
Paano matukoy ang nominal na laki. Mga nominal na laki
Ang mga sukat ng mga bahagi na bumubuo sa yunit ng pagpupulong ay nakasalalay sa pagtatalaga at opsyon para sa gawaing kurso. Upang matukoy ang kanilang mga nominal na halaga, kinakailangan upang kalkulahin ang scale factor. Ito ay kinakalkula bilang mga sumusunod. Sa pagguhit ng takdang gawain sa kurso, ang sukat na tumutugma sa diameter ng baras sa ilalim ng rolling bearing (d 3 sinusukat) ay sinusukat. Ang target na laki (d 3 ibinigay) ay hinati sa sinusukat na laki na ito upang makuha ang scale factor μ
Sa pamamagitan ng pagsukat sa lahat ng iba pang mga sukat ng mga bahagi ng yunit ng pagpupulong at pagpaparami ng mga ito sa kadahilanang ito ng sukat, ang mga kinakalkula na sukat ay natutukoy.
Upang mabawasan ang bilang ng mga karaniwang sukat ng mga workpiece at mga bahagi, mga tool sa paggupit at pagsukat, ang mga halaga ng mga nominal na dimensyon na nakuha sa pamamagitan ng pagkalkula ay dapat na bilugan sa mga halagang tinukoy sa GOST 6636-69 "Mga normal na linear na sukat" (Talahanayan A.1). Pagkatapos nito, ang mga bilugan na halaga ng mga nominal na laki ay dapat ipasok sa Talahanayan 1.1. Ang mga sukat na nauugnay sa rolling bearing ay dapat kunin ayon sa pamantayan para sa produktong ito, anuman ang laki ng disenyo. Upang gawin ito, dapat mong tukuyin ang simbolo ng isang naibigay na rolling bearing, tinutukoy ang serye, uri at mga tampok ng disenyo nito, at pagkatapos, ayon sa GOST 520-2002 o mga reference na libro, isulat ang lahat ng mga parameter ng rolling bearing na kinakailangan para sa karagdagang mga kalkulasyon (pagkonekta ng diameter ng panlabas na singsing, lapad ng mga singsing, dynamic na kapasidad ng pagkarga ng tindig ).
Pagkatapos ay itinalaga ang mga sukat na nauugnay sa rolling bearing. Ang mga sukat na ito ay sukat d 1 (angkop na diameter ng through bearing cap), d 2 (diameter ng butas sa housing para sa pag-install ng bearing), d 4 (inner diameter ng spacer sleeve), d 5 (fitting diameter ng blind bearing cap). Mga pagtatalaga ayon sa .
Halimbawa, kung ayon sa takdang-aralin ay kilala na d 3 = 30 mm, uri ng tindig 7300, nangangahulugan ito na ang laki ng tindig ay 7306 (d 3/5 = 30/5 = 6), tapered roller bearing at ang panlabas nito diameter D = 72 mm . Alinsunod dito, ang mga sukat d 1 = d 2 = d 5 = 72 mm, at d 4 = d 3 = 30 mm.
Kapag pinupunan ang Talahanayan 1.1, dapat mong bigyang pansin ang mga sukat ng standardized at standard na mga bahagi, na dapat ding tanggapin alinsunod sa mga nauugnay na dokumento ng regulasyon. Kasama sa mga naturang bahagi ang mga seal ng mga yunit ng tindig, mga susi, mga bilog na spline nuts, mga takip ng through at blind bearing, mga bearing cup.
Batay sa nakuha na mga sukat, ang isang yunit ng pagpupulong ay iginuhit sa naaangkop na sukat.
2 Pangkalahatang impormasyon tungkol sa mga sukat, pagpapaubaya, akma at maximum na mga paglihis
Sukat– numerical value ng isang linear na dami (diameter, haba, atbp.) sa mga piling unit ng pagsukat. Sa mga guhit, ang lahat ng mga linear na sukat ay ipinahiwatig sa millimeters.
Totoong sukat– laki ng elemento na itinatag sa pamamagitan ng pagsukat na may pinahihintulutang error.
Limitahan ang mga sukat– dalawang maximum na pinahihintulutang laki, sa pagitan ng kung saan ang aktwal na sukat ng isang angkop na bahagi ay dapat na katumbas o maaaring katumbas. Ang mas malaki ay tinatawag na pinakamalaking sukat ng limitasyon, at ang mas maliit ay tinatawag na pinakamaliit na sukat ng limitasyon. Ang mga ito ay itinalagang D max at D min para sa butas at d max at d min para sa baras.
Nominal na laki– ang laki na nauugnay sa kung saan ang mga paglihis ay tinutukoy. Ang laki na ipinahiwatig sa pagguhit ay nominal. Ang nominal na laki ay tinutukoy ng taga-disenyo bilang isang resulta ng mga kalkulasyon para sa lakas at katigasan o isinasaalang-alang ang disenyo at mga teknolohikal na tampok. Para sa mga bahagi na bumubuo ng koneksyon sa landing, karaniwan ang nominal na laki.
SA
Talahanayan 1.1 - Mga sukat ng unit ng pagpupulong Pagtukoy sa laki Sinusukat ang mga sukat, mm Laki ng disenyo, mm Sukat ayon sa GOST 6636-69
itaas na paglihis ES, es – algebraic na pagkakaiba sa pagitan ng pinakamalaking limitasyon at ng kaukulang mga nominal na laki.
ES = D max – D - para sa butas, (2.1)
es = d max – d - para sa baras. (2.2)
Mas mababang paglihis EI, ei – algebraic na pagkakaiba sa pagitan ng pinakamaliit na limitasyon at ng kaukulang nominal na laki.
EI = D min – D - para sa butas, (2.3)
ei = d min – d - para sa baras. (2.4)
Aktwal na paglihis– algebraic na pagkakaiba sa pagitan ng tunay at nominal na laki.
Pagpaparaya T – ang pagkakaiba sa pagitan ng pinakamalaki at pinakamaliit maximum na sukat o ang algebraic na pagkakaiba sa pagitan ng upper at lower deviations.
T D = D max – D min = ES - EI - para sa mga butas, (2.5)
T d = d max – d min = es - ei - para sa baras. (2.6)
Ang pagpaparaya ay palaging positibo. Tinutukoy nito ang pinahihintulutang patlang ng pagpapakalat ng mga aktwal na sukat ng mga angkop na bahagi sa isang batch, iyon ay, ang tinukoy na katumpakan ng pagmamanupaktura.
Larangan ng pagpaparaya– isang field na nililimitahan ng pinakamalaki at pinakamaliit na sukat ng limitasyon at tinutukoy ng halaga ng tolerance na T at ang posisyon nito na may kaugnayan sa nominal na laki. Sa isang graphical na representasyon, ang tolerance field ay nakapaloob sa pagitan ng dalawang linya na tumutugma sa upper at lower deviations na may kaugnayan sa zero line (Figure 2.1).
