
Что значит допуск. Допуски и посадки.Измерительный инструмент
Полнотекстовый поиск:
Главная > Реферат >Промышленность, производство
Глава 1. Система отверстия и система вала. Особенности,
отличия, преимущества………………………………………………….3
1.1.Понятия «вал» и «отверстие»……………………………………………...3
1.2. Расчет параметров посадки и калибров для сопряжения в
системах отверстия и вала………………………………………………….6
Глава 2. Допуски и посадки шпоночных соединений………………………...10
2.1.Допуски резьбы……………………………………………………………15
2.2. Допуск размера. Поле допуска…………………………………………..18
2.3. Образование полей допусков и посадок………………………………..19
Глава 3. Системы допусков и посадок………………………………………..21
3.1.Схемы расположения полей допусков стандартных сопряжений……….23
Список использованной литературы…………………………………………..30
Глава 1. Система отверстия и система вала. Особенности, отличия, преимущества
1.1.Понятия «вал» и «отверстие»
Конструктивно любая деталь состоит из элементов (поверхностей) различной геометрической формы, часть из которых взаимодействует (образует посадки-сопряжения) с поверхностями других деталей, а остальная часть элементов является свободной (несопрягаемой). В терминологии по допускам и посадкам размеры всех элементов деталей независимо от их формы условно делят на три группы: размеры валов, размеры отверстий и размеры, не относящиеся к валам и отверстиям.
Вал - термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы, и соответственно сопрягаемых размеров.
Отверстие - термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая нецилиндрические элементы, и соответственно сопрягаемых размеров.
Для сопрягаемых элементов деталей на основе анализа рабочих и сборочных чертежей, а при необходимости и образцов изделий, устанавливают охватывающие и охватываемые поверхности сопряженных деталей и, таким образом, принадлежность поверхностей сопряжений к группам «вал» и «отверстие».
Для несопрягаемых элементов деталей установление вал это или отверстие выполняют с помощью технологического принципа, состоящего в том, что если при обработке от базовой поверхности размер элемента увеличивается, то это отверстие, а если размер элемента уменьшается, то это вал.
Состав группы размеров и элементов деталей, не относящихся ни к валам, ни к отверстиям, сравнительно невелик (например, фаски, радиусы скруглений, галтели, выступы, впадины, расстояния между осями (и др.).
При сборке соединяемые детали соприкасаются между собой отдельными поверхностями, которые называются сопрягаемыми. Размеры этих поверхностей называются сопрягаемыми размерами (например, диаметр отверстия втулки и диаметр вала, на который посажена втулка). Различают охватывающую и охватываемую поверхности и соответственно охватывающий и охватываемый размеры. Охватывающую поверхность принято называть отверстием, а охватываемую - валом.
Сопряжение имеет один номинальный размер для отверстия и вала, а предельные, как правило, различные.
Если действительные (измеренные) размеры изготовленного изделия не выходят за рамки наибольшего и наименьшего предельных размеров, то изделие удовлетворяет требованиям чертежа и выполнено правильно.
Конструкции технических устройств и других изделий требуют различных контактов сопрягаемых деталей. Одни детали должны быть подвижными относительно других, а другие - образовывать неподвижные соединения.
Характер соединения деталей, определяемый разностью между диаметрами отверстия и вала, создающий большую или меньшую свободу их относительного перемещения или степень сопротивления взаимному смещению, называется посадкой.
Различают три группы посадок: подвижные (с зазором), неподвижные (с натягом) и переходные (возможен зазор или натяг).
Зазор образуется в результате положительной разности между размерами диаметра отверстия и вала. Если эта разность отрицательна, то посадка будет с натягом.
Различают наибольшие и наименьшие зазоры и натяги. Наибольший зазор - это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала
Наименьший зазор - положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Наибольший натяг-положительная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Наименьший натяг - положительная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Сочетание двух полей допусков (отверстия и вала) и определяет характер посадки, т.е. наличие в ней зазора или натяга.
Системой допусков и посадок установлено, что в каждом сопряжении у одной из деталей (основной) какое-либо отклонение равно нулю. В зависимости от того, какая из сопрягаемых деталей принята за основную, различают посадки в системе отверстия и посадки в системе вала.
Посадки в системе отверстия - это посадки, в которых различные зазоры и, натяги получают соединением различных валов с основным отверстием.
Посадки в системе вала - посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом.
Применение системы отверстия предпочтительнее. Систему вала следует применять в тех случаях, когда это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу).
1.2. Расчет параметров посадки и калибров для сопряжения в системах отверстия и вала
1. Отклонения отверстия и вала по ГОСТ 25347-82:
ES = +25 мкм, es =-80 мкм
EI = 0; ei = -119 мкм
Рис.1. Схема расположения полей допусков посадки
2. Предельные размеры:
3. Допуски отверстия и вала:
4. Зазоры:
5. Средний зазор:
6. Допуск зазора (посадки)
7. Обозначение предельных отклонений размеров на конструкторских чертежах:
а) условное обозначение полей допусков

б) числовые значения предельных отклонений:
в) условное обозначение полей допусков и числовых значений предельных отклонений:
8. Обозначение размеров на рабочих чертежах:

9. Расчет калибров для проверки отверстия и вала.
Допуски и отклонения калибров по ГОСТ 24853-81:
а) для калибров-пробок
Z = 3,5 мкм, Y = 3 мкм, H = 4 мкм;
б) для калибров-скоб
Z 1 = 6 мкм, Y 1 = 5 мкм, H 1 = 7 мкм;

Рис. 2 Схема расположения полей допусков калибров
Калибры для проверки отверстия
Пробка ПР
Исполнительный размер пробки ПР:
Средневероятный износ
 мкм;
мкм;
Износ пробки рабочим допустим до размера:
Износ пробки цеховым контролером допустим до размера:
Пробка НЕ
Исполнительный размер пробки НЕ:
Калибры для проверки вала
Исполнительный размер скобы ПР:
Средневероятный износ
 мкм;
мкм;
Износ скобы рабочим допустим до размера:
Износ скобы цеховым контролером допустим до размера:
Исполнительный размер скобы НЕ
Глава 2. Допуски и посадки шпоночных соединений
Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например – защита вала от проворота относительно неподвижного корпуса. В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки. Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки. В сопряжении (размерной цепи) по высоте шпонки специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Шпоночные соединения могут быть подвижными или неподвижными в осевом направлении. В подвижных соединениях часто используют направляющие шпонки с креплением к валу винтами. Вдоль вала с направляющей шпонкой обычно перемещается зубчатое колесо (блок зубчатых колес), полумуфта или другая деталь. Шпонки, закрепленные на втулке, также могут служить для передачи крутящего момента или для предотвращения поворота втулки в процессе ее перемещения вдоль неподвижного вала, как это сделано у кронштейна тяжелой стойки для измерительных головок типа микрокаторов. В этом случае направляющей является вал со шпоночным пазом.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. В стандартах предусмотрены разные исполнения шпонок некоторых видов.
Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Предельные отклонения глубин пазов на валу t1 и во втулке t2 приведены в таблице №1:
Таблица №1
Ширины b – h9;
Высоты h – h9, а при h свыше 6 мм – H21.
В зависимости от характера (вида) шпоночного соединения стандартом установлены следующие поля допусков ширины паза:
Для обеспечения качества шпоночного соединения, которое зависит от точности расположения плоскостей симметрии пазов вала и втулки, назначают допуски симметричности и параллельности и указывают их в соответствии с ГОСТ 2.308-79.
Числовые значения допусков расположения определяют по формулам:
Т = 0,6 Т шп
Т = 4,0 Т шп,
где Т шп – допуск ширины шпоночного паза b.
Расчетные значения округляют до стандартных по ГОСТ 24643-81.
Шероховатость поверхностей шпоночного паза выбирается в зависимости от полей допусков размеров шпоночного соединения (Ra 3,2 мкм или 6,3 мкм).
Условное обозначение призматических шпонок состоит из:
Слова "Шпонка";
Обозначения исполнения (исполнение 1 не указывают);
Размеров сечения b x h и длины шпонки l;
Обозначения стандарта.
Пример условного обозначения призматической шпонки исполнения 2 с размерами b = 4 мм, h= 4 мм, l = 12 мм
Шпонка 2 - 4 х 4 х 12 ГОСТ 23360-78.
Призматические направляющие шпонки закрепляются в пазах вала винтами. Для отжима шпонки при демонтаже служит резьбовое отверстие. Пример условного обозначения призматической направляющей шпонка исполнения 3 с размерами b = 12 мм, h = 8 мм, l = 100 мм Шпонка 3 - 12 х 8 х 100 ГОСТ 8790-79.
Сегментные шпонки применяют, как правило, для передачи небольших крутящих моментов. Размеры сегментных шпонок и шпоночных пазов (ГОСТ 24071-80) выбираются в зависимости от диаметра вала.
Зависимость полей допусков ширины паза сегментного шпоночного соединения от характера шпоночного соединения:
Для термообработанных деталей допускаются предельные отклонения ширины паза вала по Н11, ширины паза втулки - D10.
Стандарт устанавливает следующие поля допусков размеров шпонок:
Ширины b – h9;
Высоты h (H2) - H21;
Диаметра D - H22.
