instrumento sa pagsukat.
1. Transitional fit, layout diagram ng tolerance field para sa transitional fit sa hole system. Ipakita kung paano magbabago ang Smax, Smin, Sm(Nm), TSN kapag ang mga tolerance ng mga bahaging konektado ay nagbabago ng isang grado. Mga halimbawa ng pagtatalaga sa mga guhit ng transitional fit sa isang sistema ng butas.
2. Mga paglihis mula sa pagkakahanay at intersection ng mga palakol, ang kanilang normalisasyon at mga halimbawa ng pagtatalaga sa mga guhit.
3. Standardisasyon at pagtatalaga ng panlabas na katumpakan ng thread sa mga guhit.
1. Landings na may clearance. Layout ng tolerance field para sa clearance ay umaangkop sa shaft system. Ipakita kung paano magbabago ang Smax, Smin, Sm, Ts kapag ang mga tolerance ng mga bahagi na konektado ay nagbabago ng isang grado. Mga halimbawa ng pagtatalaga sa mga guhit ng mga landing na may puwang sa sistema ng baras.
2. Paglihis mula sa simetrya at positional deviation, ang kanilang normalisasyon at mga halimbawa ng pagtatalaga sa mga guhit.
3. Makinis na operasyon ng mga gears at gears, ang normalisasyon nito. Isang halimbawa ng precision designation ng isang gear para sa high-speed transmission.
1. Ang interference ay umaangkop, ang mga layout diagram ng tolerance field para sa interference ay umaangkop sa shaft system. Ipakita kung paano magbabago ang Nmax, Nmin, Nm, TN kapag ang mga tolerance ng mga bahaging konektado ay nagbabago ng isang grado. Ang mga halimbawa ng pagtatalaga sa mga guhit ng interference ay umaangkop sa sistema ng baras.
2. Radial at axial runout, ang kanilang standardisasyon at mga halimbawa ng pagtatalaga sa pagguhit.
3. Pagproseso ng matematika ng mga resulta ng pagmamasid. Form para sa paglalahad ng resulta ng pagsukat.
1. Transitional fit, layout diagram ng tolerance field para sa transitional fit sa shaft system. Ipakita kung paano magbabago ang Smax, Smin, Sm(Nm), TSN kapag ang mga tolerance ng mga bahaging konektado ay nagbabago ng isang grado. Mga halimbawa ng pagtatalaga sa mga guhit ng transitional fit sa sistema ng baras.
2. Mga parameter ng pagkamagaspang Ra, Rz, Rmax. Mga halimbawa ng paggamit ng mga parameter na ito upang gawing normal ang pagkamagaspang sa ibabaw.
3. Mga prinsipyo para sa pagtiyak ng pagpapalitan ng mga sinulid na koneksyon. Mga halimbawa ng pagmamarka ng katumpakan ng mga sinulid na koneksyon sa mga guhit.
1. Landings na may gap at ang kanilang pagkalkula (pagpili). Ang pagtatalaga ng mga landing na may puwang sa mga guhit. Mga halimbawa ng aplikasyon ng ginustong clearance fit.
2. Surface roughness parameters Sm at S. Mga halimbawa ng paggamit ng mga parameter na ito para gawing normal ang surface roughness.
3.Error sa pagsukat at mga bahagi nito. Pagsusuma ng mga error sa direkta at hindi direktang mga sukat.
1. Ang kagustuhan ay umaangkop at ang kanilang pagkalkula (pagpili). Ang pagtatalaga ng interference ay umaangkop sa mga guhit. Ang mga halimbawa ng aplikasyon ng ginustong interference ay umaangkop.
2. Parameter ng pagkamagaspang tp at mga halimbawa ng paggamit nito para sa pag-normalize ng pagkamagaspang sa ibabaw.
3. Mga uri ng pagsasama ng mga ngipin ng gulong sa paghahatid. Mga halimbawa ng mga pagtatalaga ng katumpakan ng gear.
1. Transitional landings at ang kanilang pagkalkula (pagpili). Ang pagtatalaga ng mga transitional landings sa mga guhit. Mga halimbawa ng paggamit ng ginustong transitional landings.