Pangunahing paglihis– isa sa dalawang deviations (itaas o mas mababa), na tinutukoy ang posisyon ng tolerance field na may kaugnayan sa zero line. Ang pangunahing isa ay ang paglihis na pinakamalapit sa zero na linya. Ang pangalawang paglihis ay tinutukoy sa pamamagitan ng pagpapaubaya.
Zero line– isang linya na tumutugma sa nominal na laki, kung saan ang mga dimensional na paglihis ay naka-plot kapag graphical na naglalarawan ng mga tolerance at akma.
baras– isang terminong karaniwang ginagamit upang italaga ang panlabas (lalaki) na mga elemento ng mga bahagi, kabilang ang mga di-cylindrical na elemento.
butas– isang terminong karaniwang ginagamit upang italaga ang mga panloob na elemento ng mga bahagi, kabilang ang mga elementong hindi cylindrical.
Pagpaparaya sa butas denoted T D, at ang baras T d. Bilang karagdagan sa mga elemento ng babae at lalaki na tinatawag na mga butas at baras, ang mga bahagi ay naglalaman ng mga elemento na hindi maaaring maiugnay sa alinman sa isang butas o isang baras (mga ledge, mga distansya sa pagitan ng mga palakol ng mga butas, atbp.).
Landing- ang likas na katangian ng koneksyon ng dalawang bahagi, na tinutukoy ng pagkakaiba sa kanilang mga sukat bago ang pagpupulong. Ang akma ay nagpapakilala sa kalayaan ng kamag-anak na paggalaw ng mga bahagi na konektado o ang antas ng paglaban sa kanilang pag-aalis sa isa't isa. Batay sa likas na katangian ng koneksyon, tatlong grupo ng mga akma ay nakikilala: akma sa clearance, akma sa interference, at transitional fit.
Gap Ang S ay ang pagkakaiba sa pagitan ng mga sukat ng butas at ng baras, kung ang laki ng butas ay mas malaki kaysa sa laki ng baras. Ang puwang ay nagpapahintulot sa kamag-anak na paggalaw ng mga naka-assemble na bahagi. Ang pinakamalaki, pinakamaliit at average na gaps ay tinutukoy ng mga formula:
S max = D max – d min = ES - ei; (2.7)
S
Larawan 2.1. a – pagpapares b - diagram ng lokasyon ng mga patlang ng pagpapaubaya ng baras at butas
S m = (S max + S min)/2. (2.9)
Preload Ang N ay ang pagkakaiba sa pagitan ng mga sukat ng baras at ang butas bago ang pagpupulong, kung ang laki ng baras ay mas malaki kaysa sa laki ng butas. Tinitiyak ng pag-igting ang mutual immobility ng mga bahagi pagkatapos ng kanilang pagpupulong. Ang maximum, minimum at average na pag-igting ay tinutukoy ng mga formula:
N max = d max – D min = es - EI; (2.10)
N min = d min – D max = ei -ES; (2.11)
N m = (N max + N min)/2. (2.12)
Angkop sa clearance– isang fit na nagsisiguro ng clearance sa koneksyon (ang tolerance field ng shaft ay matatagpuan sa ibaba ng tolerance field ng butas o hinawakan ito sa S min = 0) Figure 2.2.
Akma ang panghihimasok– isang fit na nagsisiguro ng interference sa koneksyon (ang tolerance field ng shaft ay matatagpuan sa itaas ng tolerance field ng butas o hinawakan ito sa N min = 0) (tingnan ang Figure 2.2).

Transitional fit– isang fit kung saan posibleng makakuha ng parehong gap at interference fit (ang tolerance field ng butas at shaft ay ganap o bahagyang nagsasapawan) (tingnan ang Figure 2.2).
Tamang pagpaparaya– ang kabuuan ng mga tolerance ng butas at baras na bumubuo sa koneksyon:
T (S, N) = T D + T d –. sa pangkalahatang anyo, (2.13)
T N = N max – N min - para sa interference fit, (2.14)
T S = S max – S min - para sa clearance fit. (2.15)
Sa transitional fit, ang fit tolerance ay tinutukoy bilang ang kabuuan ng pinakamalaking interference at clearance:
T (S,N) = N max + S max. (2.16)
Halimbawa. Sa isang interface ng uri ng shaft-hole  ang nominal na laki ng asawa, ang maximum na mga paglihis ng butas at baras ay kilala. Tukuyin ang pinakamataas na sukat ng butas at baras, butas na tolerance, baras tolerance, fit tolerance, pinakamalaki at pinakamaliit na gaps, bumuo ng isang diagram ng lokasyon ng mating tolerance field na nagpapahiwatig ng mga deviation.
ang nominal na laki ng asawa, ang maximum na mga paglihis ng butas at baras ay kilala. Tukuyin ang pinakamataas na sukat ng butas at baras, butas na tolerance, baras tolerance, fit tolerance, pinakamalaki at pinakamaliit na gaps, bumuo ng isang diagram ng lokasyon ng mating tolerance field na nagpapahiwatig ng mga deviation.
Solusyon.
Limitahan ang mga sukat ng butas (mga equation 2.1 – 2.2):
pinakamalaking D max =D + ES = 45 + 0.039 = 45.039 mm;
pinakamaliit D min = D + EI = 45 + 0 = 45,000 mm.
Limitahan ang mga sukat ng baras (mga equation 2.3 – 2.4):
pinakamalaking d max = d + es = 45 + (-0.050) = 44.950 mm;
pinakamaliit na d min = d + ei =45 + (-0.089) = 44.911 mm.
Bore tolerance, shaft tolerance at fit tolerance (Equation 2.5, 2.6, 2.13):
T D = ES - EI = +0.039 – 0 = 0.039 mm = 39 µm,
T d = es - ei = - 0.050 – (-0.089) = 0.039 mm = 39 µm,
T S = T D + T d = 0.039 + 0.039 = 0.078 mm = 78 µm.
Pinakamalaki at pinakamaliit na gaps (mga equation 2.7, 2.8):
S max = ES – ei = +0.039 – (- 0.089) = 0.128 mm = 128 µm,
S min = EI – es = 0 – (- 0.050) = 0.050 mm = 50 µm.
Ang layout ng tolerance field ay ipinapakita sa Figure 2.3.

Paghahanda ng mga gumaganang guhit. Anuman ang istruktura at teknolohikal na uri ng bahagi, ang pagguhit nito ay dapat na iguhit alinsunod sa mga kinakailangan ng mga pamantayan sa pagtukoy ng mga format (GOST 2.30-1-68), mga kaliskis (GOST 2.302-68), mga linya (GOST 2.303-68 ), mga font ( GOST 2.304-81), mga pagtatalaga ng mga graphic na materyales at mga patakaran para sa kanilang aplikasyon sa mga guhit (GOST 2.306-68).
Mga larawan at pagtatalaga ng hugis ng bahagi. Ang gumaganang pagguhit ay dapat maglaman ng kinakailangang bilang ng mga imahe at sukat na tumutukoy sa hugis ng bahagi. Dapat ihatid ng mga imahe ang mga hugis ng panlabas at panloob na mga ibabaw ng bahagi na may pinakamalaking pagpapahayag at sa isang maginhawang sukat. Ang gumaganang pagguhit ay dapat matugunan ang mga pangkalahatang kinakailangan na itinatag ng mga pamantayan ng ESKD.