Условное обозначение сегментных шпонок состоит из слова "Шпонка"; обозначения исполнения (исполнение 1 не указывают); размеров сечения b x h (H2); обозначения стандарта.
Клиновые шпонки применяют в неподвижных соединениях, когда требования к соосности соединяемых деталей невысоки. Размеры клиновых шпонок и шпоночных пазов нормированы ГОСТ 24068-80. Длину паза на валу для клиновой шпонки исполнения 1 выполняют равной 2l, для остальных исполнений длина паза равна длине l закладной шпонки.
Предельные отклонения размеров b, h, l для клиновых шпонок такие же, как и для призматических (ГОСТ 23360-78). По ширине шпонки b стандарт устанавливает соединения по ширине паза вала и втулки с использованием полей допуска D10. Длина паза вала L – по Н15. Предельные отклонения глубин t1 и t2 соответствуют отклонениям для призматических шпонок. Предельные отклонения угла наклона верхней грани шпонки и паза ± АТ10/2 по ГОСТ 8908-81. Пример условного обозначения клиновой шпонки исполнения 2 с размерами b = 8 мм, h = 7 мм, l = 25 мм: Шпонка 2 - 8 х 7 х 25 ГОСТ 24068-80.
Контроль элементов шпоночного соединения универсальными средствами измерений из-за малости их поперечных размеров существенно затруднен. Поэтому для их контроля широко используются калибры.
В соответствии с принципом Тейлора проходной калибр для контроля отверстия со шпоночным пазом представляет собой вал со шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Такой калибр осуществляет комплексный контроль всех размеров, формы и расположения поверхностей. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр для контроля центрирующего отверстия (гладкая непроходная пробка полного или неполного профиля) и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
Проходной калибр для контроля вала со шпоночным пазом представляет собой призму («наездник») с выступом-шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр-скобу для контроля размеров центрирующей поверхности вала и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
2.1.Допуски резьбы
Соединение винта и гайки в зависимости от точности их резьб. Все резьбы, принятые в машиностроении, за исключением трубных, имеют зазоры по вершинам и впадинам, и при правильном исполнении резьбового соединения винт и гайка соприкасаются только боковыми сторонами (рис. 167, а) Для полного соприкосновения боковых сторон профиля всех витков резьбы, участвующих в данном соединении, главное значение имеет точное выполнение (в некоторых пределах) размеров среднего диаметра резьбы винта и гайки, шага этой резьбы и угла ее профиля. Точность наружного и внутреннего диаметров винта и гайки имеет меньшее значение, поскольку соприкосновения поверхностей резьбы по этим диаметрам не происходит.
При слишком большом зазоре по среднему диаметру соприкосновение витков резьбы происходит лишь по одной стороне (рис. 167, б). При слишком малом зазоре по среднему диаметру для свинчивания резьбовых деталей, у одной из которых шаг резьбы неправилен, необходимо, чтобы витки одной из деталей врезались в витки другой. Например, если шаг винта получился больше должного или, как говорят, «растянутым», то для соединения такого винта с гайкой с правильной резьбой витки гайки должны врезаться в витки винта (рис. 167, в). Это, очевидно, невозможно, и свинчиваемость данных деталей может быть достигнута лишь уменьшением среднего диаметра винта (рис. 167, г) или увеличением среднего диаметра резьбовых деталей, у одной из которых шаг резьбы неправилен, необходимо, чтобы витки одной из деталей врезались в витки другой. Например, если шаг винта получился больше должного или, как говорят, «растянутым», то для соединения такого винта с гайкой с правильной резьбой витки гайки должны врезаться в витки винта (рис. 167, в). Это, очевидно, невозможно, и свинчиваемость данных деталей может быть достигнута лишь уменьшением среднего диаметра винта (рис. 167, г) и ли увеличением среднего диаметра гайки. При этом может случиться так, что только один крайний виток гайки будет касаться соответствующего витка винта и, не по всей боковой поверхности его.
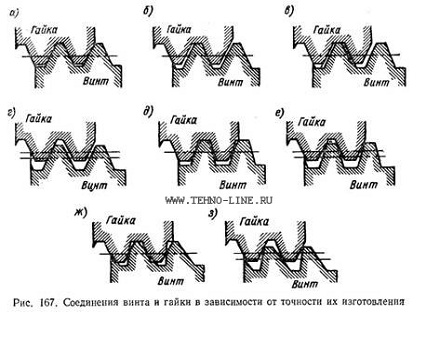
Таким же способом можно обеспечить свинчиваемость резьбы деталей, если угол профиля одной из них или положение этого профиля неправильно. Например, если угол профиля винта меньше должного, что исключает возможность свинчиваемости винта с правильной гайкой (рис. 167, д), то при уменьшении среднего диаметра этого винта данные детали могут быть свинчены (рис. 167, е). В этом случае соприкосновение резьбы винта и гайки происходит только по верхним участкам боковой стороны профиля резьбы винта и по нижним участкам профиля резьбы гайки.
Путем уменьшения среднего диаметра винта с неправильным расположением профиля (рис. 167, ж) также можно получить свинчиваемость данного винта с гайкой, однако и в этом случае поверхность соприкосновения резьб винта и гайки может получиться недостаточной для качественного резьбового соединения (рис. 167, з).
Построение допусков резьб. Затруднения, связанные с проверкой нарезаемой резьбы, возникают главным образом при измерении ее шага и профиля. Действительно, если все три диаметра наружной резьбы могут быть проверены с достаточной в большинстве случаев практики точностью посредством микрометров, то для соответственной (по точности) проверки шага и угла профиля резьбы необходимы более сложные измерительные инструменты и даже приборы. Поэтому при изготовлении резьбовых деталей задаются допуски только на диаметры резьбы; допустимые ошибки в шаге и профиле учитываются в допуске на средний диаметр, потому что, как это было показано выше, ошибки в шаге и профиле всегда можно устранить изменением среднего диаметра одной из резьбовых деталей.
Допуск на средний диаметр устанавливается таким, чтобы при небольших ошибках в шаге или угле профиля винт и гайка свинчивались без ущерба для прочности резьбового соединения.
Допуски на наружный и внутренний диаметры винта и гайки назначаются такими, чтобы между вершиной профиля резьбы винта и соответствующей впадиной резьбы гайки получался зазор.
Числовые значения этих допусков приняты большими, превышающими примерно в два раза допуски на средний диаметр.
Допуски метрических и дюймовых резьб. Для метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм по ГОСТ 9253-59 установлены три класса точности: первый (кл. /), второй (кл. 2) и третий (кл. 3), а для резьб с мелкими шагами также класс 2а (кл. 2а). Эти обозначения указывались на выпущенных ранее чертежах. В новом ГОСТ 16093-70 классы точности заменены на квалитеты точности, которым присвоены обозначения: h, g , е и d для болтов и Н и G для гаек.
Для дюймовой, а также трубной резьб, установлено два класса точности - второй (кл. 2) и третий (кл. 3).
Допуски трапецеидальных резьб. Для трапецеидальных резьб установлены три класса точности, обозначаемые: кл. 1, кл. 2 , кл. 3, кл. ЗХ.
2.2. Допуск размера. Поле допуска
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями. Допуск обозначается IT (International Tolerance) или TD - допуск отверстия и Td - допуск вала.
Допуск размера всегда положительная величина. Допуск размера выражает разброс действительных размеров в пределах от наибольшего до наименьшего предельных размеров, физически определяет величину официально разрешенной погрешности действительного размера элемента детали в процессе его изготовления.
Поле допуска - это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При одном и том же допуске для одного и того же номинального размера могут быть разные поля допусков.
Для графического изображения полей допусков, позволяющего понять соотношения номинального и предельных размеров, предельных отклонений и допуска, введено понятие нулевой линии.
Нулевой линией называется линия, соответствующая номинальному размеру, от которой откладываются предельные отклонения размеров при графическом изображении полей допусков. Если нулевая линия расположена горизонтально, то в условном масштабе положительные отклонения откладываются вверх, а отрицательные - вниз от нее. Если нулевая линия расположена вертикально, то положительные отклонения откладываются справа от нулевой линии.
Поля допусков отверстий и валов могут занимать различное расположение относительно нулевой линии, что необходимо для образования различных посадок.
Различают начало и конец поля допуска. Началом поля допуска является граница, соответствующая наибольшему объему детали и позволяющая отличить годные детали от исправимых негодных. Концом поля допуска является граница, соответствующая наименьшему объему детали и позволяющая отличить годные детали от неисправимых негодных.
Для отверстий начало поля допуска определяется линией, соответствующей нижнему отклонению, конец поля допуска - линией, соответствующей верхнему отклонению. Для валов начало поля допуска определяется линией, соответствующей верхнему отклонению, конец поля допуска - линией, соответствующей нижнему отклонению.
2.3. Образование полей допусков и посадок
Поле допуска образуется сочетанием одного из основных отношений с допуском по одному из квалитетов, поэтому условное обозначение поля допуска состоит из условного обозначения основного отклонения (буквы) и номера квалитета.