2. Ang prinsipyo ng kagustuhan, serye ng mga ginustong numero.
3. Ang konsepto ng kontrol, kontrol sa pamamagitan ng paglilimita sa mga kalibre. Layout ng tolerance field ng mga gauge para sa inspeksyon ng butas. Pagkalkula at pagtatalaga sa mga guhit ng mga ehekutibong sukat ng plug gauge.
1. Mga kabit ng rolling bearings sa mga koneksyon sa housing at shaft at layout ng tolerance field. Mga halimbawa ng pagtatalaga ng mga landing ng rolling bearings sa pagguhit.
2. Ang konsepto ng pagpapalitan at mga uri nito.
3. Standardisasyon at pagtatalaga ng panloob na katumpakan ng thread sa mga guhit.
1. Ang pagpili ng mga landing ng rolling bearings depende sa uri ng pag-load ng mga singsing at ang katumpakan ng klase ng tindig. Mga halimbawa ng pagtatalaga ng mga rolling bearing landings sa mga guhit.
3. Ang konsepto ng kontrol, kontrol sa pamamagitan ng paglilimita sa mga kalibre. Layout diagram ng tolerance field ng mga gauge para sa inspeksyon ng baras. Pagkalkula at pagtatalaga sa mga guhit ng mga as-built na sukat ng mga staple gauge.
1. Layout diagram ng tolerance field sa mga koneksyon ng rolling bearings na may shaft at housing. Mga halimbawa ng pagtatalaga ng mga rolling bearing landings sa mga guhit.
2. Siyentipiko at teknikal na mga prinsipyo ng standardisasyon. Ang papel ng standardisasyon sa pagtiyak ng kalidad ng produkto.
3. Lateral clearance sa mga gear at normalisasyon nito. Mga halimbawa ng mga pagtatalaga ng katumpakan ng gear.
1. Sistema ng butas. Layout ng tolerance field para sa tatlong uri ng fit sa hole system. Mga halimbawa ng pagtatalaga ng mga akma sa sistema ng butas sa pagguhit.
2. Pag-iisa, pagpapasimple, typification at pagsasama-sama at ang kanilang papel sa pagpapabuti ng kalidad ng mga makina at instrumento.
3. Diametric na kabayaran para sa mga error sa pitch at thread profile angle. Isang halimbawa ng pagtatalaga ng katumpakan ng isang bolt thread na may haba ng make-up na iba sa normal.
1. Sistema ng baras. Layout ng tolerance field para sa tatlong uri ng fit sa shaft system. Mga halimbawa ng pagtatalaga ng mga akma sa sistema ng baras sa mga guhit.
2. Kalidad ng produkto at mga pangunahing tagapagpahiwatig nito. Sertipikasyon ng kalidad ng produkto.
3. External thread tolerance field at ang pagtatalaga nito. Limitahan ang mga contour ng mga panlabas na thread at mga kondisyon ng bisa.
Ang mga sukat ng mga bahagi ng makina ay itinatag ng taga-disenyo na nagdidisenyo ng isang partikular na makina (o bahagi), na batay sa isang malawak na iba't ibang mga kinakailangan. Ito ang mga sukat na ito na ipinahiwatig sa pagguhit ng bahagi at tinatawag na nominal.
Nakita namin sa itaas na para sa isang bilang ng mga kadahilanan na imposibleng iproseso ang anumang bahagi upang ang mga sukat nito na nakuha pagkatapos ng pagproseso ay eksaktong nag-tutugma sa mga nominal.
Ang mga sukat na nakuha pagkatapos ng pagproseso ay napagkasunduan na tawaging aktuwal. Kaya, ang aktwal na sukat ng bahagi ay ang sukat na tinutukoy ng pagsukat.