Mga imahe at simbolo ng mga materyales. Ang materyal kung saan ginawa ang bahagi ay dapat na graphical na ipinahiwatig sa pagguhit sa lahat ng mga seksyon at mga seksyon ng bahagi. Sa ilang mga kaso, ang harap na bahagi ng materyal, ang direksyon ng mga hibla, ang base, atbp ay dapat ipahiwatig. Ang pangalan ng materyal, tatak nito, grado, GOST at iba pang impormasyon ay dapat ipahiwatig sa block ng pamagat.
Indikasyon ng kondisyon ng materyal. Mga kinakailangan para sa materyal at. ang kalidad nito ay dapat na tinukoy sa mga teknikal na kinakailangan. Kung ang materyal ng bahagi ay napapailalim sa paggamot sa init o ang isang patong ay dapat ilapat sa ibabaw nito, kung gayon ang mga naaangkop na inskripsiyon ay dapat gawin tungkol dito sa pagguhit (GOST 2.109-73-pangunahing mga kinakailangan para sa mga guhit, GOST 2.316-68-ESKD. Mga panuntunan para sa paglalapat ng mga inskripsiyon at teknikal na kinakailangan sa mga guhit ).
Pangunahing inskripsiyon, mga teknikal na kinakailangan. Ang bawat guhit ay naglalaman ng isang bloke ng pamagat na dapat punan ayon sa mga tuntunin ng mga pamantayan ng ESKD. Ang bahagi ng teksto ng mga teknikal na kinakailangan, mga inskripsiyon na may pagtatalaga ng mga imahe, pagtatalaga ng mga elemento ng produkto at iba pang mga tagubilin na nauugnay sa bahagi o imahe nito ay isinasagawa alinsunod sa mga pamantayan ng ESKD.
Ang pangkalahatang view ng mga bahagi ay dapat iguhit sa sheet A1. Ang kalkulasyon at paliwanag na tala ay dapat ilarawan ang mga dinisenyo na mga parameter ng istruktura ng mga bahagi, mga tampok ng operasyon nito, pati na rin ang mga kalkulasyon ng disenyo.
| Kapag bumubuo ng isang pagguhit, kailangan mong kalkulahin at piliin ang mga akma, pagpapaubaya at mga paglihis para sa mga pangunahing interface ng device, na mahigpit na sumusunod sa Unified System of Tolerances and Fittings (USDP). Ang lahat ng mga guhit ng mga bahagi ay dapat magpahiwatig ng mga pagpapaubaya at akma, at mga espesyal na kondisyon sa pagmamanupaktura alinsunod sa GOST. Ang mga guhit ay isinasagawa alinsunod sa mga kinakailangan ng ESKD. Pagpapatupad ng mga gumaganang guhit ng mga bahagi |
| Kapag gumagawa ng mga gumaganang mga guhit ng mga bahagi, ang pangunahing pansin ay dapat bayaran sa pag-uugnay sa hugis, sukat at pagkamagaspang ng mga ibabaw ng isinangkot |
| inilapat na mga bahagi at para sa pagbuo ng mga istruktura at teknolohikal na elemento ng mga bahagi. Ang Figure 1 ay nagpapakita ng mga halimbawa ng pagbuo ng mga istruktura at teknolohikal na elemento ng mga bahagi na may sa iba't ibang paraan koneksyon ng mga bahagi. Ang hugis at sukat ng mga elemento ng istruktura ay tinutukoy ng mga pamantayan at iginuhit gamit ang naaangkop na mga talahanayan. Halimbawa, sa larawan ng isang sinulid na koneksyon, ang mga grooves at chamfers ay hindi ipinapakita, ngunit sa mga larawan ng mga indibidwal na bahagi, ang mga sinulid na grooves ay ipinapakita sa mga pangunahing larawan ng mga bahagi. Ang hugis at sukat ng mga grooves ay tumutugma sa pamantayan. Ang mga gumaganang guhit ng mga bahagi ay dapat gawin na isinasaalang-alang ang mga sumusunod na kinakailangan: 1. Ang bahagi sa gumaganang guhit ay iginuhit sa parehong posisyon na sinasakop nito sa panahon ng paggawa nito. Ang mga bahagi ng katawan at mga takip na may maliit na bilang ng mga ibabaw na napapailalim sa machining ay pinapayagang ilagay sa isang posisyon na tumutugma sa posisyon ng bahagi sa yunit ng pagpupulong. 2. Ang pangunahing view ng bahagi ay pinili na isinasaalang-alang ang mga sumusunod na kondisyon: – kasing dami ng mga axes ng mga butas at iba pang mga elemento hangga't maaari ay naka-orient parallel sa frontal projection plane, kung saan |
| 6. Ang mga sukat sa mga bahagi ng isinangkot ay dapat ilagay sa parehong oras upang matiyak ang pagkakahanay ng mga sukat. 7. Ang mga sukat ng hugis ng mga elemento ng mga bahagi ay ipinahiwatig, kung maaari, sa isang imahe, kung saan ang elementong ito ay may mas kumpletong imahe. Ang mga sukat ng mga diameter ng butas ay minarkahan sa mga seksyon ng mga butas na ito. Ang mga sukat ng mga di-circular na butas at grooves ay ipinahiwatig sa mga larawang iyon na nagpapakita ng hugis ng mga butas. 8. Ang mga sukat ng posisyon ng mga elemento ng mga bahagi ay ipinahiwatig mula sa mga base ng teknolohikal at disenyo. 9. Kapag tinutukoy ang mga sukat ng mga bahagi na direktang kinuha mula sa imahe sa pagguhit pangkalahatang pananaw, dapat isaalang-alang ang sukat ng pangkalahatang pagguhit ng view. |

kanin. 1. Mga halimbawa ng pagbuo ng mga elemento ng istruktura at teknolohikal
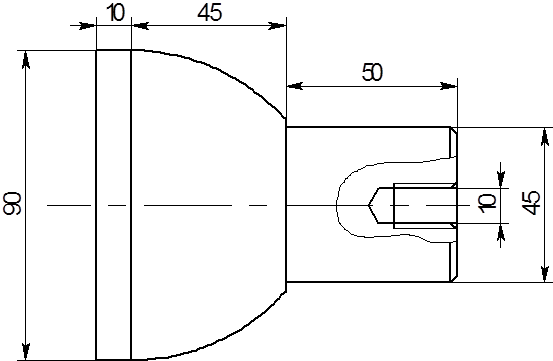
Fig.2. Sketch ng balangkas ng bahagi

Ang lahat ng mga dimensyon ay dapat sumunod sa mga kinakailangan ng mga normal na linear na sukat. Ang nominal na laki ay ang sukat na nauugnay kung saan tinutukoy ang pinakamataas na sukat at nagsisilbi ring panimulang punto para sa pagsukat ng mga paglihis. Para sa mga bahagi ng isinangkot, karaniwan ang nominal na sukat. Natutukoy ito sa pamamagitan ng mga kalkulasyon ng lakas, higpit, atbp., na bilugan sa pinakamataas na halaga isinasaalang-alang ang "normal na mga linear na sukat".