Предпочтительные поля допусков обеспечиваются режущи инструментом и калибрами по нормальному ряду чисел, а рекомендуемые - только калибрами. Дополнительные поля допусков являются полями ограниченного применения и используются тог да, когда применение основных полей допусков не позволяет вы полнить требования, предъявляемые к изделию.
В ЕСДП предусмотрены все группы посадок: с зазором, натягом и переходные. Посадки не имеют названий, отражающих конструктивно-технологические или эксплуатационные свойства, а представляются только в условных обозначениях сочетаемых полей допусков отверстия и вала.
Посадки, как правило, применяют в системе отверстия (предпочтительно) или в системе вала.
Все посадки в системе отверстия для заданных номинальны размеров сопряжений и их квалитетов образуются полями допусков отверстий с неизменными основными отклонениями Ни раз личными основными отклонениями валов.
Для посадок с зазором в системе отверстия используют по допусков валов с основными отклонениями от а до h включительно.
Для переходных посадок в системе отверстия применяют no допусков валов с основными отклонениями к, т, п.
Для посадок с натягом в системе отверстия выбирают поля д пусков валов с основными отклонениями от р до zc.
Для посадок в системе вала для заданных номинальных размеров и квалитетов сопряжений используют поля допусков с неизменными основными отклонениями h вала и различными основными отклонениями отверстий.
Для посадок с зазором в системе вала выбирают поля допусков отверстий с основными отклонениями от А до Н включительно.
Для переходных посадок в системе вала используют поля до пусков отверстий с основными отклонениями Js, К, М, N.
Для диапазона от 1 до 500 мм в системе отверстия выделено 69 рекомендуемых посадок, из них 17 - предпочтительных, а в системе вала - 59 рекомендуемых посадок, в том числе 11 предпочтительных.
Глава 3. Системы допусков и посадок
С учетом опыта использования и требований национальных систем допусков ЕСДП состоит из двух равноправных систем допусков и посадок: системы отверстия и системы вала.
Выделение названных систем допусков и посадок вызвано различием в способах образования посадок.
Система отверстия - система допусков и посадок при которой предельные размеры отверстия для всех посадок для данного номинального размера dH сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров вала.
Система вала - система допусков и посадок, при которой предельные размеры вала для всех посадок для данного номинального размера сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров отверстия.
Система отверстия имеет более широкое применение по сравнению с системой вала, что связано с ее преимуществами технико-экономического характера на стадии отработки конструкции. Для обработки отверстий с разными размерами необходима иметь и разные комплекты режущих инструментов (сверла, зенкера, развертки, протяжки и т. п.), а валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом. Таким образом, система отверстия требует существенно меньших расходов производства как в процессе экспериментальной обработки сопряжения, так и в условиях массового или крупносерийного производства.
Система вала является предпочтительной по сравнению с системой отверстия, когда валы не требуют дополнительной разметочной обработки, а могут пойти в сборку после так называемых заготовительных технологических процессов.
Система вала применяется также в случаях, когда система отверстия не позволяет осуществлять требуемые соединения при данных конструктивных решениях.
При выборе системы посадок необходимо учитывать допуски на стандартные детали и составные части изделий: в шариковых и роликовых подшипниках посадки внутреннего кольца на вал осуществляются в системе отверстия, а посадки наружного кольца в корпус изделия - в системе вала.
Деталь, размеры которой для всех посадок при неизменных номинальном размере и квалитете не меняются, принято называть основной деталью.
В соответствии со схемой образования посадок в системе отверстия основной деталью является отверстие, а в системе вала - вал.
Основной вал - вал, верхнее отклонение которого равно нулю.
Основное отверстие - отверстие, нижнее отклонение которого равно нулю.
Таким образом, в системе отверстия неосновными деталями будут валы, в системе вала - отверстия.
Расположение полей допусков основных деталей должно быть постоянным и не зависеть от расположения полей допусков неосновных деталей. В зависимости от расположения поля допуска основной детали относительно номинального размера сопряжения различают предельно асимметричные и симметричные системы допусков.
ЕСДП - предельно асимметричная система допусков, при этом Допуск задается "в тело" детали, т.е. в плюс - в сторону увеличения размера от номинального для основного отверстия и в минус - в сторону уменьшения размера от номинального для основного вала.
Предельно асимметричные системы допусков и посадок имеют некоторые экономические преимущества перед симметричными системами, что связано с обеспечением основных деталей предельными калибрами.
Следует также отметить применение в ряде случаев несистемных посадок, т. е. отверстие выполняется в системе вала, а вал - в системе отверстия. В частности, несистемная посадка используется для боковых сторон прямобочного шлицевого соединения.
3.1.Схемы расположения полей допусков стандартных сопряжений
1 Гладкое цилиндрическое соединение
|
Параметр |
Значение |
|
Td = dmax - dmin = es – ei = |
|
|
TD = Dmax – Dmin = ES - EI = |
|
|
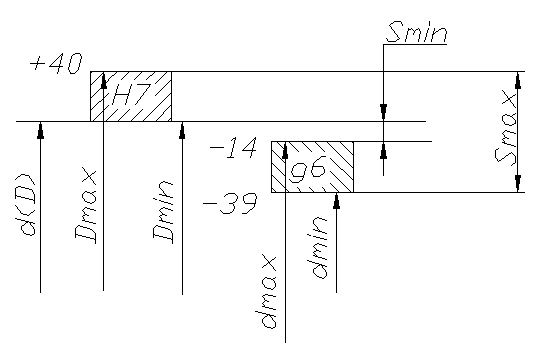
Smax = Dmax - dmin = |
|
|
Smin= Dmin – d max = |
|
|
Scp = (Smax + Smin) / 2 = |
|
|
TS= Smax – Smin = |
|
|
Характер сопряжения |
|
|
Система задания посадки |
Основное отверстие |
|
Параметр |
Значение |
|
Td = dmax - dmin = es – ei = |
|
|
TD = Dmax – Dmin = ES - EI = |
|
|
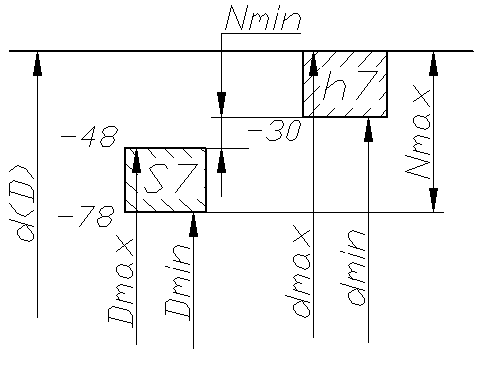
Nmin = dmin - Dmax |
|
|
Nmax = dmax - Dmin |
|
|
Ncp = (Nmax + Nmin) / 2 = |
|
|
TN = Nmax – Nmin = |
|
|
Характер сопряжения |
|
|
Система задания посадки |
Основной вал |
|
Параметр |
Значение |
|
Td = dmax - dmin = es – ei = |
|
|
TD = Dmax – Dmin = ES - EI = |
|
|
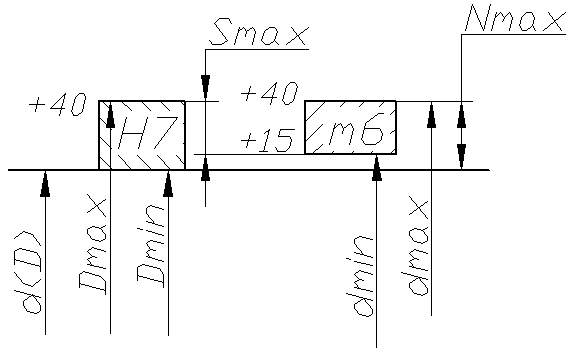
Smax = Dmax - dmin = |
|
|
Nmax = dmax - Dmin = |
|
|
Scp = (Smax + Smin) / 2 = |
|
|
TS = Smax – Smin = |
|
|
Характер сопряжения |
Переходная |
|
Система задания посадки |
Основное отверстие |
Для комбинированной посадки определим вероятность образования посадок с натягом и посадок с зазором. Расчет выполним в следующей последовательности.
Рассчитаем среднее квадратическое отклонение зазора (натяга), мкм
определим предел интегрирования
табличное значение функции Ф(z)= 0,32894
Вероятность натяга в относительных единицах
P N " = 0,5 + Ф(z) = 0,5 + 0,32894 = 0,82894
Вероятность натяга в процентах
P N = P N " x 100% = 0,82894*100%= 82,894%
Вероятность зазора в относительных единицах
P З " = 1 – P N = 1 - 0,82894 = 0,17106
Вероятность зазора в процентах
P З = P З " x 100% = 0,17103*100% = 17,103%

Список использованной литературы
1. Коротков В. П., Тайц Б. А. «Основы метрологии и теории точности измерительных устройств». М.: Изд-во стандартов, 1978. 351 с.
2. А. И. Якушев, Л. Н. Воронцов, Н. М. Федотов. «Взаимозаменяемость, стандартизация и технические измерения»: – 6-е изд., перераб. и дополн. – М.: Машиностроение, 1986. – 352 с., ил.
3. В. В. Бойцова «Основы стандартизации в машиностроении». М.: Изд-во стандартов. 1983. 263 с.