Ang pagkakaiba sa pagitan ng aktwal at nominal na laki ay tinatawag na size deviation o simpleng deviation.
Limitahan ang mga sukat. Ang aktwal na mga sukat ng magkatulad na bahagi, kahit na may parehong paraan ng pagproseso, ay hindi katumbas ng bawat isa, ngunit nagbabago sa loob ng ilang mga limitasyon.
Ang mga limitasyon sa laki ay yaong sa pagitan ng kung saan ang aktwal na laki ay maaaring magbago. Ang isa sa kanila ay tinatawag na pinakamalaking, ang isa pa - ang pinakamaliit na sukat ng limitasyon.
Ang kinakailangang katangian ng pagpapares ng dalawang bahagi ay nilikha, malinaw naman, kung ang pinahihintulutang maximum na mga sukat ng mga bahagi ay itinatag nang maaga sa eksperimento o sa pamamagitan ng pagkalkula at ang aktwal na mga sukat ay nasa pagitan ng maximum.
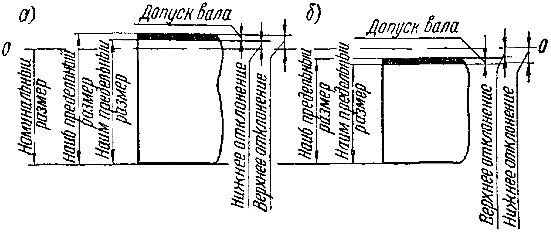
kanin. 76 Limitahan ang mga sukat at paglihis ng mga sukat ng baras
Depende sa likas na katangian ng fit, ang pinakamalaki at pinakamaliit na maximum na sukat ng baras ay maaaring mas malaki (Larawan 76, a) o mas maliit (Larawan 76, b) ang nominal na sukat nito. Sa parehong paraan, ang pinakamalaki at pinakamaliit na naglilimita sa mga sukat ng butas ay maaaring mas malaki (Larawan 77, a) o mas maliit (Larawan 77, 6) kaysa sa nominal na sukat nito.
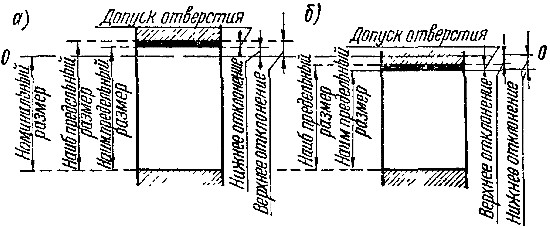
kanin. 77. Limitahan ang mga sukat at paglihis ng mga sukat ng butas
Bilang karagdagan sa mga ratio ng maximum at nominal na laki ng mga shaft at butas na nakalista lamang, posible ang iba pang mga kaso.
Sa Fig. 76 at 77 ang mga titik 00 ay nagpapahiwatig ng tinatawag na zero line. Ito ay tumutugma sa nominal diameter ng baras o butas at nagsisilbing panimulang punto para sa pagsukat ng mga paglihis mula sa nominal na laki.
Mga sukat sa mga guhit
Panimula
Sa mga kondisyon ng mass production, mahalagang tiyakin pagpapalit-palit magkaparehong bahagi. Ang pagpapalitan ay nagpapahintulot sa iyo na palitan ang isang bahagi na nasira sa panahon ng pagpapatakbo ng mekanismo ng isang ekstrang isa. Ang bagong bahagi ay dapat na eksaktong tumugma sa laki at hugis ng isa na pinapalitan.
Ang pangunahing kondisyon para sa pagpapalitan ay ang paggawa ng mga bahagi na may isang tiyak na katumpakan. Ang katumpakan ng pagmamanupaktura ng isang bahagi ay dapat ipahiwatig sa mga guhit sa pamamagitan ng pinahihintulutang maximum na mga paglihis.