Ang mga nominal na linear na dimensyon (diameter, haba, hakbang, lalim, distansya sa pagitan ng mga palakol, atbp.) ng mga bahagi, ang kanilang mga elemento at koneksyon ay dapat italaga mula sa mga karaniwang alinsunod sa GOST 6636-69. Sa kasong ito, ang orihinal na halaga ng laki na nakuha sa pamamagitan ng pagkalkula o iba pang paraan, kung ito ay naiiba sa karaniwang isa, ay dapat na karaniwang bilugan sa pinakamalapit na mas malaki. batayang sukat. Ang paggamit ng mga karaniwang sukat ng nominal ay nagbibigay ng isang mahusay na pang-ekonomiyang epekto, dahil ito ay lumilikha ng batayan para sa pagbabawas ng mga karaniwang sukat ng mga produkto at mga bahagi," pati na rin ang mga teknolohikal na kagamitan, pangunahin ang dimensional na mga tool sa paggupit, mga panukat, atbp.
Batay sa isang pangkalahatang pamantayan sa loob ng isang industriya o isang indibidwal na negosyo, ipinapayong bumuo ng isang mahigpit na pamantayan para sa mga normal na linear na sukat, na ginagawang posible upang higit pang i-streamline at bawasan ang hanay ng laki ng mga produkto at tool, na isinasaalang-alang ang mga partikular na kinakailangan at produksyon. kundisyon. Ito ay lalong mahalaga upang bawasan ang iba't ibang laki ng mga ibabaw ng isinangkot, kung saan ginagamit ang pinakamalaking bilang ng mga dimensional na kagamitan.
Ang pamantayan para sa mga normal na linear na dimensyon ay batay sa isang serye ng mga ginustong numero (GOST 8032-56), na pinagtibay sa buong mundo, kasama ang mga pamantayan ng ISO at CMEA, bilang isang unibersal na sistema ng mga numerical na halaga ng mga parameter at laki ng mga produkto mula sa lahat. mga sektor ng pambansang ekonomiya. Ang serye ng mga ginustong numero (Talahanayan 1 at 2) ay mga geometric na pag-unlad na may mga denominator na sa bawat pagitan ng decimal ay naglalaman ng 5, 10, 20 at 40 na numero, ayon sa pagkakabanggit, na makikita sa mga pagtatalaga ng serye.
Bilang karagdagan sa pangunahing serye ng mga ginustong numero, na itinalaga ng letrang R, sa mga teknikal na katwiran na mga kaso, pinapayagan na gumamit ng mga bilugan na halaga ng ilang mga ginustong numero. Ang mga serye na naglalaman ng mga numero ng unang rounding ay itinalaga, ayon sa mga rekomendasyon ng ISO at CMEA, na may letrang R", at ang mga serye na naglalaman ng mga numero ng ikalawang rounding ay itinalagang R*. mga parameter at laki kapag kailangan mong magtakda ng hindi isang halaga, ngunit isang pare-parehong serye ng mga halaga sa isang tiyak na hanay. Sa kasong ito, ang bilang ng mga termino sa serye ay mas maliit kumpara sa isang pag-unlad ng aritmetika.
Para sa mga kadahilanang ito, ginagamit din ang mga gustong numero (karaniwan ay ang seryeng R5, R10 at R 10) kapag gumagawa ng mga tolerance system para sa iba't ibang dimensional na parameter, kabilang ang mga tolerance ng mga thread, gears, hugis, lokasyon at pagkamagaspang sa ibabaw.
Pagpili ng mga normal na linear na sukat para sa bahagi 1, na ipinapakita sa Figure 2.1. Ang mga sukat 50,10, 90 ay tumutugma sa isang bilang ng mga normal na linear na dimensyon ayon sa Talahanayan 1; kinakailangan upang ipakilala ang isang pagsasaayos para sa mga halagang 9.91, 40.09 at 41.08.
Alinsunod sa GOST 6636-69 :
-
Sukat 9.91 mm, baguhin sa 10 mm. (na tumutugma sa serye ng Ra20)
-
Sukat 90 mm. Hayaan natin na walang pagbabago. (na tumutugma sa serye ng Ra20)
-
Sukat 40.09 mm. Palitan natin ito ng 45 mm. (na tumutugma sa serye ng Ra20)
-
Sukat 41.08 mm. Palitan natin ito ng 45 mm. (na tumutugma sa serye ng Ra20)
- Sukat 50 mm. Hayaan natin na walang pagbabago. (na tumutugma sa serye ng Ra20)
Sukat 10 mm. Hayaan natin na walang pagbabago. (na tumutugma sa serye ng Ra20)

1.1 Pagtatalaga ng mga pagpapaubaya
Ang pagpapaubaya ay itinalaga batay sa layunin ng ibabaw ng produkto. Kapag pumipili at nagtatalaga ng mga pagpapaubaya at akma, ang taga-disenyo ay palaging nagpapatuloy mula sa katotohanan na ang paggawa ng mga bahagi sa isang antas ng kalidad na naaayon sa higit na katumpakan, ibig sabihin, na may maliit na pagpapaubaya, ay nauugnay sa pagtaas ng gastos dahil sa mataas na gastos sa paggawa at materyal. para sa kagamitan, kabit, kasangkapan at kontrol. Ngunit sa parehong oras, ang mataas na katumpakan ng mga koneksyon at mga tagapagpahiwatig ng mataas na pagganap ng produkto sa kabuuan ay natiyak.
Ang paggawa ng mga bahagi ayon sa mga pamantayan ng kalidad na may pinahabang pagpapahintulot ay mas simple at hindi nangangailangan ng tumpak na kagamitan at pagtatapos ng mga teknolohikal na proseso, gayunpaman, ang katumpakan ng mga isinangkot at, dahil dito, ang tibay ng mga makina ay nabawasan.
Kaya, ang mga taga-disenyo ay palaging nahaharap sa gawain ng makatwiran, sa batayan ng mga teknikal at pang-ekonomiyang kalkulasyon, paglutas ng mga kontradiksyon sa pagitan ng mga kinakailangan sa pagpapatakbo at mga kakayahan sa teknolohiya, batay sa pangunahin sa katuparan ng mga kinakailangan sa pagpapatakbo.
Sa pagsasanay na pang-edukasyon, tila mas madaling gamitin ang paraan ng pagkakatulad. Kasabay nito, kung kinakailangan ang paglilinaw, dapat kang sumangguni sa mga talahanayan ng sanggunian ng mga karaniwang halaga ng pagpapaubaya at maximum na mga paglihis.