4. Козловский Н.С., Виноградов А.Н. Основы стандартизации, допуски, посадки и технические измерения. М., «Машиностроение», 1979
5. Допуски и посадки. Справочник. Под ред. В.Д. Мягков. Т.1 и 2.Л., «Машиностроение», 1978
Сочетание основного отклонения и квалитета образует поле допуска размера детали . Например:
е8, k6, r6 – поля допусков валов (табл. 1.2);
D10, M8, R7 – поля допусков отверстий (табл. 1.3).
Посадки на чертежах обозначают дробью: в числителе пишут поле допуска отверстия, а в знаменателе – поле допуска вала.
Посадки предусмотрены в двух системах: системе посадок основного отверстия и системе посадок основного вала.
Система посадок основного отверстия или просто система отверстия – это совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном номинальном размере и квалитете), а различные посадки достигаются изменением предельных отклонений валов.
Основное отверстие – это отверстие, которое обозначается буквой H и у которого нижнее отклонение равно нулю (EI = 0 ). При обозначении посадок в системе отверстия в числителе всегда будет стоять основное отверстие «Н», а в знаменателе – основное отклонение вала, предназначенное для образования той или иной посадки.
Например:
– посадка в системе отверстия с гарантированным зазором;
– посадка в системе отверстия, переходная;
– посадка в системе отверстия с гарантированным натягом.
Система посадок основного вала или просто система вала – это совокупность посадок, в которых предельные отклонения валов одинаковы (при одном номинальном размере и одном квалитете), а различные посадки достигаются путем изменения предельных отклонений отверстий.
Основной вал – это вал, который обозначается буквой «h » и у которого верхнее отклонение равно нулю (es = 0 ).
При обозначении посадок в системе вала в знаменателе (где пишется всегда поле допуска вала) будет стоять основной вал «h », а в числителе основное отклонение отверстия, предназначенное для образования той или иной посадки.
Например:
– посадка в системе вала с гарантированным зазором;
– посадка в системе вала, переходная;
– посадка в системе вала с гарантированным натягом.
Стандарт разрешает любое сочетание полей допусков отверстий и валов, например: ; и др.
И в то же время для всех диапазонов размеров установлены рекомендуемые посадки и для размеров 1 – 500 мм из них выделены предпочтительные, например: H7/f7; H7/n6 и т.п. (см. табл. 1.2 и 1.3).
Унификация посадок позволяет обеспечить однородность конструктивных требований к соединениям и облегчить работу конструкторов по назначению посадок. Комбинируя различные варианты предпочтительных полей допусков валов и отверстий, можно значительно расширить возможности системы по созданию различных посадок без увеличения набора инструментов, калибров и другой технологической оснастки.
По экономическим соображениям посадки следует назначать главным образом в системе отверстия и реже в системе вала. Это сокращает номенклатуру режущих и измерительных инструментов, предназначенных для обработки и контроля отверстий. Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками, протяжками). Каждый из них применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размеров обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу или гнездо в корпусе для установки подшипника выполняется по системе вала.
В рекомендуемых и предпочтительных посадках точных квалитетов для размеров от 1 до 3150 мм допуск отверстия, как правило, на один-два квалитета больше допуска вала, поскольку точное отверстие технологически получить труднее, чем точный вал, вследствие худших условий отвода теплоты, недостаточной жесткости, повышенной изнашиваемости и сложности направления режущего инструмента для обработки отверстий.
Допуски для размеров до 500 мм
|
Номинальный размер, мм |
Квалитет |
|||||||||||||||
|
Обозначение допуска |
||||||||||||||||
|
Допуск, мкм |
||||||||||||||||
|
6 – 10 |
||||||||||||||||
|
10 – 18 |
||||||||||||||||
|
18 – 30 |
||||||||||||||||
|
30 – 50 |
||||||||||||||||
|
50 – 80 |
||||||||||||||||
|
80 – 120 |
||||||||||||||||
Единая система допусков и посадок (ЕСДП) разработана в соответствии с комплексной программой и рекомендациями международных стандартов. Она распространяется на сопрягаемые гладкие цилиндрические элементы и элементы, ограниченные параллельными плоскостями.
Все детали, из которых состоят соединения, узлы, агрегаты и машины, характеризуются геометрическими размерами. Размеры выражают числовое значение линейных величин (диаметр, длину, ширину и т.д.) и делятся на номинальные,действительные и предельные. В машиностроении размеры указываются в миллиметрах. В соединении элементов двух деталей одна из них является внутренней (охватывающей) , другая – наружной (охватываемой).
В системе допусков и посадок гладких соединений всякий наружный (охватываемый) элемент условно наз-ся валом и обозначается строчными буквами латинского алфавита, а внутренний (охватывающий) элемент наз-ся отверстием и обозначается заглавными буквами латинского алфавита. Основные термины и определения установлены ГОСТ 25346-89. Номинальный размер - размер. который служит началом отсчета отклонений и относительно которого определяются предельные размеры. Обозначается номинальный размер отверстия – Dн (D), вала – dн (d).
Номинальный размер - является основным размером детали или их соединений (в соединении участвуют две детали – отверстие и вал). Его назначают исходя из расчетов деталей на прочность, износостойкость, жесткость и т.д. и на основании конструктивных, технологических и эксплуатационных соображений. В соединении две детали имеют общий номинальный размер. Значения номинальных размеров, полученных расчетным путем следует округлять (как правило. в большую сторону).
Действительный размер – размер, установленный измерением с допустимой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер обозначается для отверстия Dд. а для вала – dд.
Предельные размеры детали – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Границы предельных размеров, т.е. диапазон рассеивания действительных размеров, определяются наименьшим предельным размеров (Dmin, dmin) и наибольшим предельным размером (Dmax, dmax)/ Сравнение действительного размера с предельными дает возможность судить о годности детали.
Для упрощения чертежей введены предельные отклонения от номинального размера. Предельное отклонение размера - это алгебраическая разность между предельным и номинальным размерами.
Различают верхнее и нижнее предельное отклонение, применяя при этом краткие термины – верхнее и нижнее отклонение.
Верхнее отклонение (ES – для отверстия, es – для вала) - алгебраическая разность между наибольшим предельным и номинальным размерами: ES = Dmax – Dн, es = dmax – dн
Нижнее отклонение (EI – для отверстия, ei –для вала) – алгебраическая разность между наименьшим предельным и номинальным размерами:
EI= Dmin – Dн, ei = dmin – dн
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляются в миллиметрах без указания единицы, например 58 +0,013 , 42 -0,024 , 70±0,2; угловые размеры и их предельные отклонения – в градусах, минутах или секундах с указанием единицы, например 0 0 30’40”, 120 o ±20’. Отклонение, равное нулю, на чертежах не проставляют, наносят только одно отклонение – положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200 -0,2 , 200 +0.2 . Предельные отклонения в таблицах допусков указывают в микрометрах.
Разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями называется допуском на размер. Допуск обозначается буквой Т, тогда для отверстия – TD, для вала – Td: TD=Dmax – Dmin ; Td = d max – dmin.
Для упрощения допуски можно изображать графически в виде полей допусков. При этом ось изделия всегда располагают по схемой. Поле допуска – поле ограниченное верхним и нижним отклонениями. Поля допуска определяют значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Нулевая линия – линия, соответствующая номинальному размеру. от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладывают вверх от нее, а отрицательные – вниз.
Для построения систем допусков устанавливаютединицу допуска i (I) , которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности, а также число единиц допуска (а ) , зависящее от качества изготовления (квалитета) и не зависящее от номинального размера (в ЕСДП установлено 19 квалитетов).Квалитет – совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Порядковый номер квалитета возрастает с увеличением допуска: 01; 0; 1; 2 ….17, допуск по квалитету обозначается через IT с порядковым номером, например IT14.
Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
Термины приведены согласно ГОСТ 25346-89 "Основные нормы взаимозаменяемости. Единая система допусков и посадок".
Вал
- термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы;
Отверстие
- термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы;
Основной вал
- вал, верхнее отклонение которого равно нулю;
Основное отверстие
- отверстие, нижнее отклонение которого равно нулю;
Размер
- числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения;
Действительный размер
- размер элемента,установленный измерением с допускаемой точностью;
Номинальный размер
- размер, относительно которого определяются отклонения;
Отклонение
- алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером;
Квалитет
- совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров;
Посадка
- характер соединения двух деталей, определяемый разностью их размеров до сборки.