Ang mga ibabaw kung saan ang mga bahagi ay konektado ay tinatawag pagsasama . Sa koneksyon ng dalawang bahagi na magkasya sa isa't isa, ang isang pagkakaiba ay ginawa sa pagitan ng babae na ibabaw at ang lalaki na ibabaw. Ang pinakakaraniwang koneksyon sa mechanical engineering ay mga koneksyon na may cylindrical at flat parallel surface. Sa isang cylindrical na koneksyon, ang ibabaw ng butas ay sumasakop sa ibabaw ng baras (Larawan 1, a). Ang takip na ibabaw ay karaniwang tinatawag butas , sumasaklaw - baras . Ang parehong mga termino butas At baras kondisyon na ginagamit upang italaga ang anumang iba pang hindi cylindrical na lalaki at babae na ibabaw (Larawan 1, b).
kanin. 1. Pagpapaliwanag ng mga termino butas At baras
Landing
Ang anumang operasyon ng pag-assemble ng mga bahagi ay nagsasangkot ng pangangailangan na kumonekta o, gaya ng sinasabi nila, halaman isang detalye sa isa pa. Kaya ang expression na pinagtibay sa teknolohiya landing upang ipahiwatig ang likas na katangian ng koneksyon ng mga bahagi.
Sa ilalim ng termino landing maunawaan ang antas ng kadaliang mapakilos ng mga naka-assemble na bahagi na may kaugnayan sa bawat isa.
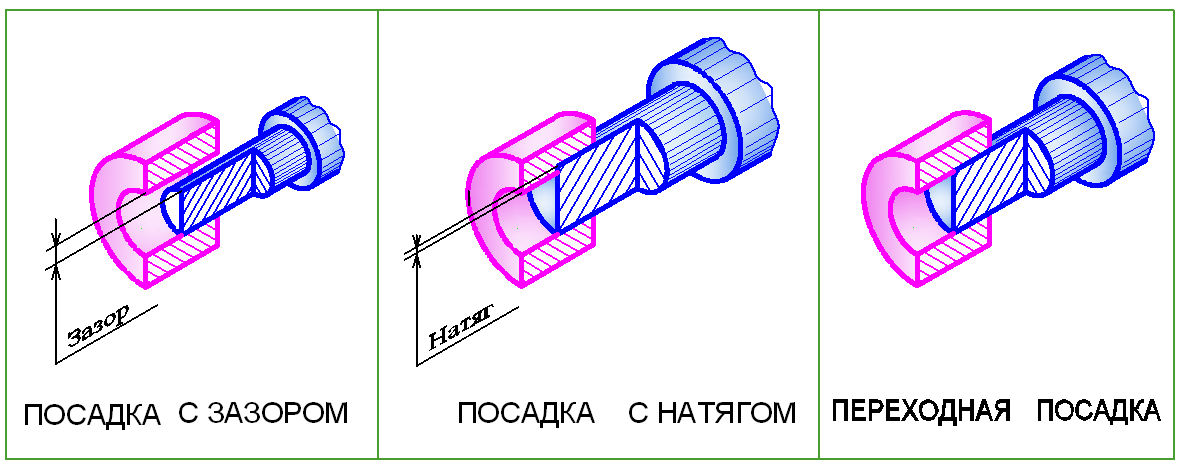
Mayroong tatlong grupo ng mga landing: may clearance, may interference at transitional.
Landings na may clearance
Gap ang pagkakaiba sa pagitan ng mga sukat ng butas D at ng baras d ay tinatawag kung ang laki ng butas ay mas malaki kaysa sa laki ng baras (Larawan 2, a). Tinitiyak ng puwang ang libreng paggalaw (pag-ikot) ng baras sa butas. Samakatuwid, ang mga landing na may puwang ay tinatawag movable landings. Kung mas malaki ang puwang, mas malaki ang kalayaan sa paggalaw. Gayunpaman, sa katotohanan, kapag nagdidisenyo ng mga makina na may mga movable landings, pinili ang isang puwang na magpapaliit sa koepisyent ng friction sa pagitan ng baras at ng butas.
kanin. 2. Landings
Tama ang kagustuhan
Para sa mga akmang ito, ang diameter ng butas D ay mas mababa kaysa sa diameter ng baras d (Larawan 2, b). Sa katotohanan, ang koneksyon na ito ay maaaring gawin sa ilalim ng presyon, kapag ang babaeng bahagi (butas) ay pinainit at (o) ang lalaki na bahagi (shaft) ay pinalamig.