Magbigay tayo ng halimbawa. Ipagpalagay na sa panahon ng trabaho na iyong ginagawa, kinakailangan na linawin ang likas na katangian ng koneksyon ng dalawang bahagi at magtalaga ng isang makatwirang pagpapaubaya para sa bawat isa. Una, gamit ang talahanayan. 10 kinakailangan upang maitatag kung alin sa tatlong grupo ng mga landing ang kinakailangan para sa koneksyon na ito upang maisagawa ang pagpapaandar nito. Dapat itong isaalang-alang na ang bawat kasunod na pagtatalaga ng titik ng pangunahing paglihis ng puwang at pagkagambala ay nangangahulugan, ayon sa pagkakabanggit, isang pagbawas sa puwang at isang pagtaas sa pagkagambala.
Ngayon ay bumaling tayo sa GOST 25347-82. Ayon sa talahanayang nakapaloob dito. 17 "Inirerekomenda ang mga akma sa sistema ng butas para sa mga nominal na laki mula 1 hanggang 500 mm" pumili kami ng angkop para sa magkasanib na ito ng dalawang bahagi, halimbawa, k6. Ang isang sipi mula sa tinukoy na talahanayan ng pamantayan ay ibinigay sa talahanayan. labing-isa.

Inilalagay namin ang mga patlang ng pagpapaubaya na may kaugnayan sa mga nominal na dimensyon tulad ng sumusunod: "plus" - para sa mga diametrical na sukat ng mga panloob na ibabaw, "minus" - para sa mga diametrical na sukat ng mga panlabas na ibabaw, simetriko - para sa iba pang mga sukat.
Ang pamamaraan para sa pagpili at pagtatalaga ng katumpakan at angkop na mga katangian
Pagpili ng kalidad ng katumpakan. Ang pagtukoy sa pinakamainam na katumpakan ng machining at pagpili ng grado ng katumpakan ay kadalasang isang mahirap na gawain. Kapag arbitraryong nagtatalaga ng hindi makatwirang mataas na kalidad na may maliliit na pagpapaubaya, ang halaga ng mga bahagi ng pagmamanupaktura ay tumataas. Kapag pumipili ng mas mababang antas ng katumpakan, bumababa ang gastos sa pagmamanupaktura, ngunit bumababa ang pagiging maaasahan at tibay ng mga bahagi sa pagpupulong.
Upang malutas ang problemang ito, kinakailangang isaalang-alang hindi lamang ang likas na katangian ng landing ng isang partikular na koneksyon at ang mga kondisyon ng pagpapatakbo nito, kundi pati na rin ang mga rekomendasyon.
Ang mga katangian 5 at 6 ay ginagamit sa partikular na tumpak na mga koneksyon, tulad ng "piston pin - bushing ng itaas na ulo ng connecting rod ng isang makina ng kotse", "crankshaft journal - bearing shell", atbp.
Ang mga katangian 7 at 8 ay ginagamit para sa mga koneksyon mga gulong ng gear na may baras, pag-install ng mga rolling bearings sa pabahay, mga cutter sa mandrel, atbp.
Ang mga katangian 9 at 10 ay ginagamit sa mga koneksyon kung saan ang mga kinakailangan para sa katumpakan ay mas mababa, ngunit para sa coaxiality at pagsentro ang mga ito ay medyo mataas (halimbawa, pag-install ng piston ring sa piston groove sa taas, mounting sprockets sa shaft, atbp.) .
Ang mga katangian 11 at 12 ay karaniwan sa mga movable joints ng mga makinang pang-agrikultura, sa mga fit ng madalas na tinanggal na mga bahagi na hindi nangangailangan ng mataas na katumpakan ng pagsentro, at sa mga welded joints.
Landings na may clearance. Ang kalikasan at mga kondisyon ng pagpapatakbo ng mga mobile na koneksyon ay iba-iba.
Ang mga landings ng H / h group ay nailalarawan sa pamamagitan ng katotohanan na ang minimum na puwang sa kanila ay zero. Ginagamit ang mga ito para sa mga pares na may mataas na mga kinakailangan para sa pagsentro ng butas at baras, kung ang magkaparehong paggalaw ng baras at butas ay ibinigay para sa panahon ng regulasyon, pati na rin sa mababang bilis at pag-load.
Ang H5/h4 fit ay inireseta para sa mga koneksyon na may mataas na mga kinakailangan para sa pagsentro ng katumpakan at direksyon, kung saan ang pag-ikot at paayon na paggalaw ng mga bahagi sa panahon ng pagsasaayos ay pinapayagan. Ang mga landing na ito ay ginagamit sa halip na mga transisyonal (kabilang ang mga kapalit na bahagi). Para sa mga umiikot na bahagi ginagamit lamang ang mga ito sa mababang pagkarga at bilis.
Ang H6/h5 fit ay inireseta kapag may mataas na kinakailangan para sa katumpakan ng pagsentro (halimbawa, ang tailstock quill ng isang lathe, pagsukat ng mga gear kapag naka-install sa mga spindle ng mga instrumento sa pagsukat ng gear)
Ang Fit H7/h6 (mas gusto) ay ginagamit para sa hindi gaanong mahigpit na mga kinakailangan para sa katumpakan ng pagsentro (halimbawa, mga mapapalitang gear sa mga machine tool, housing para sa mga rolling bearings sa mga machine tool, mga kotse at iba pang makina).
Ang Fit H8/h7 (mas gusto) ay inireseta para sa pagsentro ng mga ibabaw kung ang mga pagpapaubaya sa pagmamanupaktura ay maaaring palawakin nang may bahagyang mas mababang mga kinakailangan sa pagkakahanay.
Pinahihintulutan ng ESDP ang paggamit ng mga akma ng pangkat H/h, na nabuo mula sa mga patlang ng tolerance ng mga kwalipikasyon 9... 12, para sa mga koneksyon na may mababang mga kinakailangan para sa katumpakan ng pagsentro (halimbawa, para sa mga fitting gear pulley, coupling at iba pang bahagi sa isang baras na may isang susi para sa pagpapadala ng metalikang kuwintas , na may mababang mga kinakailangan para sa katumpakan ng mekanismo sa kabuuan at magaan na pagkarga).
Group H/g landings (H5/g4; H6/g5 at H7/g6 - preferred) ang may pinakamaliit na garantisadong clearance ng lahat ng clearance landing. Ginagamit ang mga ito para sa tumpak na paglipat ng mga koneksyon na nangangailangan ng garantisadong ngunit maliit na puwang upang matiyak ang tumpak na pagsentro, halimbawa, isang spool sa mga pneumatic device, isang spindle sa paghahati ng mga suporta sa ulo, sa mga pares ng plunger, atbp.
Sa lahat ng mga movable landings, ang pinakakaraniwan ay yaong sa H/f group (H7/f7 - preferred, H8/f8, atbp., na nabuo mula sa tolerance field ng mga kwalipikasyon 6, 8 at 9). Halimbawa, ang H7/f7 fit ay ginagamit sa mga sliding bearings ng low- and medium-power electric motors, piston compressors, machine tool gearboxes, centrifugal pumps, internal combustion engine, atbp.