Зазор
- это разность между размерами отверстия и вала до сборки, если отверстие больше размера вала;
Натяг
- разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия;
Допуск посадки
- сумма допусков отверстия и вала, составляющих соединение;
Допуск Т
- разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями;
Стандартный допуск IT
- любой из допусков, устанавливаемых данной системой допусков и посадок;
Поле допуска
- поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера;
Посадка с зазором
- посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему;
Посадка с натягом
- посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему;
Переходная посадка
- посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала;
Посадки в системе отверстия
- посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия;
Посадки в системе вала
- посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
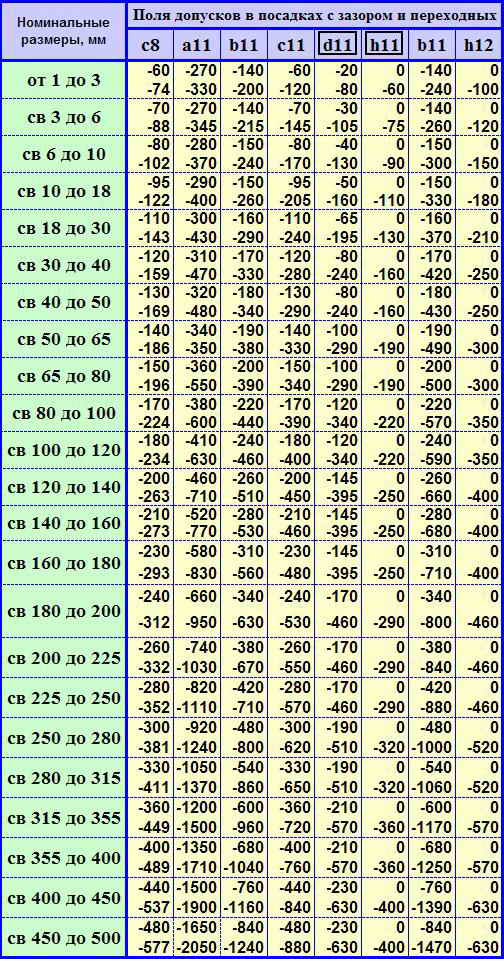
Поля допусков и соответствующие им предельные отклонения установлены различными диапазонами номинальных размеров:
до 1 мм
- ГОСТ 25347-82;
от 1 до 500 мм
- ГОСТ 25347-82;
свыше 500 до 3150 мм
- ГОСТ 25347-82;
свыше 3150 до 10.000 мм
- ГОСТ 25348-82.
ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, ... 18). Квалитеты от 01 до 5 предназначены
преимущественно для калибров.
Допуски и предельные отклонения, установленные в стандарте, относятся к размерам деталей при температуре +20 o C.
Установлено 27
основных отклонений валов и 27
основных отклонений отверстий.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов
– строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500
мм приведена ниже. Затемненная область относится к отверстиям. Схема показана в сокращении.

Назначение посадок.
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В
основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании
некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором . Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку H7/h6 применяют:
Для сменных зубчатых колес в станках;
- в соединениях с короткими рабочими ходами, например для
хвостовиков пружинных клапанов в направляющих втулках (применима также посадка
H7/g6);
- для соединения деталей, которые должны легко
передвигаться при затяжке;
- для точного направления при
возвратно-поступательных перемещениях (поршневой шток в направляющих втулках
насосов высокого давления);
- для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4 .
Посадку Н7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей; центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направлениятолкателей в двигателях внутреннего сгорания. Более точную посадку этого типа - H6/f6 - используют для точных подшипников, распределителей гидравлических передач легковых автомобилей.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадки H8/d9, H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа -H7/d8, H8/d8 - применяют для крупных подшипников при высокой частоте вращения.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
Для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
- посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок,
установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге - прочность деталей.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски несопрягаемых размеров.
Для несопрягаемых размеров допуски назначают в
зависимости от функциональных требований. Поля допусков обычно располагают:
- в "плюс" для отверстий (обозначают буквой Н и номером квалитета, например НЗ, Н9, Н14);
- в "минус" для валов (обозначают буквой h и номером квалитета, например h3, h9, h14);
- симметрично относительно нулевой линии ("плюс - минус половину допуска" обозначают, например, ±IT3/2, ±IT9/2, ±IT14/2).
Симметричные поля допусков для отверстий могут быть обозначены буквами JS (например, JS3, JS9, JS14), а для валов - буквами js (например, js3, js9, js14).
Допуски по 12-18 -му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
При размерах от 1 до 500 мм
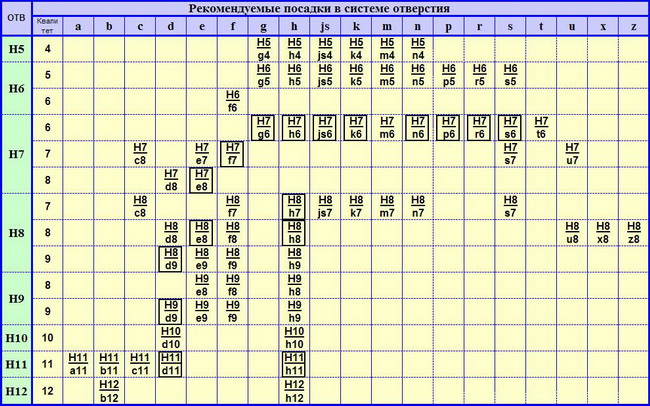
Предпочтительные посадки помещены в рамку.
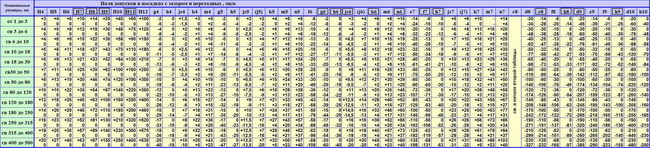
Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Похожие документы:
Таблицы Допусков углов
ГОСТ 25346-89 "Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений"
ГОСТ 8908-81 "Основные нормы взаимозаменяемости. Нормальные углы и допуски углов"
ГОСТ 24642-81 "Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения"
ГОСТ 24643-81 "Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения"
ГОСТ 2.308-79 "Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей"
ГОСТ 14140-81 "Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей"
Допуски размеров, посадки и допуски посадок.
Начнем с того, точность изготовления детали характеризует допуск. И чем он меньше, тем труднее обрабатывать деталь. Это происходит из-за повышения требований к точности станка, инструмента, приспособлений, квалификации рабочего. Важно знать, что неоправданно больший допуск снижает надежность и качество работы изделия.
Полем допуска называют поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом же изображении оно заключают между линиями, соответствующими верхнему и нижнему отклонениям нулевой линии.
При нанесении на чертежи размеров с верхним и нижним отклонением следует соблюдать определенные правила:
Верхнее или нижнее отклонения, равные нулю, не указываются.
Количество знаков в верхним и нижнем отклонениях выравнивают, при необходимости для сохранения одинокого числа знаков справа дописывают нули, например Æ .
Верхнее и нижнее отклонения записывают в две строки, причем верхнее отклонение располагают над нижним; высота цифр отклонения примерно вдвое меньше цифр номинального размера;
В случае симметричного расположения поля допуска относительно нулевой линии, т.е. когда верхнее отклонение равно по абсолютной величине нижнему отклонению, но противоположно по знаку, их значение указывают после знака ± цифрами, равными по высоте цифрам номинального размера;
Поле допуска характеризует не только величину допуска, но и расположение его относительно номинального размера или нулевой линии. Оно может быть расположено выше, ниже, симметрично, односторонне и асимметрично относительно нулевой линии. Для наглядности на чертежах деталей над размерной линией после номинального размера принято указывать верхнее и нижнее отклонение в миллиметрах с их знаками, а также для наглядности строят схемы расположения поля допуска вала или отверстия относительно нулевой линии; при этом верхние и нижние отклонения откладывают в микрометрах, а не в миллиметрах.
Посадка - характер соединения детали, определяемый величиной получающихся в нем зазоров или натягов. Различают посадки трех типов:
С зазором,
- с натягом
- переходные.
Отметим, что вал и отверстие, образующие посадку, имеют один и тот же номинальный размер и различаются верхними и нижними отклонениями. По этой причине на чертежах над размерной линией, посадку обозначают после номинального размера дробью, в числители которой записывают предельные отклонения для отверстия, а в знаменателе – аналогичные данные для вала.
Разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом N . Посадка с натягом – это посадка, при которой обеспечивается натяг в соединении, а поле допуска отверстия расположено под полем допуска вала.
Наименьший N min и наибольший N max натяги имеют важные значения для посадки с натягом:
- N min имеет место в соединении, если в отверстии с наибольшим предельным размером D max будет запрессован вал наименьшего предельного размера d min ;
- N max имеет место при наименьшим предельном размере отверстия D min и наибольшим предельном размере вала d max .
Разность размеров отверстия и вала до сборки, если размер отверстия больше отверстия вала, называют зазором S . Посадка, при которой обеспечивается зазор в соединении и поле допуска отверстия расположено над полем допуска вала, называют посадкой с зазором. Ее характеризует наименьший S min и наибольший S max зазоры:
- S min имеет место в соединении отверстия с валом образуется, если в отверстии с наименьшим предельным размером D min , будет установлен вал с наибольшим предельным размером d max;
- S max имеет место при наибольшем предельном размере отверстия D max и наименьшим предельном размере вала d min .
Разность между наибольшим наименьшим зазорами или сумма допусков отверстия и вала, составляющих соединения, называются допуском посадки .
А посадка, при которой возможно получение, как зазора, так и натяга, называют переходной посадкой . В данном случае поля допусков отверстия и вала перекрываются частично или полностью.
Вследствие неизбежного колебания размеров вала и отверстия от наибольшего до наименьшего значений, при сборке деталей, возникает колебание зазоров и натягов. Наибольшие и наименьшие зазоры, а также натяги рассчитываются по формулам. И чем меньше колебание зазоров или натягов, тем выше точность посадки.