Ang mga kagustuhang landing ay tinatawag nakapirming landing , dahil ang magkaparehong paggalaw ng mga konektadong bahagi ay hindi kasama.
Transitional landings
Ang mga akma na ito ay tinatawag na transisyonal dahil bago i-assemble ang baras at butas imposibleng sabihin kung ano ang mangyayari sa koneksyon - isang puwang o isang interference fit. Nangangahulugan ito na sa transitional fit ang diameter ng butas D ay maaaring mas maliit, mas malaki o katumbas ng shaft diameter d (Fig. 2, c).
Sukat tolerance. Larangan ng pagpaparaya. Kalidad ng katumpakan Pangunahing konsepto
Ang mga sukat sa mga bahaging guhit ay binibilang ang laki ng mga geometric na hugis ng isang bahagi. Ang mga sukat ay nahahati sa nominal, aktwal at nililimitahan (Larawan 3).
Nominal na laki - ito ang pangunahing kinakalkula na sukat ng bahagi, isinasaalang-alang ang layunin nito at ang kinakailangang katumpakan.
Nominal na laki ng koneksyon - ito ang karaniwang (parehong) laki para sa butas at baras na bumubuo sa koneksyon. Ang mga nominal na dimensyon ng mga bahagi at koneksyon ay hindi pinili nang basta-basta, ngunit ayon sa GOST 6636-69 "Normal linear na sukat". Sa totoong produksyon, kapag gumagawa ng mga bahagi, ang mga nominal na dimensyon ay hindi mapapanatili at samakatuwid ang konsepto ng aktwal na mga sukat ay ipinakilala.
Totoong sukat – ito ang sukat na nakuha sa panahon ng paggawa ng bahagi. Palagi itong naiiba sa nominal na halaga pataas o pababa. Ang mga pinahihintulutang limitasyon ng mga paglihis na ito ay itinatag sa pamamagitan ng pinakamataas na sukat.
Limitahan ang mga sukat pangalanan ang dalawang halaga ng hangganan sa pagitan ng kung saan ang aktwal na sukat ay dapat magsinungaling. Ang mas malaki sa mga halagang ito ay tinatawag pinakamalaking limitasyon sa laki, mas kaunti – pinakamaliit na limitasyon sa sukat. Sa pang-araw-araw na pagsasanay, sa mga guhit ng mga bahagi, kaugalian na ipahiwatig ang pinakamataas na sukat sa pamamagitan ng mga paglihis mula sa nominal.
Pinakamataas na paglihis ay ang algebraic na pagkakaiba sa pagitan ng maximum at nominal na laki. May mga upper at lower deviations. Upper deviation ay ang algebraic na pagkakaiba sa pagitan ng pinakamalaking sukat ng limitasyon at ng nominal na laki. Ibaba paglihis ay ang algebraic na pagkakaiba sa pagitan ng pinakamaliit na sukat ng limitasyon at ng nominal na laki.
Ang nominal na laki ay nagsisilbing panimulang punto para sa mga paglihis. Maaaring positibo, negatibo o katumbas ng zero ang mga paglihis. Sa mga talahanayan ng mga pamantayan, ang mga paglihis ay ipinahiwatig sa micrometers (µm). Sa mga guhit, ang mga paglihis ay karaniwang ipinahiwatig sa millimeters (mm).
Aktwal na paglihis ay ang algebraic na pagkakaiba sa pagitan ng tunay at nominal na laki. Ang bahagi ay itinuturing na katanggap-tanggap kung ang aktwal na paglihis ng laki na sinusuri ay nasa pagitan ng upper at lower deviations.