Landings ng pangkat H/e (H7/e8, H8/e8 - ginustong, H7/e7 at mga landings na katulad nila, na nabuo mula sa tolerance field ng mga kwalipikasyon 8 at
9) magbigay ng madaling palipat-lipat na koneksyon sa panahon ng alitan ng likido. Ginagamit ang mga ito para sa mga high-speed rotating shaft ng malalaking makina. Halimbawa, ang unang dalawang akma ay ginagamit para sa mga baras ng mga turbogenerator at mga de-koryenteng motor na tumatakbo nang may mabibigat na karga. Ang mga landing H9/e9 at H8/e8 ay ginagamit para sa malalaking bearings sa heavy engineering, malayang umiikot sa gear shafts, at para sa iba pang bahaging kasama sa clutches, para sa pagsentro ng mga cylinder cover.
Ang mga landing ng Group H/d (H8/d9, H9/d9 - ginustong at katulad na mga landing na nabuo mula sa tolerance field ng mga kwalipikasyon 7, 10 at 11) ay medyo bihirang ginagamit. Halimbawa, ang H7/d8 fit ay ginagamit sa mataas na bilis ng pag-ikot at medyo mababang presyon sa malalaking bearings, pati na rin sa piston-cylinder interface sa compressors, at ang H9/d9 fit ay ginagamit para sa mababang precision mechanism.
Ang mga landing ng Group H/c (H7/c8 at H8/c9) ay nailalarawan sa pamamagitan ng makabuluhang garantisadong clearance, at ginagamit ang mga ito para sa mga koneksyon na may mababang mga kinakailangan para sa katumpakan ng pagsentro. Kadalasan, ang mga fit na ito ay inireseta para sa mga plain bearings (na may iba't ibang temperatura coefficients ng linear expansion ng shaft at bushing) na tumatakbo sa mataas na temperatura (sa mga steam turbine, engine, turbocharger, at iba pang makina kung saan ang mga clearance ay makabuluhang nabawasan sa panahon ng operasyon dahil sa katotohanan na ang baras ay umiinit at lumalawak nang higit pa kaysa sa bearing shell).
Transitional landings. Ang mga transitional fit ng mga grupong H/js, N/k, N/t, N/p ay ginagamit para sa mga fixed detachable na koneksyon kung saan kinakailangan upang matiyak ang pagsentro ng mga mapapalitang bahagi o (kung kinakailangan) ang kanilang paggalaw na may kaugnayan sa isa't isa. Ang mga akma ay nailalarawan sa pamamagitan ng posibilidad ng parehong gaps at interference na lumilitaw sa interface. Ang kawalang-kilos ng koneksyon ay nakamit sa pamamagitan ng karagdagang pangkabit gamit ang mga susi, pin at iba pang mga uri ng mga fastenings.
Ang mga transitional fit ay ibinibigay lamang sa mga grado 4...8, at ang katumpakan ng baras sa mga ito ay dapat na isang grado na mas mataas kaysa sa katumpakan ng butas.
Sa transitional fit, ang pinakamalaking interference ay nakukuha sa pamamagitan ng pagsasama-sama ng pinakamalaking maximum na laki ng shaft (dmax) at ang pinakamaliit na maximum na laki ng butas (Dmin), at ang pinakamalaking clearance ay nakuha sa pamamagitan ng pagsasama-sama ng pinakamalaking maximum na laki ng butas (Dmax) at ang pinakamaliit na maximum na shaft laki (dmin).
Ang mga halimbawa ng layunin ng transitional landings ay ipinapakita sa Fig. 1 (a - koneksyon "shaft - gear"; b - koneksyon "piston - piston pin - connecting rod head"; c - koneksyon "shaft - flywheel"; d - koneksyon "sleeve - housing").
 |



Para sa mga ibabaw na may diameter na 90mm. Nagtatalaga kami ng rating ng katumpakan na 9
Kinukuha namin ang IT1 na katumbas ng 87 µm.
Ang huling pagpapaubaya ay 0.087 µm.
Para sa sukat na 10mm. ang tolerance ay 0.036 µm.
Para sa sukat na 50mm. ang tolerance ay 0.074 µm.
Para sa sukat na 45mm. ang tolerance ay 0.062 µm.
Para sa sukat na 90mm. ang tolerance ay 0.087 µm.

Pangalawang lecture
Bahagi 1. Pagpapalitan
Balangkas ng lecture
Preamble: Ang pangkalahatang ideya ng interchangeability; ang pagtatanghal nito kaugnay ng interchangeability sa mga geometric na parameter. Sukat at katumpakan ng sukat bilang mga pangunahing konsepto ng pagpapalitan; mga tampok ng geometric na sukat ng mga elemento.
Nominal na laki. Mga hanay ng mga gustong numero. Aktwal at maximum na laki. Tolerance, tolerance field.
Para sa anumang produkto, ang isang tiyak na hanay ng mga parameter nito ay mahalaga, ang bawat isa sa pisikal at teknikal na kahulugan ay isang dami na nagpapakilala sa ilang mga katangian ng disenyo, materyal, proseso...
Halimbawa, para sa isang de-koryenteng motor maaari nating pangalanan ang mga parameter ng disenyo nito (pangkalahatan at mga sukat ng pagkonekta), mga de-koryenteng (supply/control voltages, mga alon, pagkonsumo ng kuryente), mekanikal (shaft torque, bilis ng pag-ikot...).
Kaugnay ng anuman pisikal na bilang(FV) ang konsepto ay inilapat "laki ».
Ang laki ay ang quantitative determination ng pisikal na function na likas sa isang partikular na bagay. Ang katiyakan ng PV ay ipinahayag din ng halaga nito, iyon ay, isang pagtatantya ng laki sa anyo ng isang tiyak na bilang ng mga yunit ng pagsukat. Ang numerical value ng PV ay nag-iiba depende sa laki ng unit ng pagsukat:
14 onsa = 396.9 g;
1 cm = 10 mm = 10 4 µm≈0.3937 pulgada.
Bukod dito, ang laki ng mismong PV ay hindi nakasalalay sa anumang mga yunit ng pagsukat (iyon ay, ang laki ay invariant sa pagpili ng mga yunit ng pagsukat).
Sa unang seksyong ito ng kurso, ang pangunahing pansin ay binabayaran sa pagpapalitan (B) sa mga tuntunin ng mga geometric na parameter, iyon ay, sa mga tuntunin ng mga linear at angular na sukat ng mga elemento ng mga bahagi. Bigyang-diin natin na pinag-uusapan natin ang katumpakan. mga elemento mga detalye.
Bakit ang pinakamalaking pansin ay babayaran sa mga geometric na sukat, at hindi sa mga sukat ng PV sa pangkalahatan? Ang katotohanan ay ang haba, diameter, kapal at iba pang mga geometric na sukat ay mas malabo at mas mahirap matukoy kaysa sa mga sukat ng halos anumang iba pang mga pisikal na bagay (mga halimbawa sa pagsukat ng timbang ng katawan sa isang tiyak na latitude at altitude ng isang lugar, lakas ng kuryente, atbp.).