Принцип взаимозаменяемости
Свойство конструкции составной части изделия, обеспечивающих возможность ее применения вместо другой без дополнительной обработки, с сохранением заданного качества изделия, в состав которого он входит, называется взаимозаменяемостью. При полной взаимозаменяемости однотипные детали, изделия, например, болты, шпильки, могут быть изготовлены и установлены на “свои места” без дополнительной обработки или предварительной пригонки.
Наряду с полной взаимозаменяемостью допускается сборка изделий методами неполной и групповой взаимозаменяемости, регулирование и пригонка.
К неполной взаимозаменяемости относят сборку изделий на основе теоретико-вероятностных расчетов.
При групповой взаимозаменяемости детали, изготовленные на распространенном станочном оборудовании с технологически выполненными допусками, сортируются по размерам на несколько размерных групп; затем проверяют сборку детали одинакового номера группы.
Метод регулирования предполагает сборку с регулированием положения или размеров одной или нескольких отдельных, заранее выбранных деталей изделия, называемых компенсаторами.
Метод пригонки - сборка изделий с пригонкой одной и собираемых деталей. Взаимозаменяемостью обеспечивает высокое качество изделий и снижает их стоимость, способствуя при этом развитию прогрессивной технологии и измерительной технике. Без взаимозаменяемости невозможно современное производство. Взаимозаменяемость базируется на стандартизации - нахождения решения для повторяющихся задач в сфере науки, технике и экономики, направленного на достижения оптимальной степени упорядочение в определенной области. Стандартизация направлена на совершенствование и управления народным хозяйством, повышения технического уровня и качества продукции и т. д. Главной задачей стандартизации является создания системы нормативно-технической документации, которая устанавливает требования к объектам стандартизации, обязательна для использования в определенных областях деятельности. Важнейшим нормативно-техническим документом стандартизации является стандарт, разрабатываемый на основе достижения отечественной и зарубежной науки, техники, технологии передового опыта и предусматривающий решения, оптимальные для экономического и социального развития страны.
Допуски и посадки нормированы государственными стандартами, входящими в две системы: ЕСДП - “Единая система допусков и посадок” и ОНВ - “Основные нормы взаимозаменяемости”. ЕСДП распространяется на допуски и посадки размеров гладких элементов деталей и на посадки, образуемые при соединении этих деталей. ОНВ регламентирует допуски и посадки шпоночных, шлицевых, резьбовых и конических соединений, а также зубчатых передач и колес.
Допуски и посадки указывают на чертежах, эскизах технологических картах и в другой технологической документации. На основе допусков и посадок разрабатываются технологические процессы изготовления деталей и контроля их размеров, а также сборки изделий.
На рабочим чертеже детали проставляют размеры, называемые номинальными, предельные отклонения размеров и условные обозначения полей допусков. Номинальный размер отверстия обозначают через D , а номинальный размер вала - d . В том случаи, когда вал и отверстие образует одно соединение за номинальный размер соединения, принимают общий размер вала и отверстия, обозначаемый d(D). Номинальный размер выбирают из ряда нормальных линейных размеров по ГОСТ 6636-69. ограничивающих число применяемых размеров. Для размеров в интервале 0,001-0,009 мм установлен ряд: 0,001; 0,002; 0,003;..0,009 мм . Предусмотрены четыре основных ряда нормальных размеров (Ra5; Ra10; Ra20; Ra40) и один ряд дополнительных размеров. Предпочтительны ряды с более крупной градацией размеров, т.е. ряд Ra5 сведут предпочесть ряду Ra10 и т.д.
Обработать деталь точно по номинальному размеру практически невозможно из-за многочисленных погрешностей, влияющих на прочес обработки. Размеры обрабатываемой детали отличаются от заданного номинального размера. Поэтому их ограничивают двумя придельными размерами, один из которых (больший) называется наибольшим предельным размером, а другой (меньший) - наименьшим предельным размером. Наибольший предельный размер отверстий обозначают D max , вала d max ; соответственно наименьший предельный размер отверстия D min , и вала d min .
Измерение отверстия или вала с допустимой погрешностью определяют их действительный размер. Деталь является годной, если ее действительный размер больше наименьшего предельного размера, но не превосходит наибольшего предельного размера.
На чертежах вместо предельных размеров рядом с номинальным размером указывают два предельных отклонения, например .
Отклонением называется алгебраическая разность между размеров и соответствующим номинальным размером. Таким образом, номинальный размер служит также началом отсчета отклонений и определяет положение нулевой линии.
Действительное отклонение – алгебраическая разность между действительным и номинальным размером.
Предельное отклонение - алгебраическая разность между действительным и номинальными размерами. Одно из двух предельных отклонений называется верхним, а другое – нижним.
Верхнее и нижнее отклонение могут быть положительными, т.е. со знаком “плюс”, отрицательными, т.е. со знаком “минус”, и равные нулю.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок (ГОСТ 25346-82). Если нулевая линия расположена горизонтально, то положительное отклонение откладывается вверх от нее, а отрицательное – вниз.
Стандарты ЕСДП распространяются на гладкие сопрягаемые и несопрягаемые элементы деталей с номинальными размерами до 10 000 мм (табл. 1)
Табл. 1 Стандарты ЕСДП
Наименование | ||||||||||||||||||||||||||||||||||||||
ЕСДП. Общее положение, ряды допусков основных отклонений | ||||||||||||||||||||||||||||||||||||||
ЕСДП. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм | ||||||||||||||||||||||||||||||||||||||
ЕСДП. Поля допусков деталей из пластмасс | ||||||||||||||||||||||||||||||||||||||
ОНВ. Предельные отклонения размеров с неуказанными допусками | Классы (уровни, степени) точности в ЕСДП названы квалитетами, что отличает их от классов точности в системе ОСТ. Квалитет (степень точности) - ступень градации значений допусков системы. Допуски в каждом квалитете возрастают с увеличением номинальных размеров, но они соответствуют одному и тому же уровню точности, определяемому квалитетом (его порядковым номером). Для данного номинального размера допуск для разных квалитетов неодинаков, так как каждый квалитет определяет необходимость применения тех или иных методов и средств обработки изделий. В ЕСДП установлено 19 квалитетов, обозначаемых порядковым номером: 01; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16 и 17. Наивысшей точности соответствует квалитет 01, а наинизшей - 17-й квалитет. Точность убывает от квалитета 01 к квалитету 17. Допуск квалитета условно обозначают прописными латинскими буквами ІТ с номером квалитета, например, ІТ6 - допуск 6-го квалитета. В дальнейшем под словом допуск понимается допуск системы. Квалитеты 01, 0 и 1 предусмотрены для оценки точности плоскопараллельных концевых мер длины, а квалитеты 2, 3 и 4 - для оценки гладких калибров-пробок и калибров-скоб. Размеры деталей высокоточных ответственных соединений, например подшипников качения, шеек коленчатых валов, деталей, соединяемых с подшипниками качения высоких классов точности, шпинделей прецизионных и точных металлорежущих станков и другие выполняют по 5-му и 6-му квалитетам. Квалитеты 7 и 8 являются наиболее распространенными. Они предусмотрены для размеров точных ответственных соединений в приборостроении и машиностроении, например деталей двигателей внутреннего сгорания, автомобилей, самолетов, металлорежущих станков, измерительных приборов. Размеры деталей тепловозов, паровых машин, подъемно-транспортных механизмов, полиграфических, текстильных и сельскохозяйственных машин преимущественно выполняют по 9-му квалитету. Квалитет 10 предназначен для размеров неответственных соединений, например для размеров деталей сельскохозяйственных машин, тракторов и вагонов. Размеры деталей, образующих неответственные соединения, в которых допустимы большие зазоры и их колебания, например размеры крышек, фланцев, деталей, полученных литьем или штамповкой, назначают по 11-му и 12-му квалитетам. Квалитеты 13-17 предназначены для неответственных размеров деталей, не входящих в соединения с другими деталями, т. е. для свободных размеров, а также для межоперационных размеров. Допуски в квалитетах 5-17 определяют по общей формуле: 1Тq = аі , (1) где q - номер квалитета; а - безразмерный коэффициент, установленный для каждого квалитета и не за висящий от номинального размера (его называют “число единиц допуска”); і - единица допуска (мкм) - множитель, зависящий от номинального размера; для размеров 1-500 мкм
для размеров св. 500 до 10 000 мм
где D с - среднее геометрическое граничных значений