Sukat tolerance ay ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit na sukat ng limitasyon o ang ganap na halaga ng algebraic na pagkakaiba sa pagitan ng upper at lower deviations.
Sa ilalim kalidad maunawaan ang isang hanay ng mga pagpapaubaya na nag-iiba depende sa nominal na laki. 19 na mga kwalipikasyon ang naitatag, na tumutugma sa iba't ibang antas ng katumpakan sa paggawa ng isang bahagi. Para sa bawat kwalipikasyon, isang serye ng tolerance field ang ginawa
Larangan ng pagpaparaya – ito ay isang field na nililimitahan ng upper at lower deviations. Ang lahat ng mga patlang ng pagpapaubaya para sa mga butas at shaft ay ipinahiwatig ng mga titik ng alpabetong Latin: para sa mga butas - sa malalaking titik (H, K, F, G, atbp.); para sa mga shaft - lowercase (h, k, f, g, atbp.).
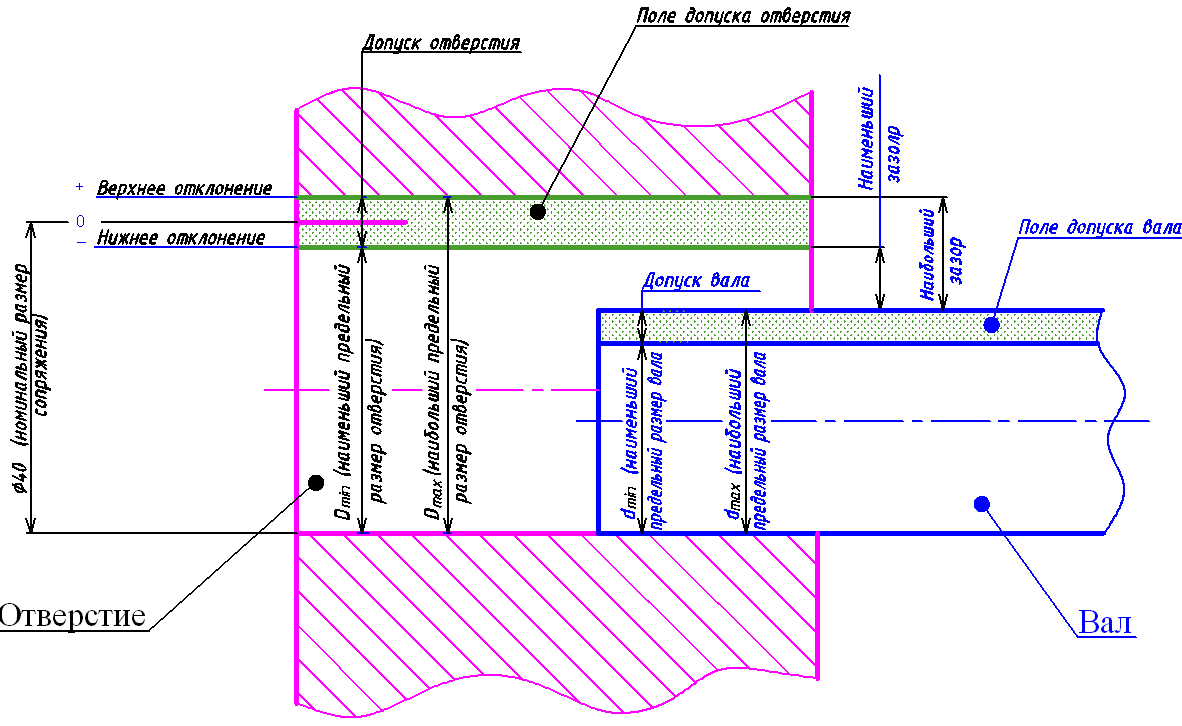
kanin. 3. Mga paliwanag ng mga termino