Dapat ding tandaan na ang mga sukat ng mga linear na dimensyon sa mechanical engineering at paggawa ng instrumento ay nagkakahalaga ng 80 hanggang 90% ng lahat ng mga teknikal na sukat na isinasagawa sa mga industriyang ito.
Rmga sukatat ang kanilang katumpakan.
Nominal, aktwal at limitadong laki.
Nailalarawan sa pamamagitan ng salitang "nominal" ay karaniwang isang bagay sa pangalan lamang; ang termino mismo ay nagmula sa Latin na nominalis (nominal). Ang kahulugan ng salitang ito na may kaugnayan sa mga sukat ng mga elemento ng mga bahagi at mga kapareha ay ang mga sumusunod: sa mga guhit (mga bahagi, mga yunit ng pagpupulong) inilagay nila ang mga nominal na sukat, na hindi kinakailangan ang nais. May kaugnayan sa interface - sa pagguhit ng pagpupulong - isang nominal na sukat na karaniwan sa mga bahagi ng interface na ito ay ipinahiwatig.
Nominal na laki , na minarkahan sa pagguhit, nagsisilbing simula ng bilang ng paglihis; ipinahiwatig pagkatapos ng numerical na halaga ng nominal na laki ng dalawa maximum na mga paglihis, sa katunayan, magtakda ng dalawang maximum na pinahihintulutang halaga ng laki.
Ang nominal na laki ay tinutukoy mula sa mga kalkulasyon o pinili para sa mga dahilan ng disenyo at ito ay bilugan sa pinakamalapit na mas malaking sukat mula sa hanay ng mga normal na linear na laki.
SA iba't ibang lugar Sa mga natural na agham at teknolohiya, ang mga pagkakasunud-sunod ng mga order na dami ay nakatagpo (at ipinakilala). Una sa lahat, ibig sabihin nito mga hanay ng mga gustong numero .
Karaniwang tinatanggap na ang sistema ng mga ginustong numero ay naimbento noong 1886 ng Pranses na inhinyero-kapitan na si Charles Renard, na nagmungkahi ng mga geometric na pag-unlad para sa pag-grading ng mga diameter ng lubid. Bilang karangalan sa imbentor, ang mga pagtatalaga para sa serye ng mga ginustong numero ay naglalaman ng letrang R. Ang mga denominador ng geometric na pag-unlad ay tinutukoy ng letrang Q.
Ang mga row na R5;R10;R20;R40 na nabuo sa ganitong paraan ay tinatawag na basic; mga hilera R80; R160 – karagdagang (Talahanayan 1); ang numero pagkatapos ng titik R ay nagpapahiwatig ng bilang ng mga numero sa hanay ng decimal. Mas gusto ang mga row na may mas malaking gradation ng mga laki (na may mas malaking progression denominator).
Talahanayan 1
|
Basic | ||
|
|
||
|
|
||
|
|
||
|
Dagdag |
|
|
|
|




Ang pinaka-ginustong serye na R5 ay natagpuan ang pagpapahayag sa pagtatayo ng "Pinag-isang Sistema ng Mga Pagpapahintulot at Landings", sa partikular, sa pagtatatag ng mga hangganan ng mga pagitan ng mga linear na sukat at pagpili ng isang pagkakasunud-sunod ng mga halaga ng pagpapaubaya ayon sa mga kwalipikasyon. Ang mga isyung ito ay tatalakayin nang mas detalyado sa naaangkop na seksyon.
Ito ay kagiliw-giliw na subaybayan ang kasaysayan ng pinagmulan ng serye na ipinakilala higit sa 100 taon na ang nakakaraan ni Renard. Mayroon bang iba pang pattern na nakatago sa istruktura ng mga seryeng ito, maliban sa likas sa mga miyembro ng geometric progression?
Dito angkop na alalahanin ang ilang makasaysayang impormasyon.
Noong sinaunang panahon, ang "ginintuang" dibisyon ("gintong" seksyon) ng segment ay itinatag:
 o
o  , (1.1)
, (1.1)
kung saan ang L ay ang haba ng buong segment; a ang karamihan nito; b ang natitirang bahagi ng segment.
Ang ratio L / a=x ay madaling matukoy mula sa equation
x 2 –x– 1 = 0, (1.2) na nagbibigay ng x=  ≈
1,62.
≈
1,62.
Ang Frontinus (may-akda ng isang aklat na isinulat noong 97 BC) ay nagbigay ng mga diyametro ng mga gulong ng sinaunang Romanong mga aqueduct; ang gradasyon ng mga diameter na ito ay sumunod sa isang geometric na pag-unlad. Alam din na ang mga arkitekto ng Byzantium, Hellas, Kievan Rus kapag tinutukoy ang ratio ng mga sukat ng kanilang mga istraktura, gumamit sila ng isang geometric na pag-unlad na may denominator na Q = 1.62.
Ang isang geometric na pag-unlad ay nabuo din sa pamamagitan ng mga frequency ng mga tono ng sukat ng musika. Kung ang bilang ng mga hakbang sa pagitan ng mga frequency f 0 at 2f 0 (oktaba) ay itinalagang m, kung gayon ang denominator ng pag-unlad ay ang numerong Q =  . At upang kalkulahin ang mga laki ay ginagamit namin ang decimal system at, nang naaayon, Q =
. At upang kalkulahin ang mga laki ay ginagamit namin ang decimal system at, nang naaayon, Q =  .
.
Ang mga kagiliw-giliw na katangian ng mga serye ng mga ginustong numero ay itinuro sa trabaho (halimbawa, ang pag-aari ng pagkakapantay-pantay ng matinding at average na mga kabuuan). Mayroon ding mga kahanga-hangang halimbawa mula sa natural na agham na nagpapatunay sa koneksyon ng mga numerong ito sa mga nakaayos na pagkakasunud-sunod ng ilang dami na naobserbahan sa kalikasan. Ang lahat ng nasa itaas ay nagpapahintulot sa amin na magtapos: ang serye ng mga ginustong numero ay sumasalamin sa malalim na mga pattern na likas sa mga natural na phenomena.
Kaya, ang mga normal na linear na dimensyon sa hanay na 0.001 hanggang 20000 mm ay binuo batay sa serye ng mga ginustong numero (serye ng Renard), na mga geometric na pag-unlad na may mga denominador Q = (tingnan ang Talahanayan 1). Ang numero sa pagtatalaga ng serye ay nagpapahiwatig ng bilang ng mga termino ng pag-unlad sa pagitan ng decimal.
Sa ilang mga kaso, kinakailangan ang pag-round ng mga numero mula sa serye sa itaas. Ito ay kung paano lumitaw ang serye ng una at ikalawang roundings R / at R //. Halimbawa, ang mga numero 1.5 at 6.0 mula sa seryeng R // 5 ay ginagamit sa halip na ang mga katumbas na numero 1.6 at 6.3 mula sa seryeng R5.
Totoong sukat pisikal na dami (PV) - isa na itinatag sa pamamagitan ng pagsukat na may katanggap-tanggap na error. [Ang tunay na sukat ay hindi alam, bagaman ito ay umiiral].