где D min и D max – наименьшее и наибольшее граничное значение интервала номинальных размеров, мм . При заданных квалитете и интервале номинальных размеров значение допуска постоянно для валов и отверстий (их поля допусков одинаковы). Начиная с 5-го квалитета, допуски при переходе к соседнему менее точному квалитету увеличиваются на 60% (знаменатель геометрической прогрессии равен 1,6). Через каждые пять квалитетов допуски увеличиваются в 10 раз. Например, для деталей номинальных размеров св. 1 до 3 мм допуск 5-го квалитета ІТ5 = 4 мкм ; через пять квалитетов он увеличивается в 10 раз, т. е. ІТ1О =.40 мкм и т. д. Интервалы номинальных размеров в диапазонах св. 3 до 180 и св. 500 до 10000 мм в системах ОСТ и ЕСДП совпадают. В системе ОСТ до 3 мм установлены следующие интервалы размеров: до 0,01; св. 0,01 до 0,03; св. 0,03 до 0,06; св. 0,06 до 0,1 (исключение); от 0,1 до 0,3; св. 0,3 до 0,6; св. 0,6 до 1 (исключение) и от 1 до 3 мм . Интервал св. 180 до 260 мм разбит на два промежуточных интервала: св. 180 до 220 и св. 220 до 260 мм . Интервал св.-260 до 360 мм разбит на интервалы: св. 260 до 310 и св. 310 до 360 мм . Интервал св. 360 до 500 мм разбит на интервалы: св. 360 до 440 и св. 440 до 500 мм . При переводе классов точности по ОСТ в квалитеты по ЕСДП необходимо знать следующее. Так как в системе ОСТ допуски подсчитывали по формулам, отличающихся от формул (2) и (3), то нет точного совпадения допусков по классам точности и квалитетам. Первоначально в системе ОСТ были установлены классы точности: 1; 2; 2a; 3; 3a; 4; 5; 7; 8; и 9. Позднее система ОСТ была дополнена более точными классами 10 и 11. В системе ОСТ допуски валов 1, 2 и 2а классов точности установлены меньшими, чем для отверстий тех же классов точности. Это связано с трудностью обработки отверстий по сравнения с валами. Основное отклонение - одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Таким отклонением является ближайшее отклонение от нулевой линии. Для полей допусков вала (отверстия), расположенных выше нулевой линии, основное отклонение является нижним отклонением, вала еі (для, отверстия EI) со знаком “плюс”, а для полей допусков, расположенных ниже нулевой линии, основное отклонение - верхнее отклонение вала еѕ (для отверстия ЕЅ) со знаком “минус”. От границы основного отклонения начинается поле допуска. Положение второй границы поля допуска (т. е. второе предельное отклонение) определяется как алгебраическая сумма значения основного отклонения и допуска квалитета точности. Для валов установлено 28 основных отклонений и столько же основных отклонений для отверстий (ГОСТ 25346 - 82). Основные отклонения обозначаются одной или двумя буквами латинского алфавита: для вала - строчными буквами от а до zc, а для отверстия - прописными буквами от А до ZС (рис. 1, г). Значения основных отклонений приведены в таблицах. Основные отклонения валов от а до g (верхнее отклонения еѕ со знаком “минус”) и основное отклонение вала h (еѕ равно нулю) предназначены для образования полей допусков валов в посадках с зазором; от ј (ј ѕ) до n - в переходных посадках от р до zс (нижние отклонения еі со знаком “плюс”) - в посадках с натягом. Аналогично основные отклонения отверстий от А до G (нижние отклонения ЕІ со знаком “плюс”) и основное отклонение отверстия Н (для него ЕІ = 0) предназначены для образования полей допусков отверстий в посадках с зазором; от Ј (Ј ѕ) до N - в переходных посадках и от Р до ZС (верхние отклонения ЕЅ со знаком “минус”) - в посадках с натягом. Буквами ј ѕ и Ј ѕ обозначено симметричное расположение допуска относительно нулевой линии. В этом случае числовые значения верхнего еѕ (ЕЅ) и нижнего еі(ЕІ) отклонении вала (отверстия) численно равны, но противоположны по знаку (верхнее отклонение со знаком “плюс”, а, нижнее - со знаком “минус”). Основные отклонения вала и отверстия, обозначенные одноименной буквой (для данного интервала размеров), равны по величине, но противоположны по знаку; они увеличиваются с возрастанием значения интервала размеров. Сочетанием полей допусков валов и отверстий может быть получено большое число посадок. Различают посадки в системе отверстия и в системе вала. Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получают соединением различных по размеру валов с одним основным отверстием (рис.1, а), поле допуска которого (для данного квалитета и интервала размеров) постоянно для всей совокупности посадок. Поле допуска основного отверстия расположено неизменно относительно нулевой линии так, что его нижнее отклонение ЕІ = 0 (оно является основным отклонением Н), а верхнее отклонение ЕЅ со знаком + “плюс” численно равно допуску основного отверстия. Поля допусков валов в посадках с зазором расположены ниже нулевой линии (под полем допуска основного отверстия), а в посадках с натягом - выше поля допуска основного отверстия (рис. 1, б). В переходных посадках поля допусков валов частично или полностью перекрывают поле допуска основного отверстия. Посадки в системе вала - посадки, в которых различные зазоры и натяги получают соединением различных по размеру отверстий с одним основным валом, поле допуска которого (для данного квалитета и интервала размеров) постоянно для всей совокупности посадок. Поле допуска основного вала расположено неизменно относительно нулевой линии так, что его верхнее отклонение еѕ = 0, а нижнее отклонение еі со знаком - “минус” численно равно допуску основного вала. Поля допусков отверстий в посадках с зазором расположены выше поля допуска основного вала, а в посадках с натягом - ниже поля допуска основного вала. Система отверстия характеризуется более простой технологией изготовления изделий по сравнению с системой вала, а поэтому она получила преимущественное применение. По системе вала соединяют подшипники качения с отверстиями втулок или корпусов изделий, а также поршневой палец с поршнем и шатуном и т. п. В отдельных случаях для получения соединений с очень большими зазорами используют комбинированные посадки - посадки, образованные полями допусков отверстий из системы вала и полями допусков валов из системы отверстия. Для номинальных размеров менее 1 и св. 3150 мм, а также для 9-12-го квалитетов при номинальных размерах 1-3150 мм посадки образуются сочетанием полей допусков отверстий и валов одинакового квалитета точности, например, Н6/р6; Н7/е7; Е8/h8; Н9/е9 и В11/h1. В 6-м и 7-м квалитетах при номинальных размерах 1-3150 мм по технологическим соображениям поле допуска отверстия рекомендуется выбирать на один квалитет грубее, чем поле допуска вала, например, Н7/k6; Е8/h7. Кроме посадок, указанных в таблицах, в технически обоснованных случаях допускаются к применению и другие посадки, образованные из полей допусков ЕСДП. Посадка должна относиться к системе отверстия или системе вала, а при неодинаковых допусках отверстия и вала больший допуск должно иметь отверстие. Допуски отверстия и вала могут различаться не более чем на два квалитета. Выбор и назначение допусков и посадок осуществляют на основе расчетов необходимых зазоров или натягов с учетом опыта эксплуатации подобных соединений. Некоторые примеры применения предпочтительных посадок ЕСДП при номинальных размерах 1-500 мм приведены ниже (в скобках даны соответствующие названия посадок в, системе ОСТ), а схема расположения полей допусков валов и отверстий этих посадок - на рис. 2. Посадки Н7/h6 и Н8/h7 образованы полями допусков основного вала и основного отверстия. Наименьший зазор равен нулю, а наибольший - сумме допусков вала и отверстия. Эти посадки соответствуют скользящим посадкам системы ОСТ, их применяют преимущественно для неподвижных соединений, часто подвергаемых разборке и регулированию и допускающих проворачивание или продольное перемещение одной детали относительно другой (для установки сменных зубчатых колес в станках и механизмах, сменных кондукторных втулок, фрез на оправках, центрирующих корпусов под подшипники качения, шпинделя в корпусе сверлильного станка). Посадку Н8/h8 используют при установке на валы деталей, передающих крутящие моменты через штифты и шпонки, для неподвижных осей и пальцев в опорах, для соединения деталей, которые должны легко передвигаться при настройке и регулировании с последующей затяжкой в рабочем положении. Посадка Н11/h11 низкой точности и предназначена для относительно грубо центрированных неподвижных соединений (для центрирующих фланцев крышек и корпусов арматуры, для соединений, детали которых подлежат сварке; для крышек сальников в корпусах, для соединений распорных втулок и др.). В неподвижных соединениях эти посадки применяют для неответственных шарниров и роликов. Посадку Н7/g6 (движения) применяют в точных подвижных соединениях, в которых требуется обеспечить герметичность при перемещении одной детали в другой, а также плавность и точность перемещений; для подшипников скольжения особо точных механизмов при малых нагрузках и работающих при постоянной температуре; например, шпиндели точных станков, механизмов и делительных головок в их направляющих, сменные втулки в кондукторах, передвижные шестерни на валах коробок передач, плунжерные и гидравлические пары. Посадки Н7/f7 и F8/h6 (ходовые) предназначены для опор валов, вращающихся с умеренной угловой скоростью (частота до 150 рад/с) при постоянной по величине и направлению нагрузке; для опор с поступательным перемещением одной детали относительно другой; для неподвижных соединений при невысокой точности центрирования деталей, допускающих их легкую сборку и разборку (поршень в гидроцилиндре; зубчатые колеса и муфты, перемещаемые на валах; подшипники скольжения легких и средних машин, редукторов, насосов и др.) Посадки H7/e8, H8/e8 и E9/h8 характеризуются большими зазорами, поэтому обеспечивают свободное вращение при значительных нагрузках и угловых скоростях (свыше 150 рад/с). Их применяют при разнесенных опорах валов и увеличенной длине опор, например, для подшипников скольжения валов турбогенераторов, электромашин. Посадки H11/d11 предназначены для подвижных соединений низкой точности и для неподвижно грубо центрированных соединений, работающих в условии загруженности и напыления. Посадки H7/p6 и P7/h6 характеризуются минимальными гарантированными натягами. Их назначают для неподвижных соединений