Kapag sinusukat namin ang halaga ng kapasidad ng isang kapasitor o, halimbawa, ang halaga ng boltahe sa mga terminal ng isang de-koryenteng baterya gamit ang isang naaangkop na digital na aparato, binabasa lang namin ang mga ipinapakitang pagbabasa mula sa display nito. Ang timbang, dalas ng pulso, at karamihan sa iba pang mga PV ay sinusukat sa parehong paraan.
Para sa isang linear na dimensyon (haba, diameter, taas, atbp.), ang pagtukoy sa aktwal na halaga nito ay mas mahirap kaysa sa iba pang mga dami. Ang katotohanan ay ang mga elemento ng mga bahagi ay tatlong-dimensional na katawan na ang hugis ay hindi perpekto. Ito ay maaaring ilarawan sa sumusunod na pigura. 2. Alin sa mga ipinahiwatig na sukat ang maaaring ituring na aktwal na haba ng bar na ipinapakita dito?
Ang parehong kalabuan ay ipinakita sa pagtukoy ng diameter ng baras, na tila bilog, ngunit talagang hindi regular ang hugis (Larawan 3).


Sa pagtukoy ng aktwal na sukat ng isang bahagi ng elemento, ang pansin ay binabayaran sa koneksyon dalawang elemento: ang lalaki (conditionally "shaft") at ang babae ("hole"), iyon ay, ang kahulugan na ibinigay sa ibaba ay "sinasama" ang ideya ng laki ng elementong isinasaalang-alang na kumikilos nang magkasama.
Ang aktwal na laki ng isang butas o baras ay itinuturing na ang laki ng isinangkot na bahagi ng isang perpektong geometric na hugis, katabi ng ibabaw ng elementong pinag-uusapan nang walang puwang.
Bagaman ang ideya ng pagtukoy ng aktwal na sukat ng isang elemento batay sa isang katabing silindro ay tama sa prinsipyo (ito ang sukat na ito ay "makikilahok" sa pagbuo ng mga akma), sa pagsasagawa ay mahirap ipatupad ito (ang ideyang ito ): walang maaasahan at simpleng paraan pagsukat ng laki ng isang perpektong katabing elemento.
Dapat na limitado ang lahat ng wastong laki maximum na sukat .
Sa prinsipyo, ang buong problema ng pag-standardize ng katumpakan ng anumang laki ay nakasalalay sa pangangailangan na ipahiwatig sa tagagawa (at pagkatapos ay sa controller) dalawang maximum na pinahihintulutang halaga laki (FV, bahagi ng elemento), kung saan ang produkto ay hindi na magagamit:
D min ≤ D d ≤ D max ;
C min ≤ C d ≤ C max …
Sa pagsasagawa, magiging napaka-abala na gamitin ang maximum na mga halaga ng laki nang direkta kapag naghahanda ng mga guhit. Upang gawing simple ang mga guhit, ang maximum na mga paglihis mula sa nominal na laki ay ipinakilala: tuktok (pagkakamali sobrang) At mas mababa (pagkakamali panloob) , denoted ES, es at EI, ei para sa butas at baras, ayon sa pagkakabanggit.
Ang mga paglihis na ito ay tinutukoy ng mga formula:
ES = Dmax – D; es = d max – d; (1.3)
EI = Dmin – D; ei = d min – d. (1.4)
Ang aktwal na paglihis ay ipinasok sa parehong paraan:
E d = D d – D; e d = d d – d. (1.5)
Tolerance, tolerance field
Ang isang sukatan ng katumpakan ng isang sukat ay ang pagpapaubaya nito ( Pagpaparaya ) . Ang pagpapaubaya (ito ay itinalagang T) ay ang pagkakaiba sa pagitan ng pinakamataas na sukat (pinakamalaki at pinakamaliit):
T D = D max – D min . (1.6)
Ang kahulugan na ito ng pagpapaubaya ay nalalapat hindi lamang sa mga linear o angular na dimensyon, kundi pati na rin sa mga sukat ng anumang iba pang PV. Halimbawa, kung pinag-uusapan natin ang inductance ng inductor L, kung gayon ang formula (1.6) ay nakasulat bilang:
T L = L max – L min .
Ang isang mas malawak na konsepto kaysa sa "tolerance" ay "tolerance field". Sa pangkalahatan, ang terminong "patlang" ay tumutukoy sa isang bahagi ng isang eroplano o espasyo kung saan wasto isang bagay (halimbawa, ang isang conductor na nagdadala ng kasalukuyang sa isang magnetic field ay inaaksyunan ng isang direktang puwersa sa isang tiyak na paraan, ang mga patakaran ng laro ng football ay nalalapat sa isang football field). Ang mga halaga ng aktwal na sukat (pati na rin ang mga paglihis) na kasama sa patlang ng pagpapaubaya ay katanggap-tanggap at tumutugma sa isang angkop na bahagi.
Ayon sa kilalang kahulugan, ang larangan ng pagpapaubaya ay isang standardized interval kung saan ang dispersion field ng mga aktwal na sukat ng mga angkop na bahagi ay dapat isama.
Ang isa pang kahulugan ng field ng tolerance ay tinutugunan sa graphic na representasyon nito sa anyo ng isang parihaba, na limitado sa itaas at ibaba ng mga linya ng paglilimita sa mga sukat.
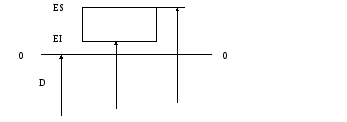
Namely: tolerance field - isang zone na nililimitahan ng pinakamalaki at pinakamaliit na maximum na sukat at tinutukoy ng halaga ng tolerance at ang posisyon nito na nauugnay sa linya ng nominal na laki(Larawan 4).
Panitikan
Weil G. Symmetry. – M.: Nauka, 1968.
Fainerman I.D. Regularity ng serye ng mga ginustong numero // Mga pamantayan at kalidad. – 1989. - Hindi. 1 - p. 13 – 15.
Shilov G.E. Simpleng gamma. Music scale device. - M.: Nauka, 1980.
Markov N.N. Metrological na suporta sa mechanical engineering. – M.: “Stankin”, 1995.
Dunin-Barkovsky I.V. Pagpapalitan, standardisasyon at teknikal na mga sukat. – M.: Standards Publishing House, 1987. - 352 p.
Belkin V.M. Mga pagpapaubaya at akma (Mga pangunahing pamantayan ng pagpapalitan). – M.: Mechanical Engineering, 1992.- 528 p.
- Buong impormasyon tungkol sa mga petsa at lugar kung saan maaari mong malaman ang tungkol sa Pinag-isang State Exam
- Pederal na balita Unified State Exam schedule opisyal na inaprubahan ng Rosobrnadzor
- Pagpasa sa Unified State Exam nang walang problema - paano malalaman ang mga resulta ng pagsusulit?
- Paano mag-apply para sa Unified State Exam para sa mga nakaraang nagtapos