передающих сравнительно малые осевые усиления или небольшие крутящие моменты, для сопряжения валов с тонкостенными трубками, не опускающих больших деформаций, для соединения деталей из цветных металлов и легких сплавов, для центрирования тяжело нагруженных валов с втулками с дополнительным креплением соединяемых деталей. Посадки H7/s6 H7/r6 (прессовые) для неподвижных соединений, предающих средней нагрузки без дополнительного крепления соединяемых деталей. Посадки Н7/nб и Ы7/h6 (соответствуют глухой посадке) обеспечивают в соединениях только натяги (вероятность получения зазоров чрезвычайно мала). Эти посадки используют при центрировании деталей в неподвижных соединениях, воспринимающих вибрации и удары. Надежность посадки с натягом гарантируется дополнительным креплением деталей с помощью винтов, штифтов и т. п. Разборку соединения проводят редко (при капитальном ремонте). Например, зубчатые колеса и муфты на валах, бронзовые венцы червячных колес, кондукторные втулки в станочных приспособлениях, поршневые пальцы в бобышках поршней двигателей, ступица вентилятора на валу. Посадки Н7/k6 и К7/h6 (напряженные) обеспечивают средний зазор, близкий к нулю. Вероятность получения зазоров и натягов в соединении примерно одинакова. Вследствие погрешностей формы соединяемых поверхностей, особенно при длине соединения, превышающей три диаметра, зазоры не ощущаются. Поэтому эти посадки применяют для точного центрирования соединяемых деталей, например, неподвижных зубчатых колес на валах металлорежущих станков, втулок в головке шатуна тракторного двигателя; шкивов, маховиков и рычагов на валах; съемных муфт на валах. Посадки Н7/ј ѕ 6 и Јѕ7/hб (плотные) обеспечивают только зазоры в соединениях (вероятность получения натягов мала). Однако из-за влияния погрешностей формы и расположения поверхностей при сборке соединения требуется приложить усилие с помощью деревянного молотка. Посадку назначают для легко разбираемых, неподвижных, центрирующих соединений (ручных маховиков на валах, стаканов подшипников в корпусах). Детали изготовляют по чертежам, на размерных линиях которых после номинальных размеров проставлены допуски на размер в виде верхних и нижних предельных отклонений или условных обозначений полей допусков. ГОСТ 25346-82 предусматривает три варианта задания допуска на размер: или Æ40H7/e8 ) либо в строку Æ 40Н7-е8 .В последнем случае на первом месте проставляют обозначения, относящиеся к отверстию, а после тире - к валу. Третий вариант применяют при назначении стандартных предельных отклонений для размеров, не входящих в ряды номинальных линейных размеров [например, 41,5Н8 ( +0.039 )]; при назначении предельных отклонений, не предусмотренных ГОСТ 25347-82 и ГОСТ 25348-82 [например, 50x10 ()]. Детали из пластмасс широко применяют в машиностроении и приборостроении. Из пластмасс изготовляют зубчатые колеса, шкивы, маховички, вкладыши и втулки подшипников скольжения, крышки, резервуары, детали измерительных приборов, электроизоляционные детали и др. Однако специфика пластмасс, как конструкционных материалов, потребовала разработки системы допусков и посадок для деталей из этих материалов. Размеры деталей из пластмасс изменяются значительно под воздействием температуры и влажности. Поэтому допуски и предельные отклонения деталей из пластмасс, установленные ГОСТ 25349-82, относятся к деталям, размеры которых определены при температуре 20 °С и относительной влажности воздуха 65%. Деталь из пластмассы после изготовления до начала контроля размеров должна быть выдержана в течение 6-12 ч. Поля допусков деталей из пластмасс приведены в таблицах; они являются ограничительным отбором из совокупности полей допусков по ГОСТ 25347-82 и, кроме того, включают поля допусков, предусмотренные ГОСТ 25349-82. Числовые значения предельных отклонений, соответствующие полям допусков, не предусмотренным ГОСТ 25347-82. Посадки в соединениях пластмассовых деталей с пластмассовыми или с металлическими деталями рекомендуется назначать согласно таблиц. Форму деталей, например валов и отверстий втулок, характеризуют различные поверхности, разделяемые на номинальные и реальные. Номинальная поверхность - идеальная поверхность, номинальная форма которой задана чертежом или другой технической документацией. Табл. 2 Стандарты на допуски формы и расположения поверхностей
Реальные поверхности у детали получаются после изготовления. Реальная поверхность отличается от номинальной на величину отклонения D формы поверхности. Отклонением формы D поверхности называется отклонение формы реальной поверхности от формы номинальной поверхности. Наряду с нормированием отклонений формы поверхностей предусмотрено нормирование профиля поверхности. Профиль поверхности - линия пересечения поверхности с плоскостью или заданной поверхностью. Различают номинальный и реальный профили поверхности. Номинальный профиль - профиль номинальной поверхности, а реальный профиль - реальной поверхности. Отклонение D профиля есть отклонение реального профиля от номинального. Отклонения формы поверхности отсчитывают от прилегающей поверхности, имеющей форму номинальной поверхности, соприкасающейся с реальной поверхностью и расположенной вне детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормированного участка имело минимальное значение. Аналогично оценивают отклонение профиля поверхности. Шероховатость поверхности при определении отклонений формы не принимается во внимание. Звеном называется каждый из размеров, образующих размерную цепь. Звеньями размерной цепи могут быть любые линейные или угловые параметры: диаметральные размеры, расстояния между поверхностями или осями, зазоры, натяги, перекрытия, мертвые ходы, отклонения формы и расположения поверхностей (осей) и т.д. Любая размерная цепь имеет одно исходное (замыкающее) и два или более составляющих звеньев. Исходным называется звено, к которому предъявляется основное требование точности, определяющее качество изделия в соответствии с техническими условиями. В процессе обработки или сборке изделия исходное звено получается обычно последним, замыкая размерную цепь. В этом случае такое звено называется замыкающим. Таким образом, замыкающее звено непосредственно не выполняется, а представляет собой результат выполнения (изготовления) всех остальных звеньев цепи. Составляющими называются все остальные звенья с изменением которых изменяется и замыкающее звено. Составляющие звенья размерной цепи разделяются на две группы. К первой группе относятся звенья, с увеличением которых (при прочих постоянных) увеличивается и замыкающее звено. Такие звенья называются увеличивающими. Ко второй группе относятся звенья, с увеличением которых уменьшается замыкающее звено. Такие звенья называются уменьшающими.
Расчет размерных цепей является необходимым этапом конструирования, производства и эксплуатации широкого класса изделий. С помощью теории размерных цепей могут быть решены следующие конструкторские, технологические и метрологические задачи:
Размерные цепи используются для решения прямой и обратной задач, отличающихся последовательностью расчетов. Прямая задача. По заданным номинальному значению и допуску (отклонениям) исходного звена определить номинальные размеры, допуски и предельные отклонения всех составляющих звеньев размерной цепи. Обратная задача. По установленным номинальным размерам, допускам и предельным отклонениям составляющих звеньев определить номинальный размер, допуск и предельные отклонения замыкающего звена. Такая задача относится к поверочному расчету размерной цепи. Решением обратной задачи проверяется правильность решения прямой задачи. Существуют следующие методы достижения заданной точности исходного звена:
Расчеты размерных цепей могут производиться:
Классификация применяемых методов достижения заданной точности исходного звена приведена в таблице. При выборе метода достижения заданной точности необходимо учитывать функциональное назначение изделия, его конструктивные и технологические особенности, стоимость изготовления и сборки, эксплуатационные требования, тип производства, его организацию и другие требования. Заданная точность должна достигаться с наименьшими технологическими и эксплуатационными затратами. При прочих равных условиях рекомендуется выбирать в первую очередь такие методы достижения заданной точности, при которых сборка производится без подбора, пригонки и регулирования и собранные изделия отвечают всем требованиям взаимозаменяемости, т.е. использовать метод полной взаимозаменяемости или вероятностный метод (см. табл. 5.). Таблица.5 Классификация методов достижения заданной точности исходного звена (по ГОСТ 16319-80)
3.1. Предельные отклонения размеров следует указывать непосредственно после номинальных размеров. Предельные отклонения линейных и угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа при условии, что эта запись однозначно определяет значения и знаки предельных отклонений. Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать условные обозначения предельных отклонений линейных размеров в соответствии с ГОСТ 25346 (для отклонений по квалитетам) или по ГОСТ 25670 (для отклонений по классам точности). Симметричные предельные отклонения, назначаемые по квалитетам следует обозначать ± с указанием номера квалитета. Обозначения односторонних предельных отклонений по квалитетам. назначаемых только для круглых отверстий и валов (вариант 4 по ГОСТ 25670-82) дополняются знаком диаметра (Æ). Примеры общих записей, соответствующие вариантам по ГОСТ 25670 для 14 квалитета и (или) класса точности “средний”, приведены в табл. 3: Таблица 3
|